Изобретение относится к способу для неразрушающего контроля материала согласно родовому понятию пункта 1 формулы изобретения. Кроме того, изобретение относится к соответствующему устройству согласно пункту 16 формулы изобретения.
В случае многочисленных сплошных и частично сплошных изделий и полуфабрикатов, их внутренняя структура должна контролироваться на наличие дефектов материала. Для этого требуются способы неразрушающего контроля, которые обеспечивают информацию о внутренней, ненаблюдаемой структуре. Это, в частности, необходимо в случае механически сильно нагружаемых деталей.
Например, детали из стали после отливки подвергаются ковке, чтобы затем путем обработки на токарном станке привести их в окончательную форму. При этом проверка на наличие внутренних дефектов материала проводится уже после ковки.
Обычно такие детали из металла проверяются с помощью ультразвука. При этом регистрируются акустические волны, которые отражаются на граничных поверхностях в материале. С помощью времени распространения отраженной акустической волны может определяться пройденное ею расстояние. Путем зондирования с различных направлений можно получить дополнительную информацию о дефектах в материале. Отсюда можно, например, определить местоположение дефектов в материале. Например, таким способом можно определять ориентацию дефектов материала. Из формы отраженных акустических волн можно сделать вывод о типе дефекта в материале.
Путем сканирования поверхности испытываемого объекта ультразвуковым детектором и регистрации принимаемых данных можно полностью исследовать объем, доступный для ультразвука. Из полученных данных можно сформировать изображение, которое может применяться для экспертного исследования.
Для определения величины дефектов в материале, имеется множество возможностей. Например, при сканировании можно непосредственно считывать протяженность дефекта материала. Однако для этого требуется, чтобы разрешение по местоположению было меньше, чем пространственная протяженность дефекта в материале. Разрешение по местоположению ограничено применяемой длиной волны и величиной апертуры и, тем самым, дифракцией ультразвуковых волн.
Величина дефекта материала может также определяться амплитудой отраженного сигнала. Тем самым также можно определить величину таких дефектов материала, которые меньше, чем разрешение по местоположению для способа. Однако амплитуда отраженного сигнала также зависит от других параметров, например от ориентации дефекта материала или отражательных свойств на граничной поверхности.
С уменьшением величины дефекта материала амплитуда отраженного сигнала спадает. При этом расстояние относительно помеховых сигналов становится слишком малым, чтобы из единственной диаграммы «амплитуда-время распространения» идентифицировать дефект материала. Предпочтительно требуется расстояние +6 дБ между измеренным сигналом и помеховым сигналом.
Разрешение по местоположению можно оптимизировать посредством фокусировки ультразвуковых волн с помощью соответствующего щупа. При этом фокусировка может становиться тем более резкой, чем шире щуп по отношению к длине волны. Фокусировка обуславливает повышенное акустическое давление.
На фиг.4 показан схематичный вид в сечении испытываемого объекта 10 с дефектом 30 материала. На внешней стороне испытываемого объекта 10 находится щуп 16, который выполнен как фокусирующий щуп. Щуп 16 излучает сфокусированные акустические волны 32, 34 и 36. При этом сплошная линия показывает волновой фронт текущей акустической волны 32. Штриховые линии показывают волновые фронты опережающих акустических волн 34 и запаздывающих акустических волн 36. Сфокусированные ультразвуковые волны 32, 34 и 36 распространяются вдоль предварительно определенного направления с ограниченной по сторонам протяженностью.
Щуп 16 перемещается во время сканирования по поверхности испытываемого объекта 10 вдоль направления 38 сканирования. Однако фокусировка возникает только в ближней зоне щупа 16. Чем больше ширина щупа 16 перпендикулярно направлению излучения, тем дальше может находиться воспринимаемый дефект 30 материала.
Возможностью оценивания дефекта материала является оценивание амплитуды согласно способу «расстояние-усиление-величина» (AVG-способ). Исходя из амплитуды, с дефектом материала сопоставляется величина эквивалентного отражателя, которая формировала бы перпендикулярно зондируемую свободную круговую поверхность. Если принятый сигнал заметно больше, чем помеховый сигнал или шумовой сигнал, то оценка амплитуды по AVG-способу возможна без проблем. При этом отражатель должен находиться на акустической оси акустического поля щупа 16. На основе зависимости амплитуды от расстояния до щупа 16, полученная амплитуда соответствует величине отражателя с известной геометрией и ориентацией относительно акустической оси. Напротив, если определенная амплитуда меньше, чем шумовой сигнал, или имеет сопоставимый порядок величины, то дефект материала не может быть идентифицирован из диаграммы зависимости амплитуды от времени распространения.
Другим способом для улучшения разрешения по местоположению является «метод фокусировки синтезированной апертуры» (SAFT), при котором применяется малый, не фокусирующий щуп.При этом с помощью двумерного механического сканирования испытываемого объекта вычисляется двумерное изображение испытываемого объекта.
На фиг.5 для пояснения SAFT-способа показан схематичный вид в сечении испытываемого объекта 10 с дефектом 30 материала. На внешней стороне испытываемого объекта 10 находится щуп 16. Щуп, по сравнению с фиг.4, имеет относительно малый диаметр и выполнен не фокусирующим. Щупом 16 излучаются акустические волны 42, 44 и 46 сферической формы. Волновой фронт текущей акустической волны 42 сферической формы представлен сплошной линией. Штриховые линии представляют волновые фронты опережающих акустических волн 44 сферической формы и запаздывающих акустических волн 46 сферической формы. Сравнение фиг.4 и фиг.5 показывает, что волновые фронты 32, 34 и 36 сфокусированных акустических волн, с одной стороны, и волновые фронты 42, 44 и 46 акустических волн сферической формы, с другой стороны, имеют противоположную кривизну.
