Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с раздельным контролируемым формированием повышенных служебных характеристик, в том числе противокоррозионной стойкости.
Известен способ закрепления труб в трубных решетках, включающий выполнение подготовительных операций на трубах, установку трубы в трубное отверстие, фиксирование ее от возможных перемещений, обварку торца трубы на лицевой поверхности трубной решетки с последующей развальцовкой конца трубы путем приложения сжимающего к ее внутренней поверхности усилия, например механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с.).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы, образующих пары соединяемых элементов, являются свариваемыми. Служебные характеристики неразъёмных соединений ограничиваются только прочностью и их плотностью, и не регламентированы противокоррозионные свойства. Эксплуатация трубных пучков с подобными неразъёмными соединениями не отличается большим сроком межремонтного пробега. Ремонт трубного пучка предполагает замену труб при повторном использовании трубных решеток.
Известен также способ закрепления труб в трубных решетках, включающий выполнение на концах труб профилированных законцовок с бандажами, имеющими трапециевидное поперечное сечение, установку профилированной законцовки трубы в трубное отверстие решетки, выполненное с двумя канавками прямоугольного поперечного сечения, с расположением бандажей напротив указанных кольцевых канавок, фиксирование трубы от возможных перемещений и последующее закрепление законцовки в трубном отверстии путем приложения деформирующего усилия к внутренней поверхности законцовки, с последовательным формированием неразъемного соединения трубы с трубной решеткой (RU 2164835 С2, В 21 Д 39/06, 10.04.2001, 9 л).
Недостатками известного способа является спонтанное формирование противокоррозионной стойкости внутренних слоев закрепленных профилированных законцовок: трудности, связанные с защитой неразъемных соединений от коррозии, определяются достаточно большим числом факторов, включая геометрические размеры законцовок, склонность материала трубы к коррозии, режимы проводимых операций и т.д. В связи с этим повышенные служебные характеристики прочности и плотности неразъемных соединений не сопровождаются повышенными противокоррозионными свойствами внутренних слоев закрепленной законцовки в трубном отверстии. В результате ремонт трубных пучков связан с заменой труб, что весьма неэкономично, поскольку, стоимость одной тонны труб, например из нержавеющей стали, достигает более 360 тыс. рублей.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, при котором формируются раздельно повышенные характеристики не только прочности и плотности неразъемных соединений, но и их противокоррозионные свойства. А при ремонте трубных пучков не подвергают замене теплообменные трубы.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем выполнение на концах труб профилированных законцовок с бандажами, имеющими трапециевидное поперечное сечение, установку профилированной законцовки трубы в трубное отверстие решетки, выполненное с двумя канавками прямоугольного поперечного сечения, с расположением бандажей напротив указанных кольцевых канавок, фиксирование трубы от возможных перемещений и последующее закрепление законцовки в трубном отверстии путем приложения деформирующего усилия к внутренней поверхности законцовки, с последовательным формированием неразъемного соединения трубы с трубной решеткой, согласно изобретению в закрепленной законцовке формируют цилиндрическую выемку, полость закрепленной законцовки обезжиривают и в упомянутую цилиндрическую выемку устанавливают втулку из противокоррозионного материала, выполненную с внутренним утолщением, диаметр которого меньше исходного внутреннего диаметра трубы, и внешним коническим участком, с расположением торца втулки в плоскости торца законцовки трубы, далее осуществляют предварительное закрепление втулки в полости законцовки путем прихватки аргоно-дуговой сваркой торцов втулки на торце законцовки, а затем производят окончательное закрепление втулки путем ее раздачи с приданием внешнему коническому участку втулки геометрии полости закрепленной законцовки до получения утолщения втулки с исходным внутренним диаметром трубы.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет раздельно формировать три повышенных служебных характеристики, которые легко контролируются при производстве неразъемных соединений.
Это объясняется тем, что:
- для образования неразъёмных соединений используют трубные отверстия, имеющие одинаковый диаметр, который достигают посредством операции дорнования. Причем эта операция приводит и к упрочнению поверхностных слоев перемычки трубного отверстия, а значит, обеспечивает жесткость кромок кольцевых канавок;
- профилированные законцовки имеют одинаковые геометрические размеры, что унифицирует теплообменные трубы;
- закреплением профилированных законцовок в трубных отверстиях достигают одинаковость их внутренних конечных диаметров.
В связи с вышеизложенным является рациональным с экономической стороны и эффективным в период эксплуатации установка в полостях закрепленных законцовок втулок, в том числе из противокоррозионного материала, что обеспечивает повышенные противокоррозионные свойства неразъемных механических соединений и не вызывает турбулентного течения рабочей жидкости при работе теплообменного аппарата.
