Изобретение относится к области основного органического и нефтехимического синтеза, точнее - к способам производства изопрена.
Известен способ получения изопрена путем жидкофазного взаимодействия формальдегида и, возможно, веществ, являющихся источником формальдегида, с трет-бутанолом и, возможно, изобутеном в присутствии сильного кислотного катализатора и воды при повышенной температуре и мольном избытке подаваемого трет-бутанола. Процесс проводят в вертикальной реакционной зоне, соединенной снизу с кипятильником. Давление в реакторе поддерживают таким, при котором конденсация изопрена отсутствует. При этом большая часть воды, формальдегида и значительная часть трет-бутанола находятся в жидкой фазе, образуя водный слой, содержащий также сильный кислый катализатор. Подвод тепла в известном способе осуществляют через кипятильник путем испарения реакционной массы, поступающей снизу аппарата, и, возможно, циркуляции через кипятильник части образующегося в процессе кислого водного слоя, который при движении пара и жидкости в реакционной зоне снизу вверх отбирается сверху аппарата и подается вниз. Изопрен отбирают с верха аппарата в составе парового потока, из которого затем его выделяют, см. RU Патент 2203878, МПК6 C07C 11/18, 2003 г.
Недостатки этого способа связаны с наличием реакционной массы в трубках теплообменника. На горячих трубках происходят нежелательные процессы как с точки зрения селективности превращений сырья, так и коррозии, усугубляющейся в связи с оголением поверхностей труб в результате интенсивного выделения газообразных продуктов разложения и концентрирования кислотного катализатора.
Как следует из опыта эксплуатации подобных установок, на границе раздела фаз жидкой и газообразной протекает сильная коррозия металла оборудования и его осмоление, особенно на горячих поверхностях трубок теплообменника. При этом может произойти накопление солей коррозии, которые отрицательно влияют на селективность процесса. С этим связана необходимость вывода катализаторного раствора на очистку от солей металлов (продуктов коррозии) с помощью сульфокатионитов, что усложняет технологию.
Наиболее близким по технической сущности является способ получения изопрена путем жидкофазного взаимодействия формальдегида и, возможно, веществ, являющихся источником формальдегида, с трет-бутанолом, возможно, изобутиленом или веществами, являющимися источником изобутилена, и, возможно, полупродуктами - предшественниками изопрена в присутствии сильного кислотного катализатора и воды с использованием мольного избытка трет-бутанола или изобутилена к формальдегиду или веществам, являющимся источником формальдегида, при температуре и давлении, обеспечивающих переход изопрена в паровую фазу с последующим его выделением, а большая часть воды, формальдегида и трет-бутанола остается в жидкой фазе, осуществляемый с подводом тепла в реакционную зону реактора, оснащенную массообменной насадкой, и включающим циркуляцию и подогрев образующегося в процессе кислого водного слоя, в котором подвод тепла осуществляют только за счет циркуляции подогреваемого кислого водного слоя, при этом слой подогревают до температуры ниже температуры его кипения, а количество циркулирующего кислого водного слоя должно обеспечивать перепад температуры по высоте реакционной зоны не более 5°С, см. RU Патент 2341508, МПК7 C07C 11/18, C07C 1/20, C07C 2/86, 2008 г.
К недостаткам этого способа можно отнести следующее:
В реактор синтеза изопрена органический слой и водно-кислотный слой подают единым потоком, что приводит к зарастанию отверстий распределителя реактора вследствие контактирования реакционной массы с горячими стенками распределителя, при этом в нем происходит образование паровой фазы, ухудшающей распределение, нарастание солей на стенках устройства, а также дополнительное образование высококипящих побочных продуктов.
Трет-бутанол, находящийся в циркулирующем кислом водном слое, при нагревании в подогревателе разлагается с образованием газообразного изобутилена. На это затрачивают дополнительное тепло, которое затем не восполняется. Вместе с тем, недостаток трет-бутанола в жидкой фазе вызывает большое количество побочных реакций в кислом водном слое с участием формальдегида и увеличивает образование высококипящих побочных продуктов.
Задачей изобретения является снижение образования высококипящих побочных продуктов с одновременным снижением энергоемкости процесса получения изопрена.
