Изобретение относится к области обработки металлов давлением и, в частности, к процессам закрепления труб в трубных решетках теплообменных аппаратов с раздельным контролируемым формированием повышенных служебных характеристик, в том числе противокоррозионной стойкости.
Известен способ комбинированного закрепления труб в трубных решетках, включающий выполнение подготовительных операций на трубах, установку трубы в трубное отверстие, фиксирование ее от возможных перемещений, обварку торца трубы на лицевой поверхности трубной решетки с последующей развальцовкой конца трубы путем приложения сжимающего к ее внутренней поверхности усилия, например, роликами механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов. - Ленинград: Судостроение, 1972, 143 с.).
Известный способ позволяет предварительно зафиксировать трубу на стенках трубного отверстия посредством аргоно-дуговой сварки, что обеспечивает совместную разгрузку соединяемых элементов после снятия деформирующего усилия.
При этом к главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы, образующие пары соединяемых элементов, являются свариваемыми. Служебные характеристики неразъемных соединений ограничиваются только прочностью и их плотностью. Противокоррозионные свойства не регламентируются. Подчеркнем также. Что подобные соединения, имеющие конфузор на одной стороне трубы и диффузор на другой ее стороне, приводят к турбулентному течению внутритрубной среды, что вызывает вибрацию при работе теплообменного аппарата. Эксплуатация трубных пучков с подобными неразъемными соединениями не отличается большим сроком межремонтного пробега по причине низкой коррозионной стойкости. Ремонт трубных пучков не возможен.
Известен также способ закрепления теплообменных труб в трубных решетках, включающий выполнение на трубах профилированных законцовок, содержащих кольцевой выступ трапециевидного поперечного сечения, и расположенные по обе стороны от него внешний и внутренний калиброванные участки, установку законцовки в трубное отверстие трубной решетки, выполненное с внешней и внутренней кольцевыми канавками, последняя из которых имеет поперечное сечение в виде треугольника, и внутренним цилиндрическим пояском, с расположением кольцевого выступа законцовки напротив внешней кольцевой канавки, фиксацию трубы от возможных перемещений и последующее закрепление законцовки трубы в трубном отверстии трубной решетки (RU 2182055 С2, 10.05.2002, В21D, 39/06, 53/08, бюл. №13 - прототип).
К главным недостаткам известного способа следует отнести:
подобные неразъемные соединения не позволяют установить однопараметрическую зависимость характеристик плотности образуемого неразъемного соединения от хода ролика механической вальцовки. Знание такой зависимости позволяет рабочему, выполняющему операции закрепления труб в трубных решетках, эффективно контролировать формируемую служебную характеристику. Прочность удержания трубы в трубном отверстии при этом обеспечивается автоматически;
наличие турбулентного течения внутритрубной среды, что обусловливает явление кавитации в упомянутой среде и вибрацию теплообменного аппарата. Последнее может приводить к знакопеременной нагрузке силового элемента при некачественной барьерной защите. Экономические потери от наличия конфузора и диффузора при закреплении законцовки определяют потери входного давления на преодоление турбулизации внутритрубной среды, а значит, требуют применения повышенных ее давлений при прохождении по трубам. Отсюда экономические потери;
- формирование кольцевых плотностей на всей донной поверхности главной кольцевой канавки, что в определенных случаях может вызывать деформацию перемычки в радиальном направлении, а значит, искажение соседних отверстий;
- образование кольцевых плотностей на кромках главной кольцевой канавки без формирования полномасштабных металлических манжет, которые существенно повышают возможность использования повышенных давлений внутритрубной жидкой среды;
- образование неразъемных соединений подобного типа для отдельных марок сталей требует повышенных давлений ролика на внутреннюю поверхность трубы.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, при котором формировался бы силовой элемент с гарантированной барьерной защитой, устраняющей какое-либо воздействие на силовой элемент при эксплуатации трубного пучка, а также решались бы проблемы устранения турбулентного течения внутритрубной среды и противокоррозионной защиты неразъемного соединения.