Испытываемый объект 10 в SAFT-способе подразделяется компьютером на объемные элементы. Каждый объемный элемент во время сканирования друг за другом рассматривается как отражатель. Отраженные сигнальные составляющие от различных положений щупа 16, которые относятся к тому же самому объемному элементу, регистрируются и суммируются в фазе при поддержке компьютером. Таким способом только для таких местоположений с фактическим отражением, ввиду конструктивной интерференции сигналов, получаются эхо-сигналы с большой амплитудой. Для местоположений без фактического отражения, ввиду деструктивной интерференции, эхо-сигналы компенсируются. Процесс сканирования и вычисления моделирует при конструктивной интерференции ультразвуковой детектор, величина которого соответствует сканируемой площади, и который сфокусирован в некотором местоположении.
Отсюда можно определить положение дефекта материала и, в случае протяженного дефекта материала, также его величину в пределах разрешения. Точность примерно сопоставима с точностью в сканируемой области в предыдущем способе, который применяет сфокусированные акустические волны. В SAFT-способе разрешение по местоположению не ограничено размерами щупа 16, так что возможно высокое разрешение по местоположению.
В SAFT-способе в каждой точке изображения в области ожидания дефекта все имеющие место отраженные сигнальные составляющие суммируются с временным смещением, которое сигнальные составляющие имели бы в том случае, если бы точка изображения была источником отраженной волны. Временное смещение, которое соответствует фазовому положению, получается из геометрических соотношений между щупом 16 и точкой изображения, в частности, из расстояния между щупом 16 и точкой изображения. Если точка изображения теперь действительно является источником отраженной волны, то амплитуда на этом месте возрастает с числом разных положений щупа 16, из которых определяется дефект материала. Для всех других точек изображения фазы не согласуются, так что сумма в идеальном случае стремится к нулю, но, по меньшей мере, очень мала.
SAFT-способ применяется чаще всего для того, чтобы достичь высокого разрешения по местоположению. В принципе речь идет о способе фокусировки, при котором предел разрешения определяется длиной волны и синтезированной апертурой. Синтезированная апертура определяется угловым диапазоном, из которого определяется дефект материала. Апертура ограничена перемещением щупа 16 и расходимостью акустического поля.
Испытываемый объект может представлять собой, например, ротор газовой или паровой турбины, который, в частности, применяется для генерации тока. Подобный ротор в процессе работы подвергается высокому нагружению. Число оборотов ротора соответствует сетевой частоте соответствующей электросети. Например, в случае электросети с сетевой частотой 50 Гц требуется число оборотов, равное 3000 оборотов в минуту. При подобном высоком числе оборотов на ротор воздействуют большие центробежные силы. Чем большие размеры имеет турбина, тем больше и центробежные силы.
При запуске турбины роторы сильно нагружаются, особенно термически, в тангенциальном направлении. В этой фазе ротор сначала является холодным и за счет горячих газообразных продуктов сгорания снаружи внутрь доводится до рабочей температуры. Поэтому для срока службы турбины число запусков имеет особое значение. Тангенциальная нагрузка для ротора в области его центрального отверстия является наибольшей. Поэтому дефекты материала вблизи отверстия имеют решающее влияние на долговременность работы турбины. В особенности, для будущего поколения дисков турбин требуется заметное повышение чувствительности обнаружения для дефектов материала с осевой-радиальной ориентацией. Достаточно точное определение дефектов материала с осевой-радиальной ориентацией невозможно при применении современных способов испытаний.
Ввиду повышенных мощностей новейших газовых и паровых турбин, повышаются требования, заключающиеся в том, что ротор не должен иметь дефектов материала. Также размеры роторов увеличиваются, что приводит при проверке материала к более длинным путям распространения ультразвука. За счет больших длин волн ультразвука во внутренней области ротора увеличивается минимальная величина определяемого дефекта материала. Таким образом, существует потребность в способе, который обеспечивает возможность определения дефектов материала в более крупных деталях.
Задачей изобретения является создание усовершенствованного способа для нахождения и/или идентификации дефектов материала в испытываемом объекте, который и при относительно больших испытываемых объектах обеспечивает возможность определения дефекта материала с достаточной точностью.
Эта задача решается в соответствии с сущностью изобретения согласно пункту 1 формулы изобретения.
В соответствии с изобретением предложено, что применяется зависимое от угла распределение амплитуд в акустическом поле щупа.
Идея изобретения заключается в модифицированном SAFT-способе, при котором учитывается зависимое от угла распределение амплитуд в акустическом поле щупа. Таким способом можно принимать во внимание различные чувствительности, которые зависят от угла. Амплитуды отдельных отраженных сигналов зависят от распределения амплитуд в акустическом поле щупа. Используется пространственное распределение акустического давления щупа, чтобы также определить амплитуды отраженных акустических волн. При обычном SAFT-способе информация об амплитуде теряется.
Например, из зависимого от угла распределения амплитуд определяется коэффициент коррекции, который соответствует средней чувствительности вдоль пути через акустическое поле щупа. Коэффициент коррекции определяется путем интегрирования по распределению амплитуд щупа.
Предпочтительным образом амплитуды акустических волн внутри предварительно определенного интервала углов вокруг акустической оси суммируются в фазе. При этом также может применяться щуп с малой расходимостью акустического пучка, например, от 3° до 5° при -6 дБ.
Кроме того, нагружение испытываемого объекта ультразвуком может осуществляться под различными углами зондирования относительно элемента площади на поверхности испытываемого объекта. Так как дефекты материала часто имеют предпочтительную протяженность, в соответствии с изобретением сканирование поверхности испытываемого объекта и вариация угла зондирования могут согласовываться с геометрией испытываемого объекта и ориентацией дефектов материала.
Например, углы зондирования лежат внутри конуса, ось симметрии которого образует нормаль соответствующего элемента поверхности.
В специальной форме выполнения может быть предусмотрено, что поверхность или, по меньшей мере, участок поверхности испытываемого объекта зондируется вдоль предварительно определенной линии. Посредством различных углов зондирования можно полностью определить объем испытываемого объекта, без необходимости сканирования всей поверхности.
