Изобретение относится к термообработке изделий из различных материалов и может быть использовано в производстве композиционных материалов.
Известен способ графитации углеродных изделий, патент №2116961, С01В 031/04, в печах сопротивления, при котором через многотонную массу, состоящую из графитовых заготовок, контактирующих между собой и с токовводами, и углеродной засыпки, пропускают ток, при этом засыпка обеспечивает изоляцию нагреваемых изделий от воздуха.
Недостатками способа являются большая длительность процесса - до нескольких суток, неравномерность нагрева по объему печи, местные перегревы и разрывы цепи, невозможность нагрева по заданным поверхностям изделий, что требуется в ряде случаев при изготовлении деталей из углеродсодержащих композитов.
Известен также способ графитации углеродных заготовок, патент №2140392, С01В 031/04, в печах сопротивления туннельного типа, обладающий теми же недостатками, т.е. длительностью процесса и невозможностью обеспечения нагрева по заданным поверхностям обрабатываемых изделий.
Известен способ нагрева изделий в регулируемой газовой среде с использованием электронагревателя инертного газа в качестве источника высокотемпературного рабочего тела (по патенту №2016097, C21D 9/54). Недостатками указанного способа являются ограничения по температуре (не выше 1500°С), давлению и скорости обтекания изделия, а также невозможность нагрева изделия по заданным поверхностям.
В качестве прототипа выбран способ термообработки поверхности при получении керамического изделия (GB 2200905, кл. С04В 35/00, опубл. 17.08.1988), включающий нагревание и упрочнение под его воздействием поверхности пористого изделия при сгорании смеси горючего газа с воздухом, предварительно прошедшей через слой обрабатываемого изделия. Недостатком указанного способа является ограниченность режимов термообработки, обусловленная ограничением по видам горючих компонентов, которые могут быть использованы, и возможностями организации различных режимов обтекания (давление, температура, скорость).
Основной задачей производства композиционных материалов является получение композитов с заданными, в т.ч. переменными, свойствами по объему (или толщине) изделия.
Технический результат состоит в том, что для выполнения указанной задачи применяют термообработку путем обдува горячими газами заданных поверхностей изделия (заготовки) из композита. Путем изменения интенсивности термообработки (за счет увеличения или уменьшения конвективной составляющей коэффициента теплоотдачи, применения газов различной температуры) и продолжительности процесса получают разную глубину прогрева материала до заданной температуры.
Указанный технический результат достигается тем, что нагревают заданные поверхности изделия (заготовки) потоком газообразного рабочего тела с температурой 2000-3800 К при давлении 0,2-50 МПа и скорости обтекания 50-900 м/с, глубину δT прогрева стенки до заданной температуры Т и продолжительность нагрева τ определяют из зависимостей
δТ=ξTτn, ξT=f(α), α=f(Re, Pr),
где δT - глубина прогрева стенки изделия (заготовки) до заданной температуры Т,
ξT - коэффициент пропорциональности,
n - показатель степени,
α - коэффициент теплоотдачи,
Re - критерий Рейнольдса,
Рr - критерий Прандтля,
причем коэффициент ξT и показатель степени n определяют экспериментально или расчетным путем, а коэффициента α, критерий Re и критерий Рr - расчетным.
В качестве рабочего тела используют инертные газы, продукты горения углеводородных жидких или газообразных топлив, а также жидких и твердых ракетных топлив.
Способ осуществляют следующим образом. Изделие (заготовку) из композита устанавливают в автоклав (например, по патенту №73804 от 10.06.2008) с набором термостойких вкладышей (закрывающих нерабочие поверхности изделия), на входе которого установлен источник рабочего тела, например газогенератор, а на выходе - сопло.
Режим обтекания (α, τ) устанавливают по известным соотношениям газодинамики и тепломассообмена, используя в качестве исходных данных δT - глубина прогрева стенки изделия (заготовки) из композита до заданной температуры Т, параметры рабочего тела - Р0 - давление торможения, Т0 - температура торможения, k=Cp/Cv - показатель адиабаты, а также соотношение между площадью критического сечения сопла и площадью сечения канала, образованного рабочими поверхностями изделия в автоклаве. В качестве источника рабочего тела - горячего газа - применяют, например, газогенераторы, работающие на жидком, твердом и газообразном топливах.
В композиционных материалах термообработку предлагаемым способом применяют:
- в процессе их создания, исследования и отработки как инструмент исследования,
- в процессе изготовления деталей из них в качестве одной из технологических операций.