Техническая задача решается способом получения изопрена путем жидкофазного взаимодействия компонентов сырья - формальдегида и, возможно, веществ, являющихся источником формальдегида, с трет-бутанолом, возможно, изобутиленом или веществами, являющимися источником изобутилена, и, возможно, полупродуктами - предшественниками изопрена, в присутствии сильного кислотного катализатора и воды с использованием мольного избытка трет-бутанола или изобутилена к формальдегиду или веществам, являющимся источником формальдегида, при температуре и давлении, обеспечивающих переход изопрена в паровую фазу с последующим его выделением, осуществляемый с подводом тепла в реакционную зону реактора, оснащенную массообменной насадкой, за счет циркуляции подогреваемого кислого водного слоя с обеспечением перепада температуры по высоте реакционной зоны, в котором реактор имеет одну или более дополнительных последовательно установленных реакционных зон, оснащенных массообменной насадкой, в каждую зону подают сырье через распределительные устройства, при этом тепло в дополнительно установленные реакционные зоны дополнительно подводят паровой фазой через распределительные устройства с предыдущей реакционной зоны с поддержанием температуры и давления в них, обеспечивающих переход основного количества трет-бутанола и изобутилена в паровую фазу и перепад температур по высоте каждой реакционной зоны 3-7°С.
Решение технической задачи позволяет снизить образование побочных продуктов более чем в 2,5 раза по отношению к выходу изопрена с одновременным снижением энергоемкости процесса его получения.
Настоящее изобретение иллюстрируется фиг.1, 2.
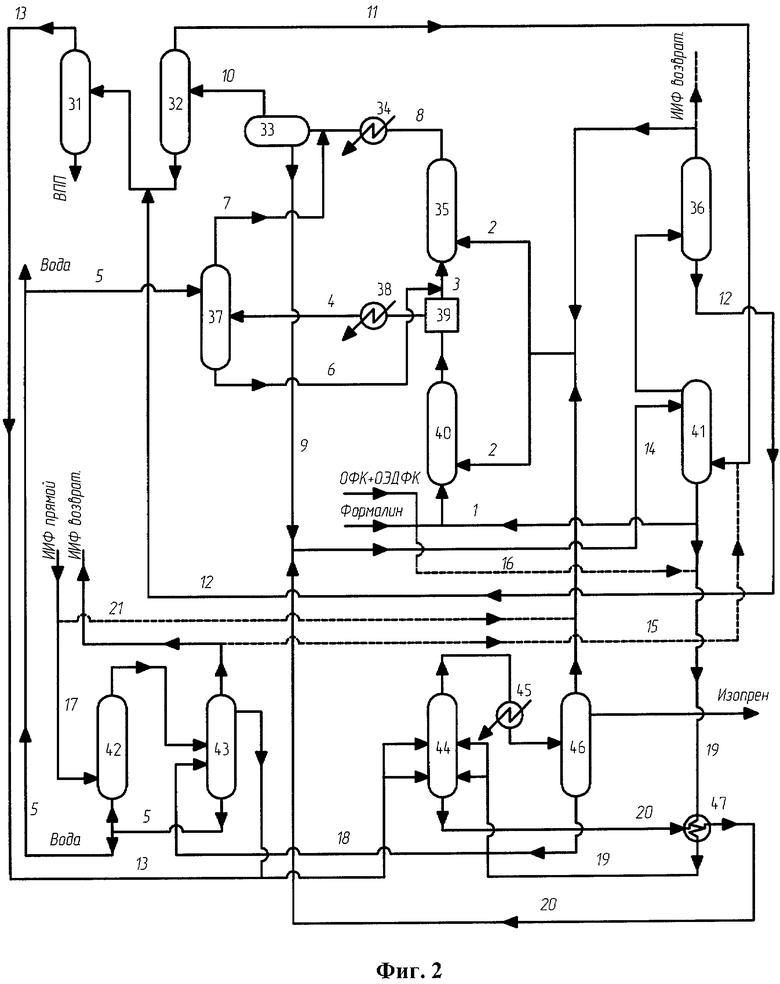
Согласно фиг.1 сырье, содержащее формальдегид и, возможно, вещества, являющиеся источником формальдегида, с трет-бутанолом, возможно, изобутиленом или веществами, являющимися источником изобутилена, и, возможно, полупродуктами - предшественниками изопрена, подают по линии 1 не менее чем в две реакционные зоны реактора Р-4 (на фиг.1 показаны три зоны З-1, З-2, З-3), заполненные массообменной насадкой, через распределительные устройства.