Предпочтительным образом поверхность или, по меньшей мере, участок поверхности испытываемого объекта сканируется в растре по предварительно определенной схеме. Эта схема может быть согласована с геометрией испытываемого объекта и/или дефекта материала.
Кроме того, поверхность или, по меньшей мере, участок поверхности испытываемого объекта может также сканироваться полностью.
Например, углы зондирования находятся в пределах от 0° до 50°, предпочтительно от 0° до 30°.
В частности, способ может быть предусмотрен для испытываемого объекта с вращательной симметрией, по меньшей мере, на участках. При этом сканирование можно особенно просто согласовать с геометрией испытываемого объекта. Это, в частности, имеет место в том случае, когда способ предусматривается для испытываемого объекта, являющегося цилиндрическим, по меньшей мере, на участках.
При этом направление зондирования предпочтительно имеет радиальную, тангенциальную и/или осевую компоненты относительно поверхности цилиндрического испытываемого объекта. Тем самым можно особенно просто распознавать неглубоко образовавшиеся дефекты материала.
В предпочтительной форме выполнения способ предусмотрен для дефектоскопии испытываемого объекта из металла, в частности, для дефектоскопии кованых деталей. Особенно пригоден способ для дефектоскопии турбинного колеса.
Кроме того, изобретение относится к устройству для неразрушающего контроля материала испытываемого объекта, являющегося сплошным, по меньшей мере, на участках, которое предусмотрено для описанного выше способа.
Предпочтительным образом устройство содержит, по меньшей мере, один щуп для излучения ультразвуковых волн и для приема отраженных внутри испытываемого объекта ультразвуковых волн.
В частности, щуп выполнен поворотным, так что направление зондирования относительно нормали к поверхности испытываемого объекта может варьироваться.
Наконец, щуп выполнен поворотным относительно нормали к поверхности испытываемого объекта в пределах от 0° до 60°, предпочтительно от 0° до 30°.
Другие признаки, преимущества и особые формы выполнения изобретения отражены в зависимых пунктах формулы изобретения.
В последующем описании способ, соответствующий изобретению, более подробно представлен в описании предпочтительных форм выполнения и со ссылками на приложенные чертежи, на которых показано следующее:
фиг.1 - схематичный вид сбоку в сечении испытываемого объекта и щупа согласно предпочтительной форме выполнения соответствующего изобретению способа,
фиг.2 - схематичный вид сверху испытываемого объекта и щупа согласно предпочтительной форме выполнения соответствующего изобретению способа,
фиг.3 - схематичное представление геометрических соотношений испытываемого объекта, щупа и дефекта материала согласно предпочтительной форме выполнения соответствующего изобретению способа,
фиг.4 - схематичный вид в сечении испытываемого объекта и фокусирующего щупа согласно уровню техники,
фиг.5 - схематичный вид в сечении испытываемого объекта и фокусирующего щупа в SAFT-способе согласно уровню техники.
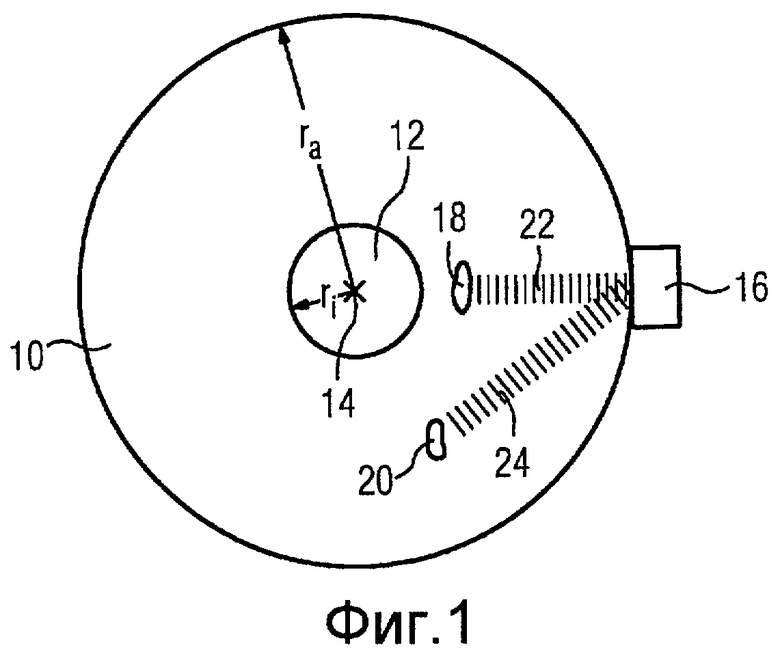
Фиг.1 показывает схематичный вид в сечении испытываемого объекта 10. Испытываемый объект 10 выполнен в цилиндрической форме. Испытываемый объект 10 имеет отверстие 12, которое ориентировано концентрично испытываемому объекту 10. Отверстие 12 и испытываемый объект 10 имеют, таким образом, общую ось 14 вращательной симметрии, которая продолжается на фиг.1 перпендикулярно к плоскости чертежа. Испытываемый объект 10 имеет внешний радиус ra и внутренний радиус ri. Внутренний радиус ri испытываемого объекта 10 соответствует, таким образом, радиусу отверстия 12. В этой конкретной форме выполнения испытываемый объект 10 представляет собой турбинный диск для газовой или паровой турбины.
На поверхности оболочки испытываемого объекта 10 находится щуп 16. Щуп 16 включает в себя ультразвуковой передатчик и ультразвуковой детектор. В испытываемом объекте 10, кроме того, изображены тангенциальный дефект 18 материала и радиальный дефект 20 материала. Дефекты 18 и 20 материала образуют, соответственно, полость в испытываемом объекте 10. Тангенциальный дефект 18 материала ориентирован относительно цилиндрического испытываемого объекта 10, по существу, в тангенциальном направлении. Соответственно, радиальный дефект 20 материала ориентирован относительно испытываемого объекта 10, по существу, в радиальном направлении.