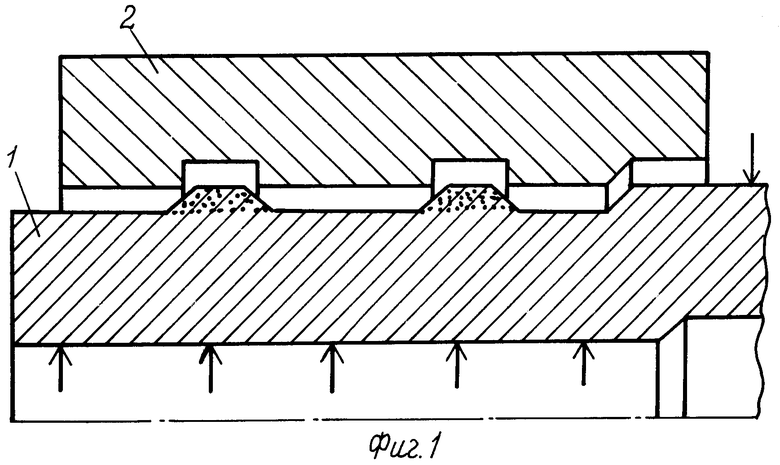
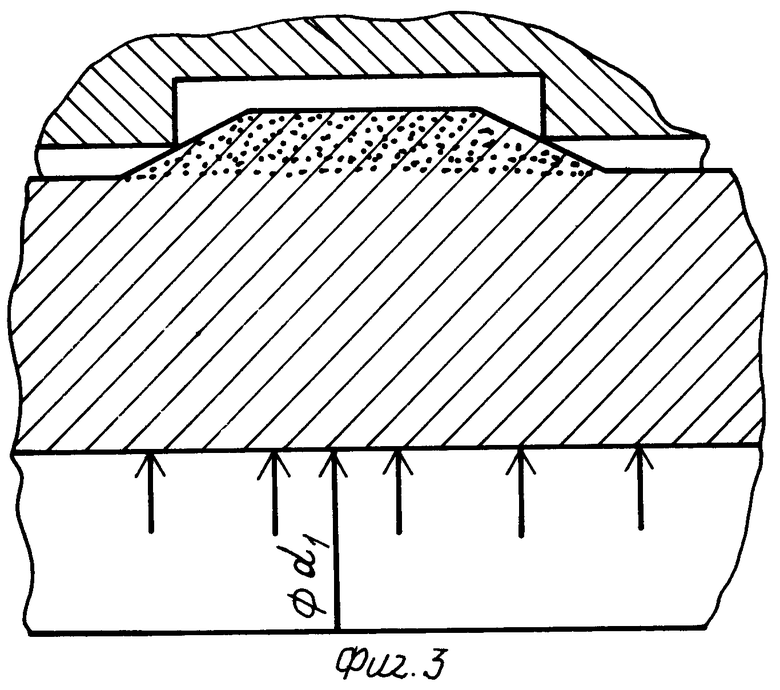
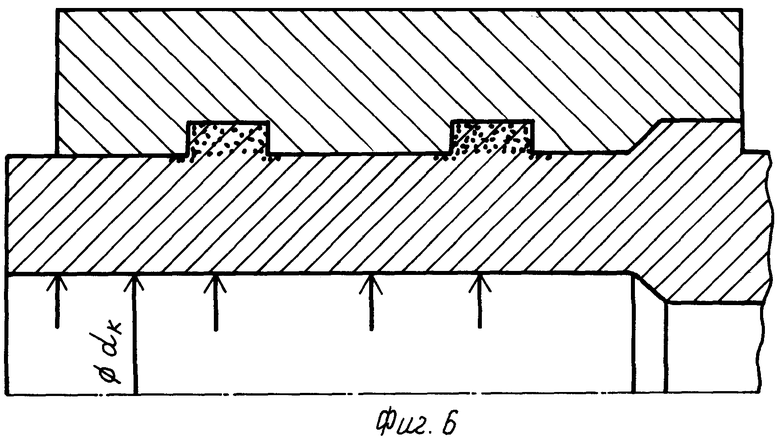
Сущность изобретения поясняется чертежами, где на фиг.1 показано исходное положение профилированной законцовки в трубном отверстии перед ее закреплением; на фиг.2 - фрагменты соединяемых элементов, выполненные в реальном масштабе перед закреплением профилированной законцовки в трубном отверстии (пример, бандаж - кольцевая канавка); на фиг.3 - окончание стадии свободной раздачи законцовки с частичным введением бандажа в объем кольцевой канавки и достижение контакта боковыми поверхностями бандажа кромок упомянутой канавки; на фиг.4 - стадия окончания формирования околокромочных плотностей образованием заплечиков (стадия окончания раскатки полотном законцовки бандажа с образованием заплечиков); на фиг.5 - фиксирование достигнутых контактных давлений между соединяемыми элементами по заплечикам путем поперечных сдвигов полотна относительно последних; на фиг.6 - формирование цилиндрической выемки в закрепленной законцовке; на фиг.7 - установка втулки с внутренним утолщением в цилиндрическую выемку законцовки; последующая прихватка втулки на торце трубы; на фиг.8 - неразъемное соединение после окончательного закрепления втулки.