Раствор кислого катализатора (шихта) по линии 2 подают в рекуператор Т-3 и нагревают до температуры 150°С. Затем подогретую катализаторную шихту по линии 3 подают в последнюю реакционную зону через распределительное устройство, в которой она взаимодействует с сырьем с образованием, в основном, изопрена. Изопрен в условиях реакции переходит в парообразное состояние. В реакционных зонах ректора поддерживают температуру и давление, обеспечивающие переход основного количества трет-бутанола и изобутилена в паровую фазу, которую направляют в последующую реакционную зону для подогрева реакционной массы. Кислый водный слой подают на предыдущие реакционные зоны по уровню через переливные патрубки, а из первой реакционной зоны З-1 по линии 4 выводят из реактора в сепаратор Е-1. Кроме того, в линию 4 подают большую часть катализаторной шихты из рекуператора Т-3 по линии 5 для вывода из кислого водного слоя солей металлов, которые осаждаются в емкости Е-1. В сепараторе Е-1 от кислого водного слоя отделяют большую часть не растворимых в нем высококипящих побочных продуктов и по линии 6 насосом Н-1 направляют его в подогреватель Т-5 для нагрева до температуры ниже температуры кипения (не выше 170°С). Уменьшение количества трет-бутанола в жидкой фазе предотвращает контакт реакционной массы с рабочей поверхностью подогревателя Т-5, что минимизирует негативные воздействия на оборудование, описанные в недостатках аналога. Нагретый циркулирующий кислый водный слой по линии 7 подают в первую реакционную зону З-1, при этом обеспечивают перепад температур по высоте каждой реакционной зоны 3-7°С. Предусмотрена подача циркулирующего кислого водного слоя по линии 8 в последнюю реакционную зону в линию 3 ввода катализаторной шихты. Отделенные в сепараторе Е-1 нерастворимые высококипящие побочные продукты и меньшую часть кислого водного слоя по линии 9 через рекуператор Т-3 подают на переработку.
С верха реактора через каплеотбойник КО-1 отбирают продукты реакции в виде паровой фазы по линии 10, из которой впоследствии выделяют изопрен.
Рекуперация тепла отходящих из первой реакционной зоны газообразных продуктов реакции во второй и последующих реакционных зонах при барботаже их через жидкий слой реакционной массы, а также предотвращение разложения трет-бутанола в подогревателе Т-5 снижают энергоемкость процесса получения изопрена; секционирование реакционного пространства с обеспечением интенсивного перемешивания реагирующих потоков за счет барботажа, а также рост мольного избытка трет-бутанола по высоте реактора снижают выход побочных продуктов.
На фиг.2 представлена принципиальная схема процесса синтеза изопрена из формальдегида и изобутилена в варианте использования С4-фракции различного происхождения с промежуточным синтезом трет-бутанола, диметилдиоксана, метилбутандиола и др. Указанные полупродукты синтезируют в 3 реакторах, затем очищают от высококипящих побочных продуктов, смешивают и подают в реактор синтеза изопрена Р-4 не менее чем в 2 реакционные зоны реактора.
Для синтеза диметилдиоксана в реактор Р-1 по линии 1 подают кислый водный слой с экстрактора Э-1, в который добавляют формалин. По линии 2 в реактор Р-1 подают возвратный изобутилен либо изобутан-изобутиленовую фракцию или их смесь из колонн К-3, К-5. Продукты синтеза диметилдиоксана из реактора Р-1 направляют в сепаратор С-1 для отделения части углеводородного слоя от кислого водного слоя.
Кислый водный слой по линии 3 подают в реактор Р-2.
По линии 4 углеводородный слой через теплообменник Т-1 подают в экстрактор Э-2, где производят отмывку слоя от карбонильных соединений. Вода для промывки углеводородного слоя в Э-2 поступает из линии 5 от колонны К-4. Воду, содержащую карбонильные соединения, подают по линии 6 в реактор Р-2, а отмытый углеводородный слой по линии 7 отправляют в отстойник С-2. Вывод избыточного количества воды из системы производится также по линии 5.
В реакторе Р-2 происходит исчерпывание формальдегида из кислого водного слоя, для этого по линии 2 в реактор подают дополнительное количество возвратного изобутилена или изобутан-изобутиленовой фракции или их смеси из колонн К-3, К-5, а также кислый водный слой реактора Р-1, смешанный с водой, содержащей карбонильные соединения из Э-1.