Дефектоскопия осуществляется тем, то щуп 16 перемещается на внешней поверхности испытываемого объекта 10. Фиг.1 наглядно показывает, что радиальная акустическая волна 22 особенно сильно отражается на тангенциальном дефекте 18 материала, так как тангенциальный дефект 18 материала ориентирован, по существу, параллельно поверхности испытываемого объекта 10. Также ясно, что тангенциальная акустическая волна 24 особенно сильно отражается на радиальном дефекте 20 материала.
Напротив, отчетливо видно, что тангенциальная акустическая волна 24 лишь очень слабо отражается на тангенциальном дефекте 18 материала. Также радиальная акустическая волна 22 лишь очень слабо отражается на радиальном дефекте 20 материала.
В соответствующем изобретению способе зондирование сигналами из щупа 16 осуществляется под различными углами. При этом либо щуп 16, либо, по меньшей мере, излучающие ультразвук компоненты выполнены с возможностью поворота таким образом, что посредством сканирования внешней окружной поверхности доступен весь объем испытываемого объекта 10. За счет этого, в частности, более легко определяются такие дефекты 20 материала, протяженность которых параллельно поверхности испытываемого объекта 10 относительно мала. Это в случае цилиндрического испытываемого объекта 10 достигается, например, тем, что направление зондирования, наряду с радиальной компонентой, также имеет тангенциальную компоненту. Также возможно направление зондирования с одной радиальной и одной тангенциальной компонентой. Наконец, направление зондирования может быть образовано также из радиальной, тангенциальной и осевой компоненты.
В соответствующем изобретению способе не является обязательным, чтобы сканировалась вся поверхность или весь участок поверхности, чтобы определить весь объем испытываемого объекта 10. Может, например, сканироваться определенный участок или определенный путь на поверхности, так как за счет поворота щупа 16 может определяться, по меньшей мере, релевантная область объема и без полного сканирования поверхности.
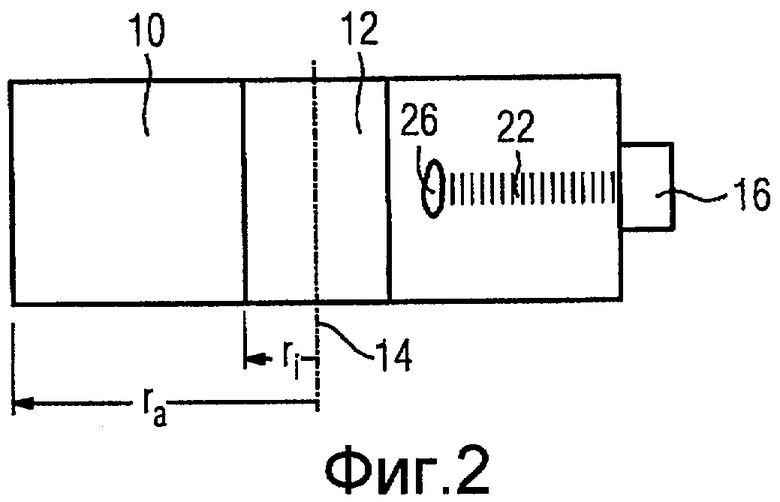
На фиг.2 показан схематичный вид в сечении сверху испытываемого объекта 10 и щупа 16 согласно форме выполнения по фиг.1. Фиг.2 показывает отверстие 12, ось 14 вращательной симметрии и радиальную акустическую волну 22. Осевой дефект 26 материала имеет, по меньшей мере, в осевом направлении достаточно большую протяженность. Фиг.2 наглядно показывает, что радиальная акустическая волна 22 достаточно сильно отражается от осевого дефекта 26 материала. Также тангенциальная акустическая волна 24 достаточно сильно отражалась бы от осевого дефекта 26 материала при не слишком большом угле зондирования.
Фиг.3 показывает схематичное изображение геометрических соотношений между испытываемым объектом 10, щупом 16 и дефектом 28 материала при предпочтительной форме выполнения способа, соответствующего изобретению. Между дефектом 28 материала и осью 14 вращательной симметрии определено радиальное расстояние rs. Акустический путь s от щупа 16 до дефекта 28 материала определяется соотношением:
s=√(ra 2-ri 2).
Угол между акустическим путем s и нормалью ra к поверхности образует угол α зондирования или направление зондирования. Акустический путь s и соответствующий вектор rs расстояния дефекта 28 материала образуют прямой угол β.
Посредством применения фокусирующего щупа 16 повышается акустическое давление вблизи дефекта 28 материала. Тем самым улучшается отношение сигнал-шум. Однако это имеет смысл только в пределах ближней зоны. Длина n ближнего поля определяется соотношением:
n=d2/(4λ).
При этом d - ширина щупа 16, λ - длина волны для акустической волны. При типичной длине волны λ=5 мм и желательной длине n=1 м ближнего поля требуется щуп 16 шириной d=140 мм. С помощью SAFT-способа можно реализовать эту длину n ближнего поля и без этой ширины. В случае SAFT-способа моделируется более широкий щуп и, тем самым, виртуальная фокусировка.
Амплитуда отраженной акустической волны зависит, с одной стороны, от пространственной протяженности дефекта 28 материала и, с другой стороны, от отражательных свойств на граничной поверхности дефекта 28 материала.
При ультразвуковом измерении в типовом случае возникают два типа шумовых сигналов. В случае первого шумового сигнала речь идет о том шуме, который возникает в каждой электронной системе приема, в особенности в усилителях. Его можно снизить путем усреднения. Между первым шумовым сигналом и отраженным акустическим сигналом не существует никакой корреляции, в частности никакой фазовой корреляции. Поэтому суммирование сигналов приводит к усреднению шумовых сигналов. При увеличении числа слагаемых сумма этих шумовых сигналов сводится к нулю, если шумовые сигналы не содержат составляющей постоянного напряжения. На практике либо не возникает никакой составляющей постоянного напряжения, либо возникает лишь незначительная составляющая постоянного напряжения.