Технический результат достигается тем, что в способе закрепления теплообменных труб в трубных решетках, включающем выполнение на трубах профилированных законцовок, содержащих кольцевой выступ трапециевидного поперечного сечения и расположенные по обе стороны от него внешний и внутренний калиброванные участки, установку законцовки в трубное отверстие трубной решетки, выполненное с внешней и внутренней кольцевыми канавками, последняя из которых имеет поперечное сечение в виде треугольника, и внутренним цилиндрическим пояском, с расположением кольцевого выступа законцовки напротив внешней кольцевой канавки, фиксацию трубы от возможных перемещений и последующее закрепление законцовки трубы в трубном отверстии трубной решетки, согласно изобретению внутреннюю кольцевую канавку отверстия трубной решетки выполняют с поперечным сечением в виде треугольника, имеющего катет, образующий внутреннюю кромку внутренней кольцевой канавки, а закрепление законцовки трубы в трубном отверстии трубной решетки осуществляют путем предварительного закрепления законцовки трубы во внешней кольцевой канавке трубного отверстия воздействием деформирующим усилием от роликов механической вальцовки на внутреннюю поверхность законцовки в пределах от ее торца до внутренней кромки внутреннего цилиндрического пояска трубного отверстия с формированием кольцевой жесткости в виде переходного участка от полученного в результате раздачи внутреннего диаметра законцовки к исходному диаметру трубы, последующего предварительного закрепления законцовки во внутренней кольцевой канавке трубы свободной раздачей упомянутой кольцевой жесткости с растяжением внутреннего калиброванного участка законцовки и последующим раскатыванием кольцевой жесткости на внешней кромке внутренней кольцевой канавки, после чего производят окончательное закрепление законцовки трубы во внешней и внутренней кольцевых канавках трубного отверстия с формированием силового элемента во внешней кольцевой канавке и барьерной защиты - во внутренней кольцевой канавке, при этом окончательное закрепление законцовки во внутренней кольцевой канавке производят дорнованием посредством дорна с рабочим зубом, выполненным с диаметром, обеспечивающим зазор между рабочим зубом дорна и окончательно закрепленной законцовкой.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет раздельно формировать три повышенных служебных характеристики, которые легко контролируются при производстве неразъемных соединений.
Это объясняется тем, что:
- вводится технология раздельного заполнения кольцевых канавок, что позволяет формировать кольцевую жесткость в полотне законцовки на стадии предварительного закрепления во внешней кольцевой канавке;
предварительное заполнение внутренней кольцевой канавки реализуется свободной раздачей и последующим раскатыванием упомянутой кольцевой жесткости во внутренней кольцевой канавке. В результате такого раскатывания наблюдается растяжение внутреннего калиброванного участка полотна;
- окончательное закрепление трубы во внешней кольцевой канавке позволяет, используя операцию дорнования, формировать качественную барьерную защиту во внутренней кольцевой канавке. Операция дорнования полости законцовки положительно сказывается на формировании переходного участка от закрепленной законцовки к исходной трубе;
- закрепленная законцовка имеет одинаковый конечный диаметр в формате трубной решетки, что разрешает проблему противотурбулентной защиты.
В связи с вышеизложенным является рациональным с экономической стороны и эффективным в период эксплуатации, установка в полостях закрепленных законцовок втулок, в том числе из противокоррозионного материала, что обеспечивает повышенные противокоррозионные свойства неразъемных механических соединений и не вызывает турбулентного течения рабочей жидкости при работе теплообменного аппарата.
Противокоррозионная защита неразъемного соединения может быть достаточно просто реализована применением протекторных колец, установленных на законцовках со стороны лицевой поверхности трубной решетки.