Реакционную массу из реактора Р-2 по линии 8 подают через теплообменник Т-2 в отстойник С-2. Отстоявшийся водный слой из С-2 по линии 9 направляют на экстракцию в Э-1. Углеводородный слой из отстойника С-2 по линии 10 подают в колонну К-1 для выделения изобутан-изобутиленовой фракции, которую возвращают по линии 11 в экстрактор Э-1. Кубовую жидкость колонны К-1 смешивают с кубовой жидкостью колонны К-3, приходящей по линии 12, и направляют в колонну К-2 для выделения предшественников изопрена, а также для удаления высококипящих побочных продуктов в виде кубового остатка. Смесь предшественников изопрена из колонны К-2 по линии 13 направляют в реактор синтеза изопрена Р-4.
В экстракторе Э-1 происходит экстракция водорастворимых высококипящих продуктов возвратным изобутиленом или изобутан-изобутиленовой фракцией. По линии 14 в экстрактор подают кислый водный слой после отстойника С-2 и реактора Р-4, а по линии 11- возвратную изобутан-изобутиленовую фракцию из К-1. Имеется возможность подачи возвратной изобутан-изобутиленовую фракции из К-4 по линии 15. Через куб экстрактора выводят очищенный кислый водный слой, в который при необходимости добавляют смесь ортофосфорной кислоты и оксиэтилендифосфоновой кислоты по линии 16, а затем подают через рекуператор Т-3 в реактор Р-4. Экстракт из Э-1 подают в колонну К-3 для выделения возвратной изобутан-изобутиленовой фракции, подаваемой в линию 2, через куб колонны выводится углеводородный слой, который по линии 12 подают в колонну К-2 удаления высококипящих побочных продуктов.
Для синтеза трет-бутанола в реактор Р-3 по линии 17 подают свежую изобутан-изобутиленовую фракцию, а также водный слой из куба колонны К-4 по линии 5. После синтеза продукты реакции направляют в колонну К-4 для отделения воды, выделения возвратной изобутан-изобутиленовой фракции и фракции трет-бутанола, подаваемого в линию 13 для создания избыточного мольного соотношения трет-бутанола к диметилдиоксану. В колонну К-4 также подают водный раствор трет-бутанола с колонны выделения товарного изопрена К-5 по линии 18.
Синтез изопрена проводят в реакторе Р-4, для чего в него по линии 19 подают кислый водный слой, который предварительно подогревают в рекуператоре Т-3 кубовой жидкостью реактора (линия 20), а по линии 13 в реактор подают реакционную смесь предшественников изопрена. Подачу кислого водного слоя и реакционной смеси в Р-4 производят не менее чем в две реакционные зоны реактора. Из емкости отделения высококипящих побочных продуктов, установленной на линии циркуляции кислого водного слоя в реакторе (на схеме фиг.2 не указана) выводят нерастворимые высококипящие побочные продукты и меньшую часть кислого водного слоя, которые охлаждают в рекуператоре Т-3 и направляют на переработку в экстрактор Э-1 по линии 20. Продукты синтеза изопрена из Р-4 через холодильник Т-4 подают в колонну выделения товарного изопрена К-5. В колонне К-5 выделяют изопрен и изобутилен, который при необходимости смешивают со свежей изобутан-изобутиленовой фракцией, поступающей по линии 21, а затем подают в реакторы Р-1, Р-2. Из куба колонны К-5 выводят водный слой, который по линии 18 подают в колонну К-4 для укрепления раствора трет-бутанола и вывода избыточного количества воды.
Предлагаемая схема синтеза изопрена позволяет устранить недостатки прототипа, в частности:
присутствие высококипящих побочных продуктов в сырьевом потоке реактора разложения диметилдиоксана, приводящее к блокированию межфазной поверхности, что негативно сказывается на селективности процесса, увеличивая образование высококипящих побочных продуктов;
затрудненность регулирования избыточного мольного соотношения трет-бутанола к диметилдиоксану, обусловленная совместным синтезом промежуточных продуктов (трет-бутанола, диметилдиоксана и др.) в одних и тех же аппаратах;
повышенное образование высококипящих побочных продуктов на стадии исчерпывания формальдегида из водно-кислотного слоя, содержащего трет-бутанол и высококипящие побочные продукты, чистым изобутиленом на второй ступени синтеза промежуточных продуктов из-за отсутствия инертного растворителя (например, изобутана) и повышенной растворимости диметилдиоксана в водном слое, связанной с наличием в реакционной системе большого количества трет-бутанола.