Второй шумовой сигнал обусловлен самим испытываемым объектом. Отражения от кристаллической структуры металла образуют шумовую зону, которая коррелированна с отраженным акустическим сигналом. Шумовая зона представляет собой также отраженный акустический сигнал. Он возникает из отражений в поликристаллических материалах на их границах зерна и в зонах различной ориентации кристаллических осей. Кристаллы являются акустически анизотропными, так что на границах зерен волновое сопротивление изменяется. Практически это относится ко всем металлическим материалам. Отдельные отражения на основе кристаллической структуры не создают помех, но в протяженных зонах испытываемого объекта 10 таким образом создается шумовой сигнал.
Отражения на структуре и на дефектах материала могут быть разделены посредством SAFT-способа. Структурные шумы проявляют пространственную статистику. Отражения на структуре являются фазокоррелированными. Суммирование в SAFT-алгоритме приводит, однако, к относительному ослаблению отражений на кристаллической структуре, так как границы зерен отражают слабее, чем дефекты материала. Если из-за случайной суперпозиции в фазе амплитуд многих границ зерен возникает сумма амплитуд, ее угол сужается еще сильнее. При увеличении углового интервала амплитуды, ввиду дефектов материала, возрастают сильнее, чем амплитуды, обусловленные границами зерен.
Для соответствующего изобретению способа применяется, например, щуп 16 диаметром d=24 мм. В случае SAFT-алгоритма согласно изобретению принимается во внимание акустическое поле щупа 16. В противоположность этому, в случае известного SAFT-алгоритма величиной щупа 16 пренебрегают.
Полученный сигнал возникает, в частности, из-за отраженной составляющей ультразвукового импульса на скачкообразных пространственных изменениях волнового сопротивления в испытываемом объекте 10. Эти изменения интерпретируются как дефекты материала, если там не имеется конструктивно обусловленных границ материла или переходов материала. Полученный сигнал содержит только информацию об амплитуде и времени распространения. Так как скорость звука в материале испытываемого объекта 10 известна, можно из времени распространения также определить расстояние. Для определения местоположения в поперечном направлении может применяться пространственное распределение акустического поля и чувствительность щупа 16.
Сигналы с амплитудой и временем распространения, которые принимаются вдоль пути щупа 16, суммируются по отношению к местоположению в испытываемом объекте 10 в соответствии с временем распространения. За счет этого корректного по местоположению соотнесения с правильным местоположением сумма амплитуд сигналов, которые поступают из определенного местоположения испытываемого объекта, возрастает с каждым добавленным сигналом на его амплитуду. Однако амплитуды зависят от положения щупа 16 и, тем самым, от относительного положения дефекта 28 материала внутри акустического поля.
Среднее значение амплитуды дефекта материала без направленного действия пропорционально его отражательной способности, взвешенной с коэффициентом k. Коэффициент k является значением для средней чувствительности вдоль пути дефекта 18 материала через акустическое поле щупа 16. Таким способом полученная амплитуда может оцениваться осмысленным образом.
В способе, соответствующем изобретению, оцениваются не отдельные принятые амплитуды как функция времени, а вычисленные пространственные распределения амплитуд. Они могут быть реконструированы посредством SAFT-способа. Вычисленные пространственные распределения амплитуд имеют более высокое отношение сигнал-шум, чем непосредственно зарегистрированные амплитуды. Таким способом дефекты материала могут идентифицироваться более просто.
Способ согласно изобретению обеспечивает возможность расширения применения оценки отражения согласно AVG-способу при малых амплитудах за счет относительного снижения шума, как это было бы возможно и при применении более широких щупов. При этом в основе лежит предположение, что малые амплитуды могут быть сведены к малой величине отражателя. Поэтому и незначительное направленное действие отражателя, которое может быть сведено к дифракции, имеет лишь пренебрежимо малое влияние на регистрируемую амплитуду.
Соответствующий изобретению способ обеспечивает возможность, в частности, исследования больших испытываемых объектов 10 с соответственно большими акустическими путями. Эти большие акустические пути обуславливают малые амплитуды.
Соответствующий изобретению способ применим к известным классическим методам испытаний, при которых испытываемый объект механически сканируется, и местоположение или перемещение щупа 16 для каждой зарегистрированной диаграммы амплитуда-время распространения известно.
Оценка амплитуды осуществляется тем, что сначала отражатель сканируется акустическим полем. Угловая зависимость амплитуды внутри акустического поля известна. m амплитуд в определенном угловом интервале Δγ относительно акустической оси суммируются. Отсюда получается однозначная взаимосвязь между суммой HSum амплитуд и величиной опорного отражателя, который вырабатывал бы ту же самую сумму HSum амплитуд.
Сумма HSum амплитуд задается следующим соотношением:
HSum=ΣHi(γi),
причем суммирование выполняется по числу m зарегистрированных амплитуд. При этом Hi являются зарегистрированными амплитудами при отдельных измерениях, γi - угловое расстояние до акустической оси. При постоянном расстоянии до точек измерения также и угловые расстояния при отдельных измерениях являются приблизительно эквидистантными. При возрастании числа m отдельных измерений коэффициент k коррекции приближается к предельному значению, которое соответствует средней чувствительности в угловом интервале Δγ. Релевантное для AVG-способа расстояние между дефектом 18 материала и щупом 16 получается из положения щупа 16, когда определенное местоположение дефекта материала лежит на акустической оси.
Между суммой HSum амплитуд и амплитудой HAVG согласно AVG-способу существует взаимосвязь:
HAVG=HSum/(m·k),
причем m - число измерений, и k - коэффициент коррекции. Коэффициент k коррекции задан соотношением:
k=(1/m)ΣH0(γi),
причем суммирование выполняется по числу m зарегистрированных амплитуд. При этом H0(γi) является зависимым от угла распределением амплитуд в акустическом поле щупа 16, которое нормировано по H0(γ=0)=1.