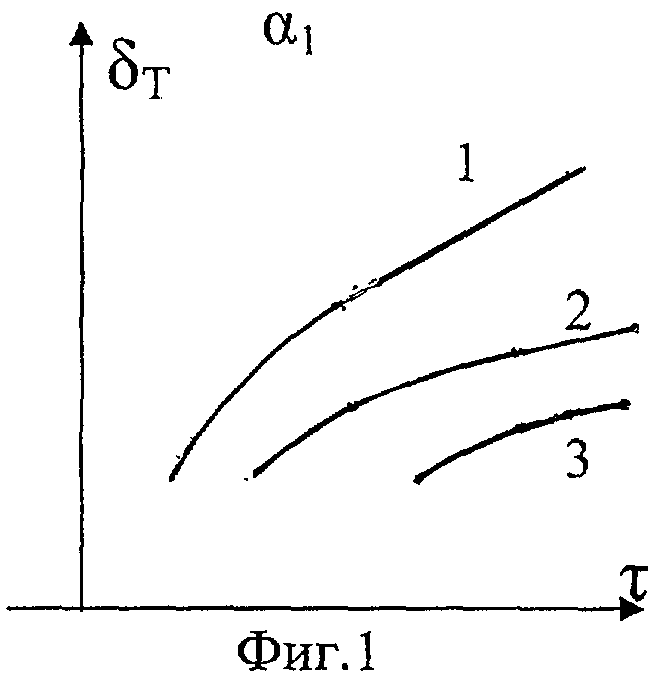
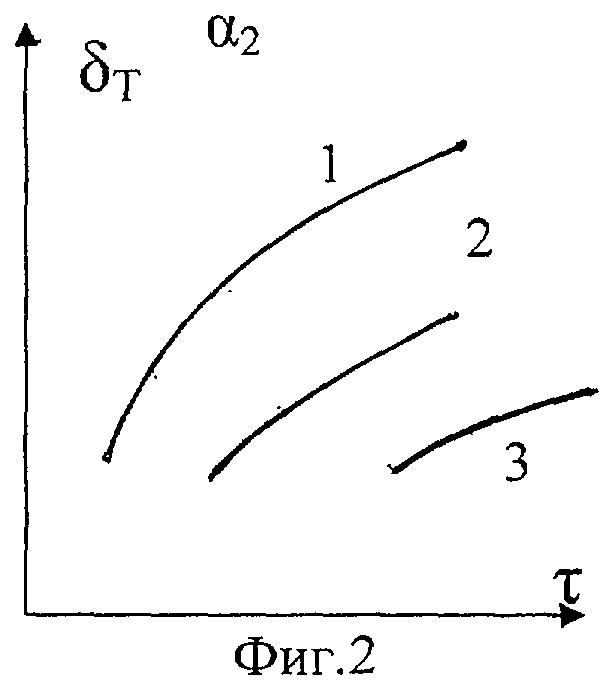
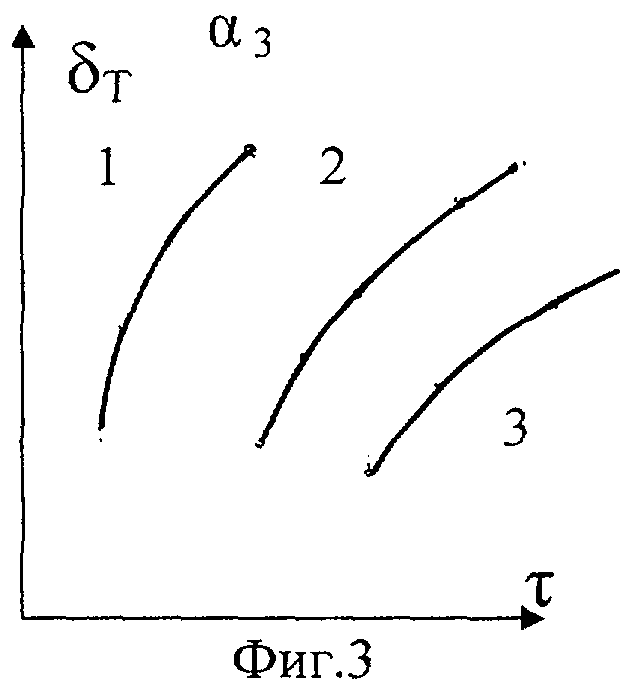
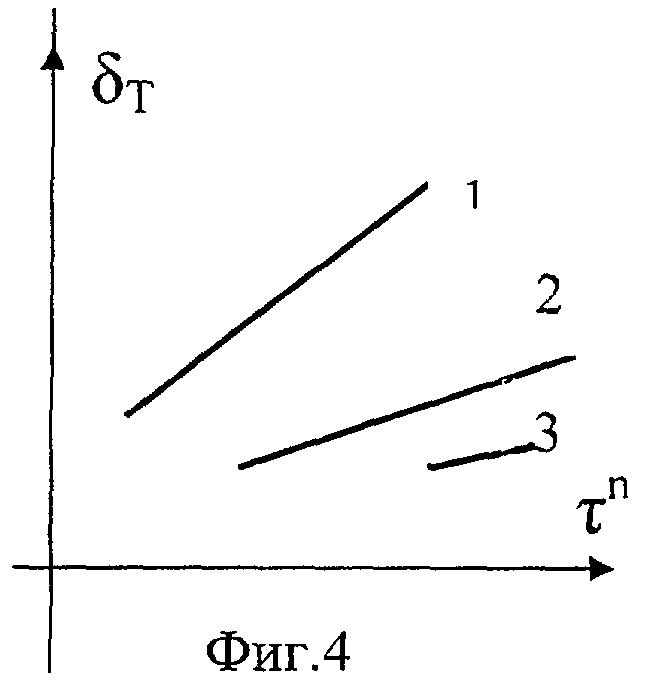
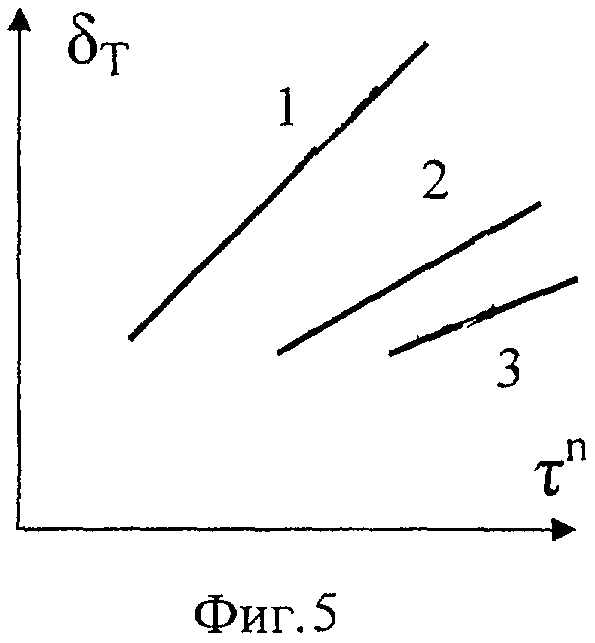
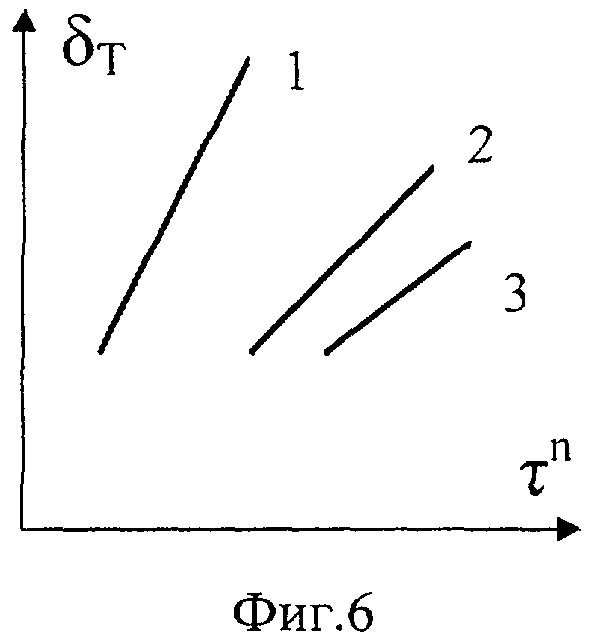
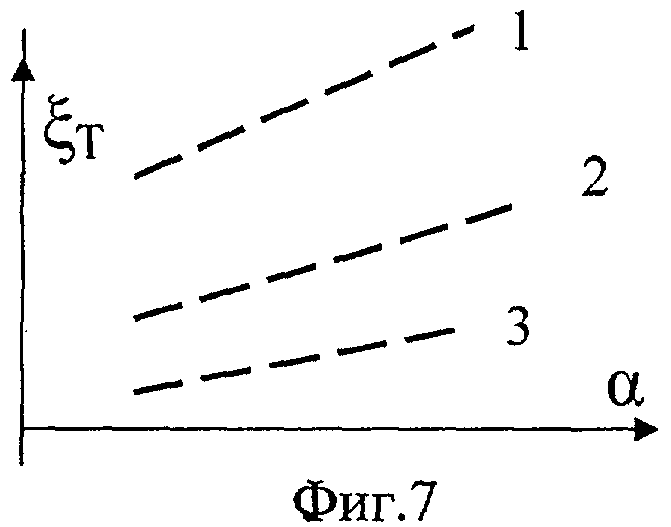
При создании композита, в процессе его отработки и исследования режимы термообработки в горячих газовых потоках устанавливают наряду с другими технологическими операциями. Сначала путем продувок образцов в высокотемпературном газовом потоке определяют зависимости δT=f(τ) для различных значений α, где δT - глубина прогрева стенки изделия (заготовки) до заданной температуры (Т), τ - продолжительность термообработки, α=f(Re; Рr) - коэффициент теплоотдачи, определяемый расчетным путем. Зависимости δT=f(τ) для каждого α (фиг.1, 2, 3) получают аппроксимацией методом наименьших квадратов экспериментальных значений температуры, полученных по толщине образца во времени и