Примеры конкретного выполнения
Пример 1
Синтез изопрена осуществляют согласно описанию к фиг.1. Реактор представляет собой цилиндрический аппарат диаметром 200 мм, поделенный на реакционные зоны полуглухими тарелками и снабженный распределительными устройствами. Каждая зона заполнена массообменной насадкой.
Исходное сырье в количестве 120,98 кг/ч, содержащее диметилдиоксан, трет-бутанол и воду, по линии 1 подают в каждую из трех реакционных зон реактора.
Катализаторную шихту 47,76 кг/ч, представляющую собой 5%-ный раствор ортофосфорной кислоты с добавлением оксиэтилендифосфоновой кислоты в соотношении 1:0,3, по линии 2 подают в рекуператор Т-3 и нагревают до температуры 150°С. Затем ее часть (18,53 кг/ч) по линии 3 подают в третью реакционную зону З-3, в которой протекает взаимодействие исходного сырья с катализаторной шихтой в слое массообменной насадки с образованием в основном изопрена и изобутилена, а также незначительных количеств высококипящих побочных продуктов. Дополнительное тепло, необходимое для поддержания температуры в реакционной зоне, подводят паровой фазой, отходящей со второй реакционной зоны З-2 и барботирующей через слой жидкой реакционной массы. Температуру и давление поддерживают равными:
Температура:
В верхней части реакционной зоны 149°С
В нижней части реакционной зоны 152°С
Давление над барботажным слоем 6,7 кгс/см2
Такие режимные условия обеспечивают переход основного количества трет-бутанола в паровую фазу.
Газообразные продукты реакции выводят из ректора через встроенный каплеотбойник КО-1 по линии 10.
Кислый водный слой через переливные патрубки по уровню и распределительное устройство направляют на вторую реакционную зону З-2, в которой он взаимодействует с поступающим сырьем в слое массообменной насадки. Дополнительное тепло, необходимое для поддержания температуры в реакционной зоне, подводят через распределительную тарелку паровой фазой, отходящей из первой реакционной зоны З-1 и барботирующей через слой жидкой реакционной массы. Температуру и давление поддерживают равными:
Температура:
Такие режимные условия обеспечивают переход основного количества трет-бутанола в паровую фазу.
В первую реакционную зону З-1 подают кислый водный слой из второй реакционной зоны З-2, а тепло, необходимое для поддержания температуры в реакционной зоне, подводят подогретым циркулирующим кислым водным слоем по линии 7. Температуру и давление поддерживают равными:
Температура:
Такие режимные условия обеспечивают переход основного количества трет-бутанола в паровую фазу.
Кислый водный слой выводится из реактора по линии 4 в емкость Е-1, в которую также подают большую часть катализаторной шихты по линии 5 из рекуператора Т-3 для вывода из кислого водного слоя солей металлов, которые осаждаются в емкости Е-1. Кроме того, в емкости Е-1 производят отделение от кислого водного слоя нерастворимых высококипящих побочных продуктов, которые в смеси с меньшей частью кислого водного слоя через рекуператор Т-3 выводят на переработку по линии 9.
Очищенный от нерастворимых высококипящих побочных продуктов кислый водный слой направляют по линии 6 с помощью насоса Н-1 в подогреватель Т-5 и нагревают до температуры 169°С, и подают по линии 7 через распределительное устройство в нижнюю часть первой реакционной зоны З-1 ниже распределительного устройства сырья.
Материальный баланс процесса синтеза изопрена представлен в таблице 1.
Из представленной таблицы 1 видно, что относительный выход высококипящих продуктов составляет 0,0574 кг/кг изопрена (отношение выхода высококипящих побочных продуктов к выходу изопрена). При этом из представленных в описании прототипа данных по материальному балансу процесса, осуществляемого с использованием аналогичного сырья, относительный выход высококипящих продуктов составляет 0,165 кг/кг изопрена.
Пример 2
Способ синтеза изопрена осуществляют по схеме, представленной на фиг.2.
Для синтеза диметилдиоксана в реактор Р-1 по линии 1 подают кислый водный слой из экстрактора Э-1 18,35 кг/ч, добавляют формалин 33,554 кг/ч (40 мас.% водный раствор). По линии 2 в реактор Р-1 подают смесь возвратной изобутан-изобутиленовой фракции из колонны К-3 и возвратного изобутилена из колонны К-5 (28,663 кг/ч) с массовой концентрацией изобутилена 50%. Продукты синтеза диметилдиоксана из реактора Р-1 направляют в сепаратор С-1 для отделения части углеводородного слоя от кислого водного слоя.