С возрастанием величины дефекта материала, то есть отражателя, также увеличивается его направленное действие. При увеличенных дефектах материала и при среднем наклонном положении это может привести к заниженной оценке амплитуды в угловом интервале Δγ и поэтому должно приниматься во внимание. В особенности, способ пригоден для меньших дефектов материала, направленное действие которых имеет меньшее значение.
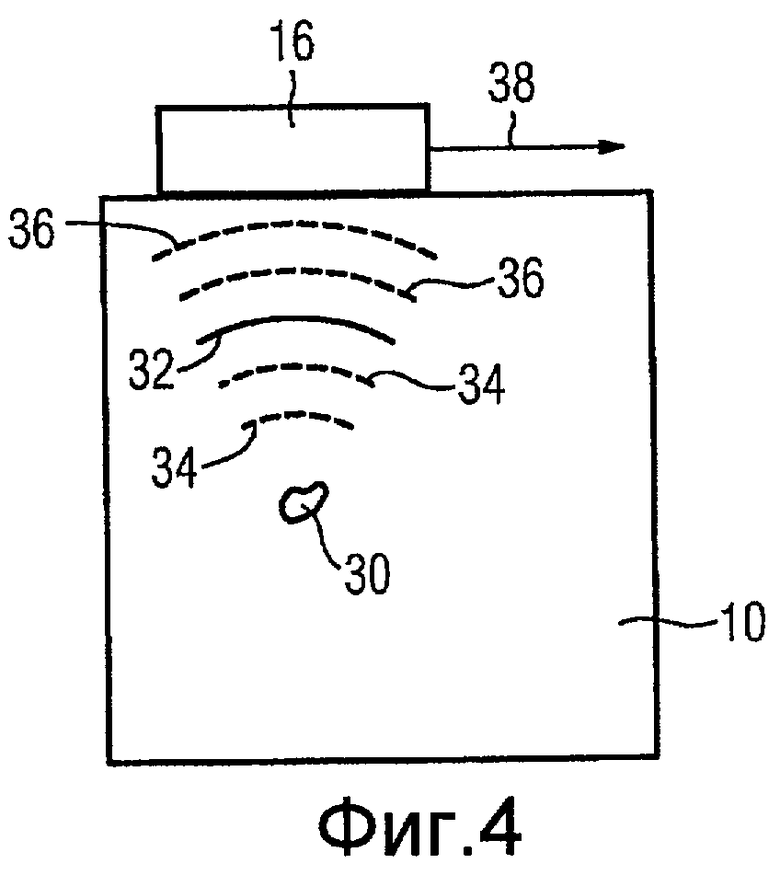
На фиг.4 показан схематичный вид в сечении испытываемого объекта 10 и фокусирующего щупа 16 согласно уровню техники. Испытываемый объект 10 имеет дефект 30 материала. На внешней стороне испытываемого объекта 10 находится щуп 16, который выполнен как фокусирующий щуп. Щуп 16 излучает сфокусированные акустические волны 32, 34 и 36.
При этом сплошная линия представляет волновой фронт акустической волны 32. Штриховые линии представляют волновые фронты опережающих волн 34 и запаздывающих волн 36. Сфокусированные акустические волны 32, 34 и 36 распространяются вдоль предварительно определенного направления с ограниченной в боковом направлении протяженностью. Сфокусированные акустические волны распространяются, таким образом, не сферически во всей полусфере.
Щуп 16 движется во время сканирования по поверхности испытываемого объекта 10 вдоль направления 38 сканирования. Однако фокусировка возникает только внутри ближнего поля щупа 16. Чем больше ширина щупа 16 перпендикулярно направлению излучения, тем больше длина ближнего поля и, тем самым, глубина проникновения сфокусированных акустических волн 32, 34 и 36.
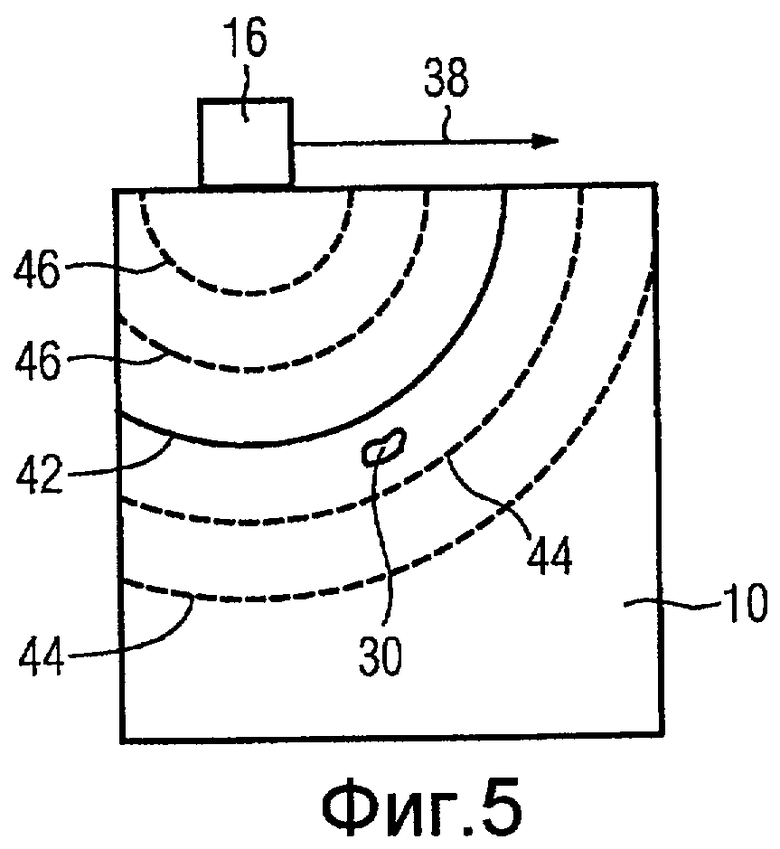
На фиг.5 показан схематичный вид в сечении испытываемого объекта 10 и фокусирующего щупа 16 согласно SAFT-способу в соответствии с уровнем техники. Испытываемый объект 10 показан с дефектом 30 материала. На внешней стороне испытываемого объекта 10 находится щуп 16. Щуп 16, по сравнению с фиг.4, имеет относительно малый диаметр и выполнен как нефокусирующий.