имеющих вид, как на фиг.1, 2, 3. Как показывает опыт, наиболее удачной аппроксимацией значений температур, полученных в процессе нагрева композитов, является выражение δT=ξTτn, имеющее вид, как на фиг.4, 5, 6. По таким зависимостям, полученным для различных значений коэффициента теплоотдачи α, строят зависимость ξT=f(α), фиг.7, которая используется в дальнейшем для расчета продолжительности термообработки (в случае ее проведения в качестве технологической операции). На фиг.1-7 индексы «1», «2», «3» обозначают положение изотерм Т=300°С, Т=1000°С, Т=2000°С соответственно.
Режимы термообработки в качестве технологической операции выбирают по результатам предварительных исследований композита, проводимых на этапе разработки и исследования материала.
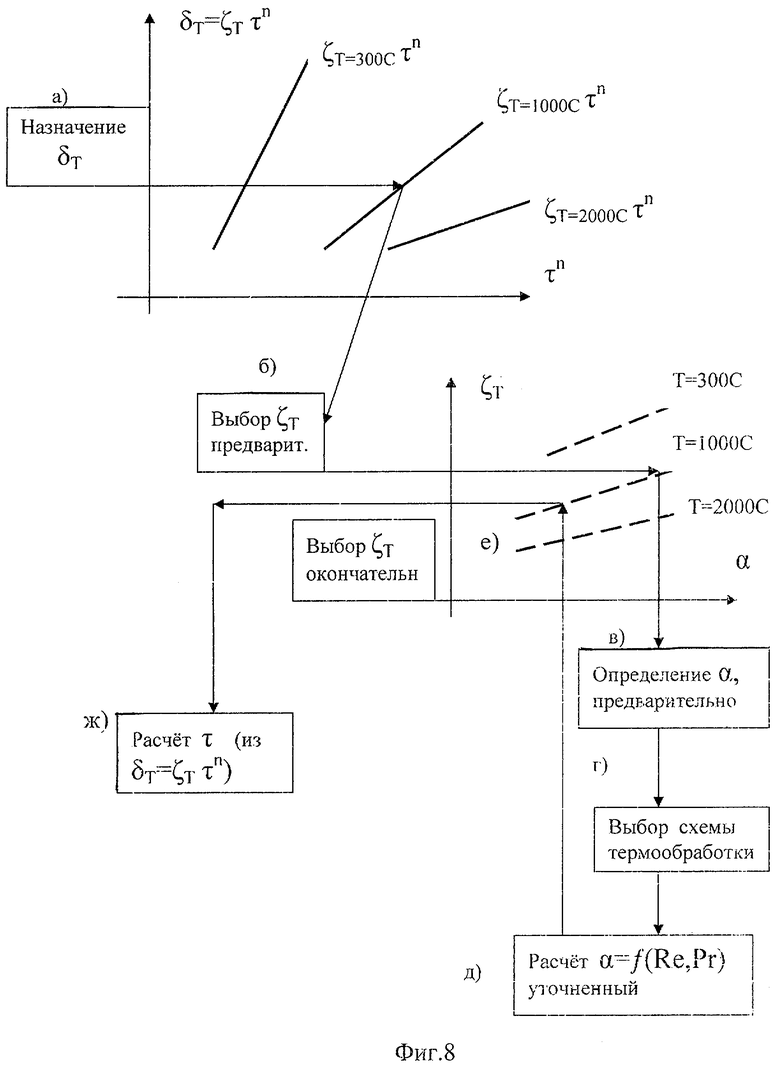
Порядок выбора режима термообработки (α и τ) с использованием полученных зависимостей включает в себя последовательно (см. схему выбора параметров термообработки композитов - фиг.8):