Сущность изобретения поясняется чертежами,
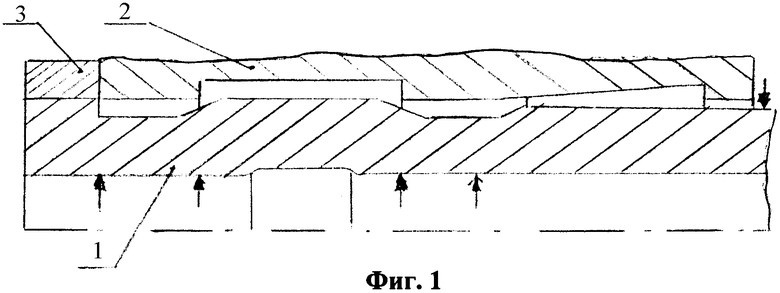
где на фиг.1 - показано исходное положение профилированной законцовки в трубном отверстии перед ее закреплением;
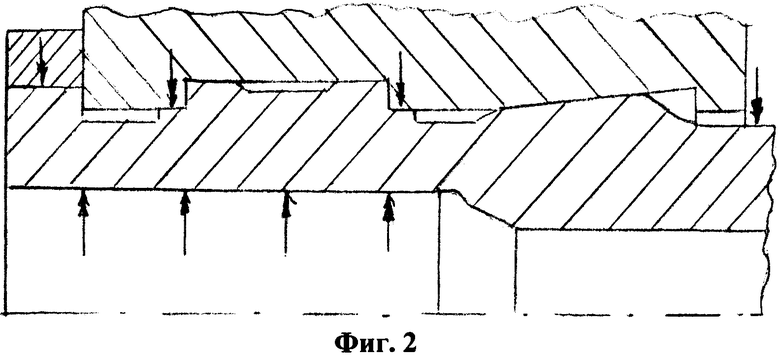
на фиг.2 - окончание стадии предварительного закрепления законцовки во внешней кольцевой канавке;
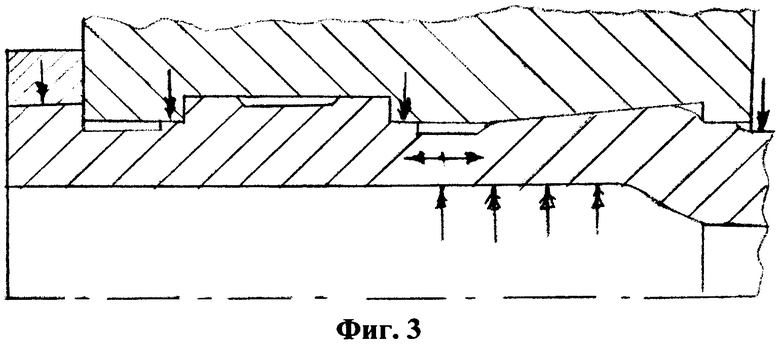
на фиг.3 - окончание стадии предварительного закрепления во внутренней кольцевой канавке;
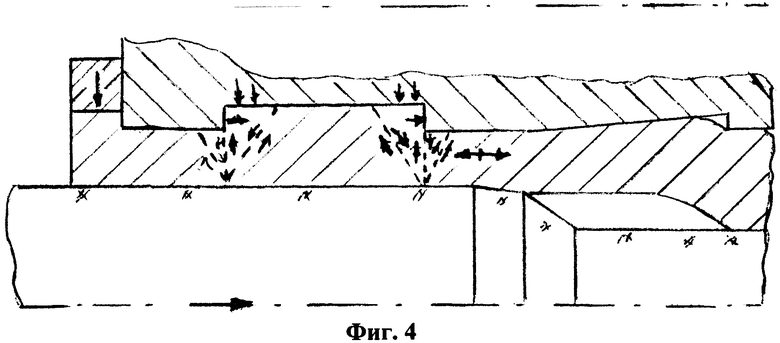
на фиг.4 - окончательное закрепление законцовки во внешней кольцевой канавке с образованием силового элемента;
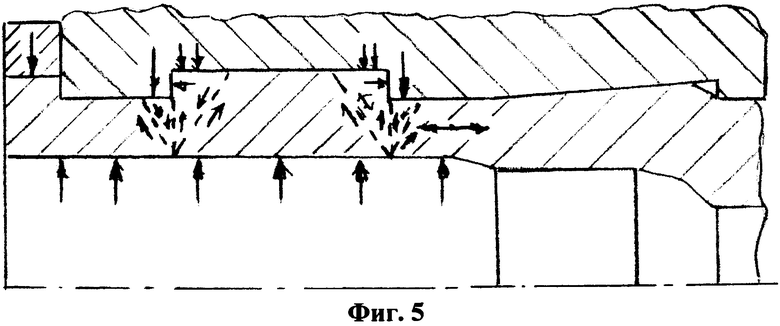
на фиг.5 - установка дорна в полость закрепленной законцовки;