Вариант осуществления изобретения состоит в следующем.
Согласно технологии, изложенной в патенте РФ на изобретение №2164835, на концах труб 1 выполняют профилированные законцовки (фиг.1) с внешними бандажами под отверстие трубной решетки 2, содержащее кольцевые канавки прямоугольного поперечного сечения. Далее профилированную законцовку устанавливают в трубное отверстие, располагая упомянутые бандажи напротив кольцевых канавок (фиг.2). Контроль правильности расположения бандажей осуществляют замером выступания торца трубы над лицевой поверхностью трубной решетки. Затем, прикладывая радиальное усилие к внутренней поверхности законцовки, например роликами механической вальцовки, выполняют раздачу законцовки, а следовательно, свободное введение бандажей в объемы кольцевых канавок (фиг.3). Подчеркнем, что этой операцией формируют предварительные прочностные характеристики, удерживающие трубу в трубном отверстии. Качество удержания определяется посредством замера внутреннего диаметра d1 законцовки, свидетельствующее о том, что имеет место контакт боковых поверхностей бандажей с кромками кольцевых канавок.
Последующий этап нагружения внутренней поверхности законцовки связан с формированием характеристик плотности. В этом случае действие роликов механической вальцовки на полотно законцовки вызывает раскатку последним бандажей, осуществляя пластическое течение обрабатываемого материала относительно кромок кольцевых канавок с формированием заплечиков. Контактные давления перепрофилируемых бандажей на околокромочных поверхностях кольцевых канавок (давление заплечиков на отмеченные поверхности) формируют эффективные характеристики плотности неразъемного механического соединения (фиг.4). При этом внутренний диаметр законцовки увеличивают до диаметра d2.
Упрочнение обрабатываемого материала при формировании заплечиков ограничивает их толщину в пределах 0,06÷0,09 мм. После чего производят фиксирование полученных служебных характеристик неразъемного механического соединения посредством поперечных сдвигов, создаваемых в полотне на стадии его раскатки (фиг.5). Полученные отверстия в закрепленных законцовках отличаются определенной одинаковостью dк (в зависимости от исходных геометрических размеров поперечного сечения труб, фиг.6).
Затем полость закрепленной законцовки обезжиривают.
Далее в полость законцовки (фиг. 7), в пределах ее максимального диаметра с минимальным зазором, устанавливают втулку 3, имеющую внутреннее утолщение и внешний конический участок. Толщина стенки втулки рассчитывается, исходя из срока межремонтного пробега до первого ремонта. Объем утолщения и угол конусности внешнего конического участка рассчитывают, исходя из начального объема пустоты между втулкой и закрепленной законцовкой. Таким образом, форма утолщения определяется объемом упомянутой пустоты. Тем самым, обеспечивают повышенные предсказуемые противокоррозионные характеристики. Причем внутренний диаметр утолщения втулки меньше исходного внутреннего диаметра трубы. Затем посредством аргоно-дуговой сварки выполняют прихватку торца втулки к торцу закрепленной законцовки. После чего производят окончательное закрепление втулки, например, роликами механической вальцовки, доводя диаметр утолщения втулки до исходного внутреннего диаметра трубы (фиг.8).
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 10) труб с профилированными внешними законцовками в трубных решетках толщиной 80 мм из стали 16 ГС. Трубные отверстия содержали кольцевые канавки прямоугольного поперечного сечения шириной 3 мм, глубиной 0,5 мм. Дорнованные трубные отверстия имели диаметр ⌀25,35+0,05 мм. Исходные геометрические размеры трубы ⌀25×19,8 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке гидравлического пресса двойного действия, развивающего усилие 0,6 МН. Внешний диаметр полотна профилированной законцовки составлял ⌀24,3 мм, внутренний - ⌀19,6 мм. Максимальный диаметр бандажей трапециевидного поперечного сечения составлял ⌀25,3-0,05 мм, при этом большее основание бандажа 4 мм, меньшее основание - 2 мм.