а) назначение δT - глубины прогрева стенки образца (детали) до заданной температуры, (из ТЗ, технической документации),
б) предварительный выбор ξT - коэффициента пропорциональности (из графиков δT=ξTτn);
в) предварительный выбор - коэффициента теплоотдачи (из зависимости ξT=f(α)),
г) выбор схемы термообработки, включающей выбор рабочего тела (газа, продуктов горения топлив газообразных, жидких, твердых) и конструкции устройства (автоклава) для проведения термообработки с (учетом формы и размеров образца (изделия),
д) расчет коэффициента теплоотдачи по зависимости α=f(Re, Pr) для выбранной схемы термообработки,
е) окончательный выбор ξT - коэффициента пропорциональности (из зависимости (графиков) ξT=f(α));
ж) расчет τ - продолжительности термообработки (из формулы δT=ξTτn).
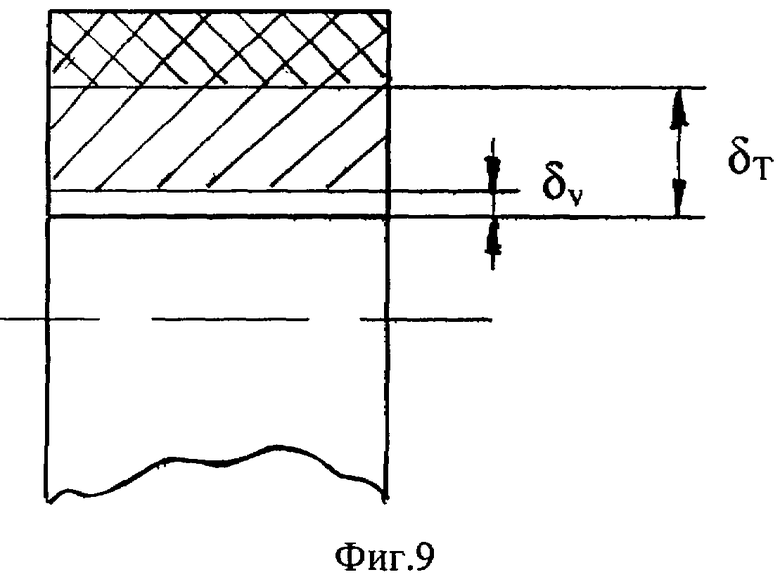
В общем случае схема образца композита после термообработки выглядит так, как показано на фиг.9, где δу - толщина слоя унесенного материала, δT - толщина слоя материала, прогретого до заданной температуры. Крайние случаи:
- δу=0, δу=δT.
В процессе исследований определяют эрозионную стойкость заготовки композита (полуфабриката), подвергаемого термообработке, и устанавливают приемлемое соотношение δу/δT и соответствующие ему режимы.
Целью термообработки как технологической операции в общем случае является создание условий для
- фазовых превращений, проведения химических реакций, структурных изменений в композите, в частности, для углеродсодержащих композитов,
- коксования (карбонизации, графитации) рабочей поверхности с целью, например, повышения эрозионной стойкости,
- повышения пористости материала с целью, например, пропитки органическими связующими.
Происходящие при термообработке процессы в материале исследуют экспериментальным путем на этапе отработки композита, результаты используют в дальнейшем при составлении штатного технологического процесса.