Кислый водный слой по линии 3 подают в реактор Р-2.
Углеводородный слой в количестве 38,829 кг/ч (20,209 кг/ч диметилдиоксана; 0,177 кг/ч непредельных спиртов; 1,533 кг/ч высококипящих побочных продуктов; 1,188 кг/ч трет-бутанола, 0,087 кг/ч метилбутандиола, 14,332 кг/ч изобутана, 1,303 кг/ч изобутилена) по линии 4 через теплообменник Т-1 подают в экстрактор Э-2, где производят отмывку слоя от карбонильных соединений. Вода для промывки углеводородного слоя в Э-2 поступает из линии 5 (2,912 кг/ч) от колонны К-4. Воду (4,365 кг/ч), содержащую карбонильные соединения (непредельные спирты, трет-бутанол, метилбутандиол), подают по линии 6 в реактор Р-2, а отмытый углеводородный слой (37,376 кг/ч), содержащий диметилдиоксан и высококипящие побочные продукты, по линии 7 отправляют в отстойник С-2. Вывод избыточного количества воды из системы производится по линии 5 (23,922 кг/ч).
В реакторе Р-2 происходит исчерпывание формальдегида из кислого водного слоя, для этого по линии 2 в реактор подают дополнительное количество смеси возвратного изобутилена и свежей изобутан-изобутиленовой фракции (3,652 кг/ч) из колонн К-3 и К-5 с концентрацией изобутилена 50 мас.%, а также кислый водный слой реактора Р-1, смешанный с водой, содержащей карбонильные соединения из Э-2.
Реакционную массу (49,756 кг/ч) из реактора Р-2 по линии 8 подают через теплообменник Т-2 в отстойник С-2. Отстоявшийся водный слой из С-2 (42,615 кг/ч) по линии 9 направляют на экстракцию в Э-1. Углеводородный слой (44,518 кг/ч) из отстойника С-2 по линии 10 подают в колонну К-1 для выделения возвратной изобутан-изобутиленовой фракции (17,627 кг/ч), которую возвращают по линии 11 в экстрактор Э-1. Кубовую жидкость колонны К-1 смешивают с кубовой жидкостью колонны К-3, приходящей по линии 12, и направляют в колонну К-2 для выделения предшественников изопрена, а также для удаления высококипящих побочных продуктов (4,242 кг/ч) в виде кубового остатка. Смесь предшественников изопрена из колонны К-2 по линии 13 в количестве 25,626 кг/ч (23,95 кг/ч - диметилдиоксана, 1,676 кг/ч - трет-бутанола) направляют в реактор синтеза изопрена Р-4.
В экстракторе Э-1 происходит экстракция водорастворимых высококипящих продуктов возвратной изобутан-изобутиленовой фракцией. По линии 14 в экстрактор подают кислый водный слой после отстойника С-2 и реактора Р-4 (56,115 кг/ч), а по линии 11 (17,627 кг/ч) и 15 (18,384 кг/ч) - возвратную изобутан-изобутиленовую фракцию из К-1 и К-4. Через куб экстрактора выводят очищенный кислый водный слой, а затем подают через рекуператор Т-3 в реактор Р-4. Экстракт из Э-1 подают в колонну К-3 для выделения возвратной изобутан-изобутиленовой фракции, подаваемой в линию 2, через куб колонны выводится углеводородный слой, который по линии 12 (2,978 кг/ч) подают в колонну К-2 удаления высококипящих побочных продуктов.
Для синтеза трет-бутанола в реактор Р-3 по линии 17 подают свежую изобутан-изобутиленовую фракцию (36,769 кг/час 50 мас.% изобутилен, 50% изобутан), а также водный слой из куба колонны К-4 по линии 5 (17,728 кг/ч исходя из мольного соотношения изобутилен: вода, равного 1:3). После синтеза продукты реакции направляют в колонну К-4 для отделения воды, выделения возвратной изобутан-изобутиленовой фракции (18,384 кг/ч) и фракции трет-бутанола в количестве 62,49 кг/ч (51,804 кг/ч трет-бутанола и 10,686 кг/ч воды), подаваемого в линию 13 для создания избыточного мольного соотношения трет-бутанола к диметилдиоксану. В колонну К-4 также подают водный раствор трет-бутанола с колонны выделения товарного изопрена К-5 по линии 18 в количестве 70,93 кг/ч (27,51 кг/ч трет-бутанола и 43,43 кг/ч воды).