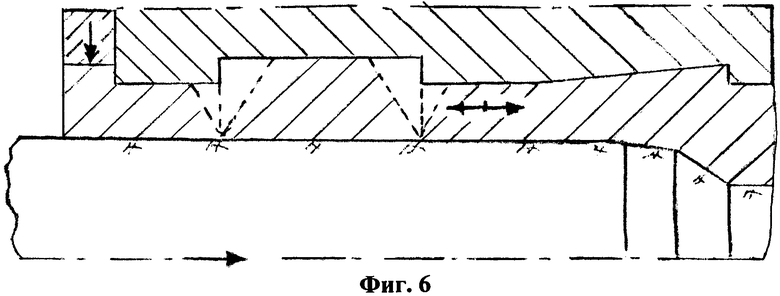
на фиг.6 - окончание операции дорнования внутренних слоев законцовки;
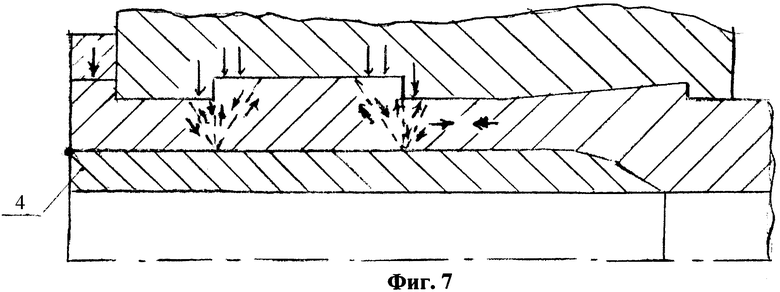
на фиг.7 - неразъемное соединение, сочетаемое с противокоррозионной и противотурбулентной защитой.
Вариант осуществления изобретения состоит в следующем.
На концах труб 1 выполняют профилированные универсальные законцовки (фиг.1), содержащие посадочное место, шириной 5 мм, внешний и внутренний калиброванные участки полотна, разнопрочное и разнотолщинное утолщение с упрочненными боковыми объемами и центральным менее упрочненным объемом, внутреннюю кольцевую каверну и переходный участок от законцовки к исходной трубе.