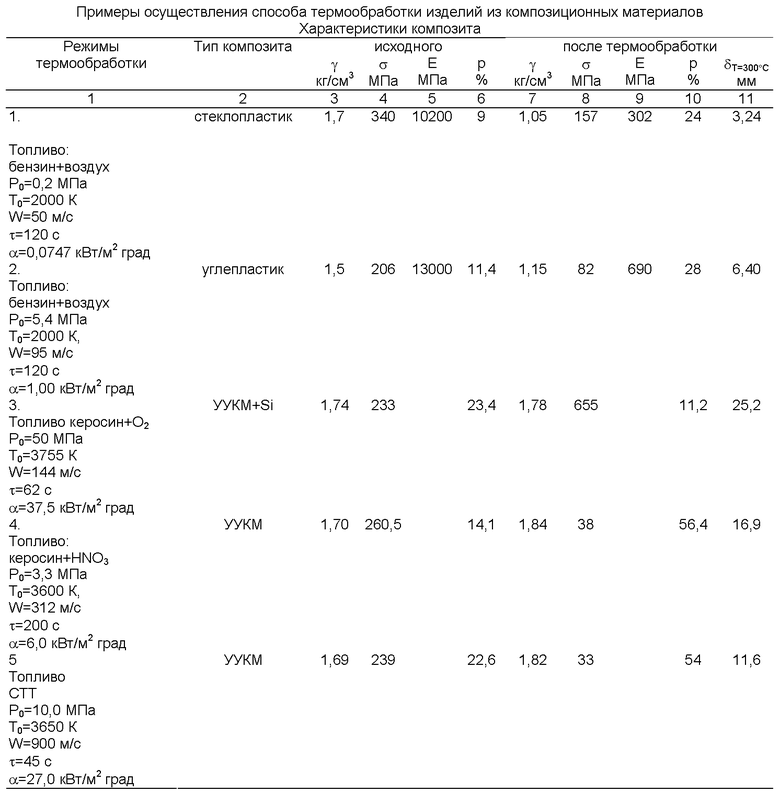
В таблице:
P0, Т0, W, τ, α - давление торможения, температура торможения, скорость газового потока в произвольном сечении, продолжительность термообработки, коэффициент теплоотдачи,
γ0, σ0, Е0, р0 - значения плотности, прочности на сжатие, модуля упругости и пористости композита до термообработки,
γ, σ, Е, р, δT=300°C - значения плотности, прочности на сжатие, модуля упругости, пористости, толщины прогретого до Т=300°С слоя материала.
Цель термообработки образцов 1, 2 - получение коксового слоя, повышенной эрозионной стойкости по сравнению с исходным материалом. В условиях модельного РД образцы 1, 2 без дополнительной обработки показали повышенную - на 20 и 38% соответственно - эрозионную стойкость по сравнению с исходным материалом при испытании в одинаковых условиях.
Образец 3 - силицированный УУКМ, Цель термообработки - получение в поверхностном слое карбидной составляющей SiC. Анализ, проведенный после термообработки, показал содержание SiC до 23% в слое до 3 мм.
Цель термообработки образцов 4, 5 - графитация поверхностного слоя толщиной 4-5 мм и получение пористой структуры, пригодной для пропитки органическим связующим и последующей карбонизации.
Пример обработки результатов осуществления способа высокотемпературной обработки изделия (см. опыт №4 таблицы).
Опыт проводился на этапе исследования и отработки композита.
Изделие: заготовка из материала углерод-углерод,
форма - полый цилиндр, диаметр канала 0,3 м.
Термообработке подвергается поверхность канала цилиндра.
Характеристики материала заготовки:
Характеристики газового потока
- рабочее тело: продукты горения углеводородного топлива (двух и трехатомные газы, показатель адиабаты к=1,25),
Продолжительность термообработки составила τ=200 секунд.
Путем измерения температурного поля были получены зависимости δT=f(τ) в диапазоне от 300°С до 250°С в виде δT=ξTτn. Для изотермы Т=2500°С коэффициент пропорциональности составил ξT=2500K=0,4 мм/с0,5, показатель степени - n=0,5 и глубина прогрева материала заготовки до Т=2500К - δT=2500K=5,64 мм. Характеристики материала после термообработки (отнесенные к толщине прогретого до Т=300°С слоя): плотность γ=1,84 г/см3, прочность на сжатие σ=38МПа, пористость р=56,4%, толщина прогретого до Т=300°С слоя - δT=300°C=16,92 мм.
Значения ξT и n, полученные в предварительных испытаниях, при различных значениях коэффициента теплоотдачи α, используют для построения зависимости ξT=f(α) для данной композиции, которая, в свою очередь, используется при выборе режимов термообработки в штатном технологическом процессе (см. схему фиг.8).