Синтез изопрена проводят в реакторе Р-4, для чего в него по линии 19 подают катализаторную шихту (34,787 кг/час), которую предварительно подогревают в рекуператоре Т-3 кубовой жидкостью реактора (линия 20), а по линии 13 в реактор подают реакционную смесь предшественников изопрена (88,116 кг/час). Подачу кислого водного слоя и реакционной смеси в Р-4 производят в три реакционные зоны реактора. Из емкости отделения высококипящих побочных продуктов, установленной на линии циркуляции кислого водного слоя в реакторе (на схеме не указана) выводят нерастворимые высококипящие побочные продукты и меньшую часть кислого водного слоя (13,5 кг/час), которые охлаждают в рекуператоре Т-3 и направляют на переработку в экстрактор Э-1 по линии 20. Продукты синтеза изопрена из Р-4 через холодильник Т-4 подают в колонну выделения товарного изопрена К-5. В колонне К-5 выделяют изопрен (23,44 кг/час) и изобутилен (15,02 кг/час), а затем подают в реакторы Р-1, Р-2. Из куба колонны К-5 выводят водный слой в количестве 70,93 кг/ч (27,51 кг/ч трет-бутанола и 43,43 кг/ч воды), который по линии 18 подают в колонну К-4 для укрепления раствора трет-бутанола и вывода избыточного количества воды.
Пример конкретного выполнения демонстрирует, что реализуемая схема позволяет снизить содержание высококипящих побочных продуктов в потоках сырья и катализаторной шихты, подаваемых в реактор синтеза изопрена, снижая расходные нормы по сырью, а также переработать весь формальдегид на этапе синтеза диметилдиоксана, устраняя необходимость концентрирования водного раствора формалина.
Таким образом, как видно из примеров конкретного выполнения, заявляемый способ получения изопрена позволяет снизить образование высококипящих побочных продуктов по сравнению с прототипом более чем в 2,5 раза по отношению к выходу изопрена, а также снизить энергоемкость процесса за счет рекуперации части тепла отходящих из реакционных зон газообразных продуктов реакции и предотвращения разложения трет-бутанола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2001 |
|
RU2203878C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1995 |
|
RU2099319C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОПРЕНА | 2020 |
|
RU2765441C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1996 |
|
RU2106332C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2014 |
|
RU2575926C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ОРГАНИЧЕСКИХ ПРОДУКТОВ ИЗ ВОДНОГО СЛОЯ, ОБРАЗУЮЩЕГОСЯ ПРИ СИНТЕЗЕ ДИМЕТИЛДИОКСАНА В ПРОИЗВОДСТВЕ ИЗОПРЕНА ИЗ ИЗОБУТИЛЕНА И ФОРМАЛЬДЕГИДА | 2010 |
|
RU2436759C1 |
| Способ производства изопрена из изобутилена и формальдегида без выделения промежуточных продуктов | 2023 |
|
RU2828416C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2135448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2341508C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ИЗОПРЕНА ИЗ УГЛЕВОДОРОДНОГО СЛОЯ | 1976 |
|
SU687784A1 |
