Изобретение относится к области сварки изделий атомного машиностроения, в частности для изготовления транспортно упаковочных комплектов металлобетонных контейнеров (ТУК МБК) для многоразовой транспортировки и длительного хранения отработавшего ядерного топлива (ОЯТ) атомных энергетических установок, а также может использоваться в различных отраслях машиностроения для изготовления сварных конструкций и изделий, эксплуатирующихся при температурах до минус 60°C.
Для обеспечения ядерной и радиационной безопасности в местах длительного хранения и при многоразовой транспортировке отработавшего ядерного топлива металл силовых элементов и сварных соединений ТУК МБК из хладостойкой экономнолегированной кремнемарганцовистой стали должен обладать стойкостью к хрупким разрушениям при температурах до минус 60°C.
Несмотря на то, что традиционно задача обеспечения хладостойких свойств металла шва сварных соединений решается использованием композиций сварочных материалов, включающих в себя 1,0÷3,5 Ni; 1,0÷2,0 Mn [1, 2], для сварки хладостойкой низколегированной стали целесообразным стало создание автоматического дугового способа сварки экономнолегированной кремнемарганцовистой сварочной проволокой под плавленым флюсом.
Аналогом предлагаемого способа сварки является автоматическая дуговая сварка сварочной проволокой под флюсом изделий атомного машиностроения из низколегированных сталей [3], при котором сварка выполняется проволокой диаметром 5 мм, а параметры сварочного режима составляют:
- сила тока 550÷700 A;
- напряжение на дуге 34-40 B;
- скорость сварки 5-8 мм/с;
- межпроходная температура не регламентируется и может достигать 300°C.
Однако данный способ сварки не может быть применен при изготовлении металлоконструкций ТУК МБК из хладостойкой экономнолегированной стали, так как при вышеуказанных параметрах сварочного режима сварка выполняется с высоким уровнем погонной энергии (3,5÷5,0 кДж/мм), что приводит к низким значениям ударной вязкости (8÷15 Дж/см2 - таблица) металла шва сварных соединений, выполненных экономнолегированной кремнемарганцовистой сварочной проволокой под плавленым флюсом, при температурах минус 50°C и минус 60°C.
За прототип принят способ автоматической дуговой сварки сварочной проволокой под флюсом конструкций магистральных трубопроводов нефтяной и газовой промышленности [4], при котором сварка выполняется экономнолегированной проволокой диаметром 4 мм, а параметры сварочного режима составляют:
сила тока 550-600 A; напряжение на дуге 44-46 B; скорость сварки 8,0-11,0 мм/с;
межпроходная температура не регламентируется и может достигать 300°C.
Вследствие снижения уровня погонной энергии до 2,0÷3,1 кДж/мм при указанном способе сварки значения ударной вязкости металла шва сварных соединений, выполненных экономнолегированной кремнемарганцовистой проволокой под плавленым флюсом, составили 18÷24 Дж/см2 (таблица) при температурах минус 50°C и минус 60°C, однако, требуемой хладостойкости металла шва сварных соединений ТУК МБК при этом не обеспечивается.
Техническим результатом данного изобретения явилось обеспечение ударной вязкости металла шва сварных соединений ТУК МБК, выполненных экономнолегированной кремнемарганцовистой сварочной проволокой (типа Св-08ГС) под плавленым флюсом, не менее 60 Дж/см2 при температуре минус 60°C (таблица).
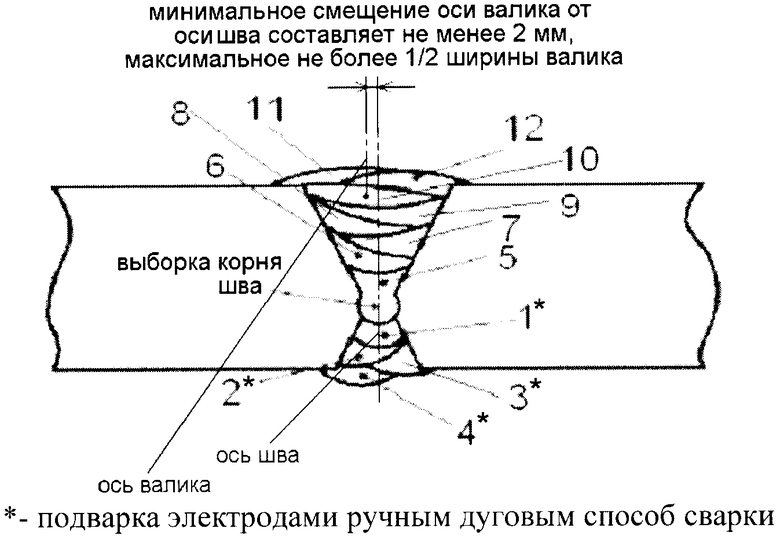
Представленный в заявке технический результат достигается за счет того, что, согласно изобретению, сварку выполняют при значениях погонной энергии 1,1÷1,6 кДж/мм, с регламентированием межпроходной температуры металла шва в пределах 20°C÷100°C; разделку при сварке заполняют в раскладку валиками толщиной не более 4 мм, шириной 12-46 мм таким образом, чтобы ось валика была смещена от центральной оси шва на расстояние не менее 2 мм и не более 1/2 ширины валика, порядок наложения валиков следующий: валик 1 - корневой, валики 2, 3, 4 - заполняющие подварку сварного шва; после выполнения подварки производится выборка корня шва механическим способом; валики 5, 6, 7, 8, 9, 10 - заполняющие разделку сварного шва; валики 11, 12 - облицовочные (фиг.1), при этом параметры сварочного режима в процессе выполнения сварки составляют: сила тока 350÷490 A, напряжение на дуге 26÷32 B, скорость сварки 7,5÷9,0 мм/сек.