Закрепление профилированной законцовки в трубном отверстии посредством механической вальцовки на стенде фирмы Индреско (США) обеспечивало конечный внутренний диаметр, равный ⌀21,13 мм. Экранирующие втулки с внутренними утолщениями изготавливались из стали 10 с внешним диаметром, обеспечивающим минимальный зазор по отношению к диаметру отверстия закрепленной законцовки. Полость втулки содержала утолщение ⌀19,2 мм. На внутреннюю поверхность втулки предварительно наносилось покрытие, содержащее цинк с добавками 5% алюминия, которое обладает высокоэффективными противокоррозионными свойствами. Исходная толщина втулки составляла 0,7 мм (для устранения зазора на цилиндрической контактной поверхности соединяемых элементов). Прихватка втулки на торце трубы осуществлялась посредством электродуговой сварки в защитной среде аргона и окончательное закрепление втулки выполняли посредством механической вальцовки до исходного внутреннего диаметра трубы.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и их закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету.
Установлено, что образование неразъемных соединений с использованием профилированных законцовок, в сочетании со втулкой, внутренняя поверхность которой обладает повышенными противокоррозионными свойствами, обеспечивает гарантированные контролируемые служебные характеристики неразъемных механических соединений и ремонт трубного пучка переходит в разряд замены втулок при сохранности характеристик прочности и плотности. Срок межремонтного пробега определяется противокоррозионными свойствами втулок и толщиной их стенок, а полный срок межремонтного пробега определяется противокоррозионными свойствами внутренних слоев исходной теплообменной трубы вне зоны закрепления. Таким образом, предложено эффективное техническое решение, когда живучесть трубного пучка определяется всецело сопротивлением коррозии трубных решеток и труб в зонах вне их закрепления. Многократная замена втулок представляет собой упрощенный и более дешевый вариант ремонта трубного пучка, а также обеспечивает максимальный ресурс работы соединяемых элементов.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2427439C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2437736C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2461437C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2469810C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2219010C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |




Изобретение относится к обработке давлением, в частности к закреплению труб в трубных решетках теплообменных аппаратов. На концах труб образуют профилированные законцовки с бандажами, имеющими трапециевидное сечение. Полученную законцовку устанавливают в трубное отверстие решетки, выполненное с двумя канавками прямоугольного поперечного сечения. Бандажи располагают напротив кольцевых канавок. Трубу фиксируют от перемещений и закрепляют законцовку в трубном отверстии. В закрепленной законцовке формируют цилиндрическую выемку. Полость закрепленной законцовки обезжиривают и в выемку устанавливают втулку из противокоррозионного материала. Втулка имеет внутреннее утолщение, диаметр которого меньше исходного внутреннего диаметра трубы, и внешний конический участок. Торец втулки располагают в плоскости торца законцовки. Далее предварительно закрепляют втулку в полости законцовки путем прихватки аргоно-дуговой сваркой. Затем окончательно закрепляют втулку путем ее раздачи с приданием внешнему коническому участку геометрии полости закрепленной законцовки. В результате обеспечивается повышение прочности, плотности и коррозионной стойкости соединения трубы с трубной решеткой. 8 ил.
Способ закрепления труб в трубных решетках, включающий выполнение на концах труб профилированных законцовок с бандажами, имеющими трапециевидное поперечное сечение, установку профилированной законцовки трубы в трубное отверстие трубной решетки, выполненное с двумя канавками прямоугольного поперечного сечения, с расположением бандажей напротив указанных кольцевых канавок, фиксирование трубы от возможных перемещений и последующее закрепление законцовки в трубном отверстии путем приложения деформирующего усилия к внутренней поверхности законцовки с последовательным формированием неразъемного соединения трубы с трубной решеткой, отличающийся тем, что в закрепленной законцовке формируют цилиндрическую выемку, полость закрепленной законцовки обезжиривают и в упомянутую цилиндрическую выемку устанавливают втулку из противокоррозионного материала, выполненную с внутренним утолщением, диаметр которого меньше исходного внутреннего диаметра трубы, и внешним коническим участком, с расположением торца втулки в плоскости торца законцовки трубы, далее осуществляют предварительное закрепление втулки в полости законцовки трубы путем прихватки аргонодуговой сваркой торца втулки на торце законцовки, а затем производят окончательное закрепление втулки путем ее раздачи с приданием внешнему коническому участку втулки геометрии полости закрепленной законцовки до получения утолщения втулки с исходным внутренним диаметром трубы.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173231C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1996 |
|
RU2095180C1 |
| US 4413395 A, 08.11.1983. | |||