Получение технического результата на этапе исследования и отработки композита контролируют по уровню температур в материале в процессе термообработки, а в производстве, при выполнении штатного технологического процесса - по параметрам, определяющим режим термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ УГЛЕРОД-УГЛЕРОДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2422407C2 |
| ЦЕПЬ РАЗНОЗВЕННАЯ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ОБЖИГОВОЙ ПЕЧИ | 2012 |
|
RU2486387C1 |
| ЦЕПЬ ЦЕЛЬНОЛИТАЯ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ РОТАЦИОННОЙ ОБЖИГОВОЙ ПЕЧИ | 2012 |
|
RU2513487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА-КОЛПАЧКА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) | 2014 |
|
RU2570253C1 |
| СПОСОБ И УСТРОЙСТВО ДЕТЕКТИРОВАНИЯ ДОВЗРЫВНЫХ КОНЦЕНТРАЦИЙ МЕТАНА В ВОЗДУХЕ | 2010 |
|
RU2447426C2 |
| СПОСОБ ГРАФИТАЦИИ | 2004 |
|
RU2263633C2 |
| Способ ликвидации газового фонтана на скважинах в морских условиях | 2022 |
|
RU2803086C1 |
| СПОСОБ ПРОДЛЕНИЯ СРОКА СЛУЖБЫ НАГРУЖЕННОЙ КОНСТРУКЦИИ | 1999 |
|
RU2167405C2 |
| ТЕПЛООБМЕННАЯ ТРУБА | 2012 |
|
RU2496072C1 |
Изобретение относится к термообработке изделий из различных материалов и может быть использовано в производстве композиционных материалов. Заготовки устанавливают в автоклав с набором термостойких вкладышей, на входе которого установлен источник рабочего тела, например газогенератор, а на выходе - сопло. Нагревают заданные поверхности заготовок потоком газообразного рабочего тела с температурой 2000-4000 К при давлении 0,2-50 МПа и скорости обтекания 50-900 м/с. Глубину δT прогрева стенки до заданной температуры T и продолжительность нагрева τ определяют из зависимостей δТ=ξTτn, ξT=f(α), α=f(Re, Pr), где δT - глубина прогрева стенки заготовки до заданной температуры Т,
ξT - коэффициент пропорциональности, τ - продолжительность термообработки, n - показатель степени, α - коэффициент теплоотдачи, Re - критерий Рейнольдса, Pr - критерий Прандтля. Коэффициент ξT и показатель степени n определяют экспериментально или расчетным путем, а коэффициент α, критерий Re и критерий Pr - расчетным. В качестве рабочего тела используют инертные газы или продукты горения углеводородных жидких или газообразных топлив, а также жидких и твердых ракетных топлив. Технический результат изобретения - получение композитов с заданными свойствами по объему или толщине изделия. 1 з.п. ф-лы, 1 табл., 9 ил.
1. Способ термообработки изделий из композиционных материалов, включающий нагревание в контролируемой газовой среде, отличающийся тем, что нагревают заданные поверхности изделия потоком газообразного рабочего тела с температурой 2000-4000 К, давлением 0,2-50 МПа и скоростью обтекания обрабатываемых поверхностей изделия 50-900 м/с, при этом глубину δT прогрева стенки до заданной температуры Т и продолжительность нагрева τ определяют из зависимостей δТ=ξTτn, ξT=f(α), α=f(Re,Pr), где ξ - коэффициент пропорциональности и n - показатель степени определяют экспериментально или расчетным путем, а α - коэффициент теплоотдачи, Re - критерий Рейнольдса и Pr - критерий Прандтля - расчетным.
2. Способ термообработки по п.1, отличающийся тем, что в качестве рабочего тела используют инертные газы или продукты горения углеводородных жидких или газообразных топлив, а также жидких или твердых ракетных топлив.
| СХЕМА БЕЗМАЗУТНОЙ РАСТОПКИ КОТЛА | 2001 |
|
RU2200905C2 |
| СУДАВСКИЙ A.M | |||
| и др | |||
| Обжиг углеродных заготовок дымовыми газами, сб | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| - М.: Металлургия, 1974, с.46-50 | |||
| Способ термообработки отформованных крупноразмерных,перфорированных строительных изделий | 1978 |
|
SU729166A1 |
| Способ обжига углеродных заготовок | 1990 |
|
SU1736923A1 |
| US 4017673 A, 12.04.1977 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