Изобретение относится к способу получения изопрена путем жидкофазного взаимодействия компонентов сырья - формальдегида и, возможно, веществ, являющихся источником формальдегида, с трет-бутанолом, возможно, изобутиленом или веществами, являющимися источником изобутилена, и, возможно, полупродуктами - предшественниками изопрена, в присутствии сильного кислотного катализатора и воды с использованием мольного избытка трет-бутанола или изобутилена к формальдегиду или веществам, являющимся источником формальдегида, при температуре и давлении, обеспечивающих переход изопрена в паровую фазу с последующим его выделением, осуществляемый с подводом тепла в реакционную зону реактора, оснащенную массообменной насадкой, за счет циркуляции подогреваемого кислого водного слоя с обеспечением перепада температуры по высоте реакционной зоны, характеризующемуся тем, что реактор имеет одну или более дополнительных последовательно установленных реакционных зон, оснащенных массообменной насадкой, в каждую зону подают сырье через распределительные устройства, при этом тепло в дополнительно установленные реакционные зоны дополнительно подводят паровой фазой через распределительные устройства с предыдущей реакционной зоны с поддержанием температуры и давления в них, обеспечивающих переход основного количества трет-бутанола и изобутилена в паровую фазу и перепад температур по высоте каждой реакционной зоны 3-7°С. Использование настоящего способа позволяет снизить образование побочных продуктов более чем в 2,5 раза по отношению к выходу изопрена с одновременным снижением энергоемкости процесса его получения. 2 табл., 2 ил.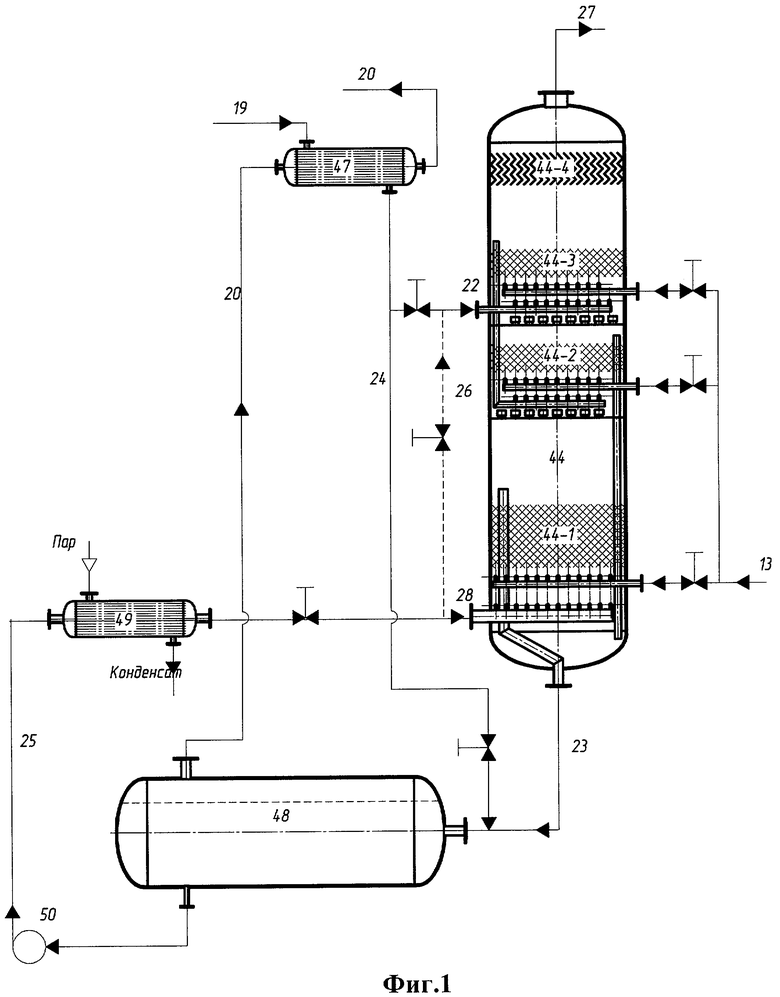
Способ получения изопрена путем жидкофазного взаимодействия компонентов сырья - формальдегида и возможно веществ, являющихся источником формальдегида, с трет-бутанолом, возможно изобутиленом или веществами, являющимися источником изобутилена, и возможно полупродуктами - предшественниками изопрена в присутствии сильного кислотного катализатора и воды с использованием мольного избытка трет-бутанола или изобутилена к формальдегиду или веществам, являющимся источником формальдегида, при температуре и давлении, обеспечивающих переход изопрена в паровую фазу с последующим его выделением, осуществляемый с подводом тепла в реакционную зону реактора, оснащенную массообменной насадкой, за счет циркуляции подогреваемого кислого водного слоя с обеспечением перепада температуры по высоте реакционной зоны, отличающийся тем, что реактор имеет одну или более дополнительных последовательно установленных реакционных зон, оснащенных массообменной насадкой, в каждую зону подают сырье через распределительные устройства, при этом тепло в дополнительно установленные реакционные зоны дополнительно подводят паровой фазой через распределительные устройства с предыдущей реакционной зоны с поддержанием температуры и давления в них, обеспечивающих переход основного количества трет-бутанола и изобутилена в паровую фазу и перепад температур по высоте каждой реакционной зоны 3-7°С.
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2341508C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2004 |
|
RU2266888C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2128638C1 |
| JP 60226834 A, 12.11.1985 | |||
| JP 60218337 A, 01.11.1985 | |||
| NL 7000870 A, 27.07.1970. | |||