Далее профилированную законцовку устанавливают в трубное отверстие 2, содержащее кольцевую канавку прямоугольного поперечного сечения, два цилиндрических участка и внутреннюю кольцевую канавку треугольного поперечного сечения. Контроль правильности размещения утолщения законцовки в трубном отверстии осуществляют замером выступания торца трубы над лицевой поверхностью трубной решетки. Затем на посадочном месте законцовки устанавливают кольцо - протектор 3, например, из алюминия или его сплавов. После чего, прикладывая радиальное усилие к внутренней поверхности законцовки в пределах от торца трубы до внутренней кромки внутреннего цилиндрического пояска трубного отверстия роликами механической вальцовки, последовательно выполняют: свободную раздачу законцовки до касания боковыми поверхностями утолщения кромок внешней кольцевой канавки, а также последующее раскатывание утолщения на околокромочных площадях с одновременным заполнением угловых объемов кольцевой канавки материалом трубы. Отметим, что наличие кольцевой каверны в конструкции законцовки, обусловливает образование кольцевой выемки на внешней поверхности утолщения к моменту, когда боковые поверхности утолщения касаются кромок кольцевой канавки. Другими словами, профилирование деформирующего законцовку усилия посредством кольцевой каверны позволяет создать разность в перемещениях угловых объемов утолщения и его центрального объема. Как следствие, к упомянутому моменту касания каверна исчезает, преобразуясь в кольцевую выемку. Таким образом, предварительное закрепление законцовки во внешней кольцевой канавке (фиг.2) предопределяет контуры будущего силового элемента с характеристиками плотности, получаемыми путем раскатки утолщения на околокромочных площадях, и беззазорное заполнение кольцевой канавки, определяющее прочностные характеристики. Такое избирательное деформирование законцовки в трубном отверстии позволяет образовать кольцевую жесткость в виде переходного участка от розданного внутреннего диаметра законцовки к исходному диаметру трубы.
Формирование барьерной защиты производят свободной раздачей и последующей раскаткой кольцевой жесткости во внутренней кольцевой канавке. Процесс раскатывания кольцевой жесткости обусловливает растяжение внутреннего калиброванного участка полотна (фиг.3).
Окончательное закрепление законцовки во внешней кольцевой канавке (фиг.4), а значит, и окончательное образование силового элемента достигают на ранее упомянутой длине законцовки, что создает разность внутренних диаметров закрепленной части законцовки во внешней кольцевой канавке и предварительно закрепленной трубы во внутренней кольцевой канавке (образование ступеньки).
Окончательное закрепление трубы во внутренней кольцевой канавке производят операцией дорнования (фиг.5). Причем диаметр рабочего зуба дорна выбирается с минимальным зазором по отношению к внутреннему диаметру окончательно закрепленной законцовки. Движущийся в направлении оси дорн приводит к устранению вышеотмеченной ступеньки, качественному заполнению внутренней кольцевой канавки и формирование переходного участка от закрепленной трубы к ее исходному диаметру (устраняется подрезание трубы от роликов механической вальцовки).
Операцией дорнования выполняют качественное отверстие закрепленной законцовки (фиг.6) и создают возможность установления экранирующей втулки, ликвидируя турбулентность течения внутритрубной среды.
Раздача законцовки применительно к ее посадочному месту обусловливает радиальные давления кольца протектора на посадочное место. Таким образом, реализуется одно из главных условий - наличие контактного давления, в нашем случае, между кольцом-протектором и законцовкой. Каждое неразъемное соединение индивидуально защищается от коррозии.
Затем полость закрепленной законцовки обезжиривают. Далее в полость законцовки (фиг.7), в пределах ее максимального диаметра с минимальным зазором, устанавливают экранирующую втулку 4, имеющую внутреннее утолщение и внешний конический участок. Толщина стенки втулки рассчитывается, исходя из условия придания закрепленной втулки внутреннего диаметра, равного внутреннему диаметру исходной трубы. Объем утолщения и угол конусности внешнего конического участка рассчитывают, исходя из начального объема пустоты между втулкой и закрепленной законцовкой. Таким образом, форма утолщения определяется объемом упомянутой пустоты. Тем самым, обеспечивают повышенные предсказуемые противокоррозионные характеристики. Причем внутренний диаметр утолщения втулки меньше исходного внутреннего диаметра трубы. Затем посредством аргоно-дуговой сварки выполняют прихватку торца втулки к торцу закрепленной законцовки. После чего производят окончательное закрепление втулки, например, роликами механической вальцовки, доводя внутренний диаметр утолщения втулки до исходного внутреннего диаметра трубы.