Щуп 16 излучает сферические акустические волны 42, 44 и 46. Волновой фронт текущих сферических акустических волн 42 представлен сплошной линией. Штриховые линии представляют волновые фронты опережающих сферических волн 44 и запаздывающих сферических волн 46. Сравнение фиг.4 и фиг.5 наглядно показывает, что волновые фронты 32, 34 и 36, с одной стороны, и 42, 44 и 46, с другой стороны, являются противоположно искривленными.
Испытываемый объект 10 при этом SAFT-способе подразделяется с помощью компьютера на объемные элементы. Каждый объемный элемент рассматривается во время сканирования друг за другом как отражатель. Отраженные сигнальные составляющие от различных положений щупа 16, которые относятся к тому же самому объемному элементу, регистрируются и при поддержке компьютера суммируются в фазе. Таким способом получают эхо-сигналы с большой амплитудой только для таких местоположений с фактическим отражением на основе конструктивной интерференции.
Для местоположений без фактического отражения, ввиду деструктивной интерференции, эхо-сигналы компенсируются. Процесс сканирования и вычисления моделирует при конструктивной интерференции ультразвуковой детектор, размер которого соответствует сканируемой поверхности. При этом известном SAFT-способе угол зондирования составляет постоянно 0°, и сканируется вся поверхность испытываемого объекта 10.
Согласно изобретению, в противоположность этому, угол зондирования (является варьируемым.
Соответствующий изобретению способ не ограничивается цилиндрическим испытываемым объектом 10, таким как диски колес или валы. Направление зондирования может составляться из подходящих базовых векторов, которые согласованы с геометрической формой испытываемого объекта 10.
Кроме того, при подходящем выборе оси поворота щупа 16 может быть достаточным, что сканироваться должна не вся поверхность, а только вдоль предварительно определенного участка или предварительно определенного пути. Соответствующий изобретению способ открывает, таким образом, много возможностей, чтобы в достаточной степени регистрировать во всем объеме испытываемого объекта 10.
Соответствующий изобретению способ обеспечивает существенное улучшение распознавания мелких дефектов материала и таких, которые находятся внутри испытываемого объекта 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАТЕРИАЛА ИСПЫТЫВАЕМОГО ОБЪЕКТА С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ВОЛН | 2008 |
|
RU2467322C2 |
| Способ определения типа отражателя по амплитуде рассеянных им ультразвуковых импульсов | 2020 |
|
RU2760508C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2017 |
|
RU2662464C1 |
| СПОСОБ ВНУТРИТРУБНОЙ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ СОСТОЯНИЯ ТРУБОПРОВОДА | 1999 |
|
RU2153163C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2024 |
|
RU2834598C1 |
| Способ определения координаты отражателя в сечении, перпендикулярном сварному соединению по TOFD-эхосигналам | 2020 |
|
RU2740168C1 |
| СПОСОБ ОБНАРУЖЕНИЯ И КЛАССИФИКАЦИИ ДЕФЕКТОВ В СТРОИТЕЛЬНЫХ КОМПОНЕНТАХ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2007 |
|
RU2438123C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ПОВРЕЖДЕННОСТИ МЕТАЛЛОВ КОНТЕЙНЕРОВ | 2015 |
|
RU2614186C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2011 |
|
RU2472143C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
Использование: для неразрушающего контроля материала испытываемого объекта с помощью ультразвуковых волн. Сущность: заключается в том, что осуществляют подразделение, с помощью компьютера, испытываемого объекта (10) на предварительно определенное число объемных элементов; нагружают испытываемый объект (10) ультразвуком на множестве элементов поверхности во время сканирования поверхности или, по меньшей мере, участка поверхности испытываемого объекта (10); регистрируют отраженные на объемных элементах акустические волны во время сканирования множества элементов поверхности на поверхности или, по меньшей мере, участке поверхности испытываемого объекта (10) и суммируют в фазе отраженные на тех же самых объемных элементах и зарегистрированные на различных элементах поверхности испытываемого объекта (10) акустические волны внутри предварительно определенного интервала углов (Δγ) вокруг акустической оси, причем е) применяется зависимое от угла распределение амплитуд (Н0) в акустическом поле щупа (16), при этом зависимое от угла распределение амплитуд (Н0) в акустическом поле щупа (16) применяется для определения амплитуд отраженных акустических волн, и определенное число (m) амплитуд внутри предварительно определенного интервала углов (Δγ) вокруг акустической оси суммируется, чтобы вычислить величину опорного отражателя, который формировал бы такую же сумму амплитуд (HSum). Технический результат: обеспечение возможности нахождения и/или идентификации дефектов материала в относительно больших испытываемых объектах с достаточной точностью. 2 н. и 17 з.п. ф-лы, 5 ил.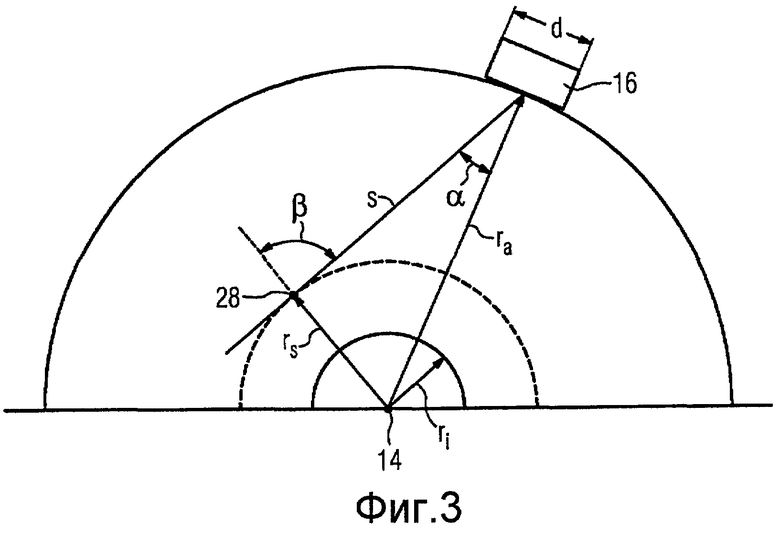