Опытно-промышленная проверка разработанного способа прошла в два этапа: с применением компьютерной программы Deform 2D, где определялись силовые характеристики и соответствие стадий закрепления профилированной законцовки алгоритму, описанному выше. На втором этапе проводилась экспериментальная проверка в производственных условиях на трубе, прошла при закреплении стальных (сталь 10) труб с профилированными внешними законцовками в трубных решетках толщиной 80 мм из стали 16 ГС. Трубные отверстия содержали: внешнюю кольцевую канавку прямоугольного поперечного сечения шириной - 11,4 мм, глубиной 0,41 мм и внутреннюю кольцевую канавку треугольного поперечного сечения с длиной основания 11,4 мм и глубиной 0,35 мм. Дернованные трубные отверстия имели диаметр ⌀25,35+0,05 мм. Исходные геометрические размеры трубы ⌀25×19,8 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке гидравлического пресса двойного действия, развивающего усилие 0,6 МН. Внешний диаметр участков калиброванного полотна профилированной законцовки составлял ⌀ 24,3 мм, внутренний - ⌀ 19,8 мм. Максимальный внешний диаметр утолщения трапециевидного поперечного сечения составлял ⌀25,3-0,05 мм. Большее основание утолщения 12,4 мм, меньшее основание - 10,4 мм.
Закрепление профилированной законцовки в трубном отверстии осуществлялось посредством механической вальцовки на стенде фирмы Индреско (США) и обеспечивался конечный внутренний диаметр закрепленной законцовки, равный ⌀21,13 мм.
Программный продукт Deform 2D позволил определить осевые деформации растяжения по толщине внутреннего участка калиброванного полотна профилированной законцовки:
- при предварительном закреплении во внешней кольцевой канавке осевые деформации изменялись в пределах 0,0751 до 0,274;
- при предварительном закреплении во внутренней кольцевой канавке - от 0,0735 до 0,274;
- при окончательном закреплении во внешней кольцевой канавке - от 0,0799 до 0,317;
- при операции дорнования осевые деформации остались неизменными, такими же, как при окончательном закреплении во внешней кольцевой канавке.
Закрепленные в трубном отверстии законцовки подвергались механическим испытаниям на выдергивание, усилие выдергивания составило 5,72 тс.
Экранирующие втулки с внутренними утолщениями изготавливались из стали 10 с внешним диаметром, обеспечивающим минимальный зазор по отношению к диаметру отверстия закрепленной законцовки, а именно ⌀21,1 мм. Полость втулки содержала утолщение ⌀19,2 мм. На внутреннюю поверхность втулки предварительно наносилось покрытие, содержащее цинк с добавками 5% алюминия, которое обладает высокоэффективными противокоррозионными свойствами. Исходная толщина втулки составляла 0,7 мм (для устранения зазора на цилиндрической контактной поверхности соединяемых элементов). Прихватка втулки на торце трубы осуществлялась посредством аргоно-дуговой сварки и окончательное закрепление втулки выполняли посредством механической вальцовки до исходного внутреннего диаметра трубы.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и их закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету.
Установлено, что образование неразъемных соединений с использованием профилированных законцовок, в сочетании с экранирующей втулкой, внутренняя поверхность которой обладает повышенными противокоррозионными свойствами, а также кольцом-протектором обеспечивает гарантированные контролируемые служебные характеристики неразъемных механических соединений и ремонт трубного пучка переходит в разряд замены колец-протекторов при сохранности характеристик прочности и плотности. Срок межремонтного пробега определяется объемами протекторного материала, агрессивными свойствами внутритрубной среды, а полный срок пробега трубного пучка определяется противокоррозионными свойствами внутренних слоев исходной теплообменной трубы вне зоны закрепления.
Таким образом, предложено эффективное техническое решение, когда живучесть трубного пучка определяется всецело сопротивлением коррозии как трубных решеток, так и труб в зонах вне их закрепления. Неоднократная замена колец-протекторов представляет собой упрощенный и более дешевый вариант ремонта трубного пучка, а также обеспечивает максимальный ресурс работы соединяемых элементов и имеет существенную экономическую эффективность.
Возможно производство теплообменных аппаратов при наличии неразъемных соединений, полученных по вышеизложенной технологии, когда их ресурс реализуется без какого-либо ремонта (в случае, когда противокоррозионная защита является долгосрочной).
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2437736C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2427439C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2424863C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2461437C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов. На трубах выполняют профилированные законцовки, содержащие кольцевой выступ и расположенные по обе стороны от него внешний и внутренний калиброванные участки. Законцовку устанавливают в трубное отверстие с внешней и внутренней кольцевыми канавками и внутренним цилиндрическим пояском. Внутренняя кольцевая канавка отверстия имеет поперечное сечение в виде треугольника. Законцовку закрепляют в трубном отверстии путем предварительного закрепления законцовки во внешней кольцевой канавке, последующего предварительного закрепления законцовки во внутренней кольцевой канавке. Затем производят окончательное закрепление законцовки с формированием силового элемента во внешней кольцевой канавке и барьерной защиты - во внутренней. В результате обеспечиваются возможность регулирования процесса деформирования при закреплении трубы, устранение турбулентного течения находящейся в трубе среды и противокоррозионная защита соединения трубы с трубной решеткой. 7 ил., 1 пр.
Способ закрепления теплообменных труб в трубных решетках, включающий выполнение на трубах профилированных законцовок, содержащих кольцевой выступ трапециевидного поперечного сечения и расположенные по обе стороны от него внешний и внутренний калиброванные участки, установку законцовки в трубное отверстие трубной решетки, выполненное с внешней и внутренней кольцевыми канавками, последняя из которых имеет поперечное сечение в виде треугольника, и внутренним цилиндрическим пояском, с расположением кольцевого выступа законцовки напротив внешней кольцевой канавки, фиксацию трубы от возможных перемещений и последующее закрепление законцовки трубы в трубном отверстии трубной решетки, отличающийся тем, что внутреннюю кольцевую канавку отверстия трубной решетки выполняют с поперечным сечением в виде треугольника, имеющего катет, образующий внутреннюю кромку внутренней кольцевой канавки, а закрепление законцовки трубы в трубном отверстии трубной решетки осуществляют путем предварительного закрепления законцовки трубы во внешней кольцевой канавке трубного отверстия воздействием деформирующим усилием от роликов механической вальцовки на внутреннюю поверхность законцовки в пределах от ее торца до внутренней кромки внутреннего цилиндрического пояска трубного отверстия с формированием кольцевой жесткости в виде переходного участка от полученного в результате раздачи внутреннего диаметра законцовки к исходному диаметру трубы, последующего предварительного закрепления законцовки во внутренней кольцевой канавке трубы свободной раздачей упомянутой кольцевой жесткости с растяжением внутреннего калиброванного участка законцовки и последующим раскатыванием кольцевой жесткости на внешней кромке внутренней кольцевой канавки, после чего производят окончательное закрепление законцовки трубы во внешней и внутренней кольцевых канавках трубного отверстия с формированием силового элемента во внешней кольцевой канавке и барьерной защиты - во внутренней кольцевой канавке, при этом окончательное закрепление законцовки во внутренней кольцевой канавке производят дорнованием посредством дорна с рабочим зубом, выполненным с диаметром, обеспечивающим зазор между рабочим зубом дорна и окончательно закрепленной законцовкой.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| Способ закрепления теплообменной трубы в трубной решетке | 1986 |
|
SU1374030A1 |
| US 4827605 A, 09.05.1989 | |||
| Способ выделения олигонуклеотидов | 1967 |
|
SU243623A1 |