1. Способ неразрушающего контроля материала, по меньшей мере, на участках сплошного испытываемого объекта (10) путем нагружения испытываемого объекта (10) ультразвуковыми волнами (22, 24) и регистрации отраженных внутри испытываемого объекта (10) ультразвуковых волн, причем способ содержит следующие этапы:
a) подразделение с помощью компьютера испытываемого объекта (10) на предварительно определенное число объемных элементов,
b) нагружение испытываемого объекта (10) ультразвуком на множестве элементов поверхности во время сканирования поверхности или, по меньшей мере, участка поверхности испытываемого объекта (10),
c) регистрация отраженных на объемных элементах акустических волн во время сканирования множества элементов поверхности на поверхности или, по меньшей мере, участке поверхности испытываемого объекта (10), и
d) суммирование в фазе отраженных на тех же самых объемных элементах и зарегистрированных на различных элементах поверхности испытываемого объекта (10) акустических волн внутри предварительно определенного интервала углов (Δγ) вокруг акустической оси, причем
е) применяется зависимое от угла распределение амплитуд (Н0) в акустическом поле щупа (16),
отличающийся тем, что зависимое от угла распределение амплитуд (Н0) в акустическом поле щупа (16) применяется для определения амплитуд отраженных акустических волн, и определенное число (m) амплитуд внутри предварительно определенного интервала углов (Δγ) вокруг акустической оси суммируется, чтобы вычислить величину опорного отражателя, который формировал бы такую же сумму амплитуд (HSum).
2. Способ по п.1, отличающийся тем, что из зависимого от угла распределения амплитуд (Н0) определяется коэффициент (k) коррекции, который соответствует средней чувствительности вдоль пути через акустическое поле щупа (16).
3. Способ по п.1, отличающийся тем, что на этапе (d) амплитуды акустических волн внутри предварительно определенного интервала углов (Δγ) вокруг акустической оси суммируются в фазе.
4. Способ по п.1, отличающийся тем, что нагружение испытываемого объекта (10) ультразвуком осуществляется под различными углами (α) зондирования относительно элементов поверхности на поверхности испытываемого объекта (10).
5. Способ по п.4, отличающийся тем, что угол (α) зондирования лежит внутри конуса, ось симметрии которого образует нормаль к соответствующему элементу поверхности.
6. Способ по п.1, отличающийся тем, что поверхность или, по меньшей мере, участок поверхности испытываемого объекта (10) сканируется вдоль предварительно определенной линии.
7. Способ по п.1, отличающийся тем, что поверхность или, по меньшей мере, участок поверхности испытываемого объекта (10) сканируется по предварительно определенной схеме.
8. Способ по п.1, отличающийся тем, что поверхность или, по меньшей мере, участок поверхности испытываемого объекта (10) сканируется полностью.
9. Способ по п.4, отличающийся тем, что углы (α) зондирования находятся в пределах от 0 до 50°, предпочтительно от 0 до 30°.
10. Способ по п.1, отличающийся тем, что способ предусмотрен для испытываемого объекта с вращательной симметрией, по меньшей мере, на участках.
11. Способ по п.1, отличающийся тем, что способ предусмотрен для испытываемого объекта (10), являющегося цилиндрическим, по меньшей мере, на участках.
12. Способ по п.11, отличающийся тем, что направление зондирования имеет радиальную, тангенциальную и/или осевую компоненты относительно поверхности цилиндрического испытываемого объекта (10).
13. Способ по п.1, отличающийся тем, что способ предусмотрен для дефектоскопии испытываемого объекта (10) из металла.
14. Способ по п.1, отличающийся тем, что способ предусмотрен для дефектоскопии кованой детали (10).
15. Способ по п.1, отличающийся тем, что способ предусмотрен для дефектоскопии турбинного колеса.
16. Устройство для неразрушающего контроля материала испытываемого объекта (10), являющегося сплошным, по меньшей мере, на участках, отличающееся тем, что устройство предусмотрено для способа по любому из пп.1-15.
17. Устройство по п.16, отличающееся тем, что устройство содержит, по меньшей мере, один щуп (16) для излучения ультразвуковых волн (22, 24) и для регистрации отраженных внутри испытываемого объекта (10) ультразвуковых волн.
18. Устройство по п.17, отличающееся тем, что щуп (16) выполнен поворотным, так что направление зондирования относительно нормали к поверхности испытываемого объекта (10) является варьируемым.
19. Устройство по п.18, отличающееся тем, что щуп (16) выполнен поворотным относительно нормали к поверхности испытываемого объекта (10) в пределах от 0 до 60°, предпочтительно от 0 до 30°.
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037819C1 |
| НЕЛИНЕЙНЫЙ УЛЬТРАЗВУКОВОЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В ТВЕРДОМ ТЕЛЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2280863C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1999 |
|
RU2160893C1 |
| US 2004123665 A1, 01.07.2004 | |||
| US 4524622 A, 25.06.1985 | |||
| Способ получения производных пиридо[2,1-в] хиназолинона | 1979 |
|
SU1001857A3 |