Оптимальный уровень погонной энергии 1,1÷1,6 кДж/мм позволяет сформировать хладостойкую мелкодисперсную структуру в металле шва, выполненном экономнолегированной кремнемарганцовистой сварочной проволокой. Снижение погонной энергии менее указанного предела может явиться причиной формирования в металле шва недопустимых дефектов типа непроваров, межслойных несплавлений и т.п., а также привести к нестабильности процесса сварки и снижению производительности труда. Превышение указанного уровня погонной энергии при сварке способствует увеличению в металле шва объема грубой дендритной структуры с большим количеством крупных кристаллитов, что приводит к снижению хладостойких свойств.
Оптимальный уровень погонной энергии обеспечивается при выполнении сварки по разработанному способу со следующими параметрами сварочного режима:
- сила тока 350÷490 A,
- напряжение на дуге 26÷32 B,
- скорость сварки 7,5÷9,0 мм/сек.
Регламентирование межпроходной температуры при сварке в пределах 20°C÷100°C позволяет сократить время пребывания металла шва в интервале критических температур при охлаждении и обеспечить его оптимальную скорость охлаждения, что способствует формированию хладостойкой мелкодисперсной структуры.
Заполнение разделки сварного соединения узкими (12-16 мм) тонкими (≤4 мм) валиками в раскладку со смещением оси валиков относительно оси шва (от 2 мм до 1/2 ширины валика) позволяет при многопроходной сварке увеличить в металле шва объем мелкозернистой перекристаллизованной структуры, характеризующейся высокими хладостойкими свойствами.
Таким образом, задача создания нового способа сварки заключается в обеспечении оптимального уровня погонной энергии путем оптимизации параметров сварочного режима, регламентировании межпроходной температуры и специальными требованиям по раскладке валиков при заполнении разделки с целью обеспечения ударной вязкости металла шва сварных соединений ТУК МБК не менее 60 Дж/см2 при температуре минус 60°C.
Использование способа сварки с параметрами сварочного режима, межпроходной температуры и раскладки валиков вне заданных пределов, в соответствии с заявленными, не обеспечивает высоких хладостойких свойств металла шва при температуре минус 50°C и ниже.
В производственных условиях ОАО «Ижорские заводы», ЗАО «Энерготекс» и ФГУП ЦНИИ КМ «Прометей» был проведен комплекс работ, включающих изготовление сварных проб из хладостойкой низколегированной стали марки 09Г2СА-А, используемой в настоящее время при изготовлении ТУК МБК, разработанным способом автоматической сварки экономнолегированной проволокой марки Св-08ГС в сочетании с плавленым флюсом марки ФЦ-16А. Результаты испытаний на ударный изгиб при температурах минус 50°C и минус 60°C металла шва, вырезанного из сварных проб, представлены в таблице.
Ожидаемый технико-экономический эффект при использовании предлагаемого способа сварки выразится в сохранении ядерной и экологической безопасности в местах длительного хранения и при транспортировке отработавшего ядерного топлива за счет обеспечения требуемой хладостойкости металла сварных соединений ТУК МБК при всех условиях эксплуатации, включая аварийные ситуации. Кроме того, возможность использования безникелевых экономнолегированных материалов при разработанном способе сварки позволит значительно сократить материальные затраты.
Источники информации
1. Грабин В.Ф., Денисенко А.В. Металловедение сварки низко- и среднелегированных сталей. - К.: Наукова думка, 1988. - 276 с.
2. Rautaruukki Steel. Welding Guide. 1995. - Rautaruukki 156 p.
3. Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка, основные положения ПН АЭ Г-7-009-89: Нормативный документ. - М.: НТЦ ЯРБ Госатомнадзора России, 2000, 172 с.
4. Строительство магистральных и промысловых трубопроводов. Сварка. ВСН 006-89. - М.: Миннефтегазстрой, 1989, 120 с.
ние, B
80
72
79
67
62
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ МАТЕРИАЛ ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2436663C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| Способ производства прямошовных труб большого диаметра из низколегированной стали | 2022 |
|
RU2792989C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ КОРАБЕЛЬНОЙ СТАЛИ | 2021 |
|
RU2816238C1 |
| СПОСОБ СВАРКИ ТОНКОСТЕННЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПОД ФЛЮСОМ | 2024 |
|
RU2834666C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-55 | 2005 |
|
RU2295431C2 |
| Керамический флюс для сварки низколегированных сталей | 1985 |
|
SU1298029A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 1999 |
|
RU2165346C2 |
Изобретение может быть использовано для сварки изделий атомного машиностроения, в частности изделий, эксплуатирующихся при температурах до минус 60°С, например металлоконструкций транспортно упаковочных комплектов металлобетонных контейнеров, предназначенных для многоразовой транспортировки и длительного хранения отработавшего ядерного топлива атомных энергетических установок. Осуществляют многопроходную сварку автоматическим дуговым способом под флюсом экономнолегированной кремнемарганцовистой сварочной проволокой. Разделку заполняют в раскладку валиками толщиной не более 4 мм, шириной 12-16 мм таким образом, чтобы ось валика была смещена от центральной оси шва на расстояние не менее 2 мм и не более 1/2 ширины валика. Уровень погонной энергии составляет 1,1-1,6 кДж/мм за счет оптимального сочетания параметров сварочного режима. Регламентируется межпроходная температура в пределах 20÷100°С. Техническим результатом предлагаемого изобретения является обеспечение ударной вязкости металла шва сварных соединений не менее 60 Дж/см2 при температуре до минус 60°С. Использование безникелевой экономнолегированной проволоки позволит значительно сократить материальные затраты. 1 з.п. ф-лы, 1 ил., 1 табл.
1. Способ сварки хладостойких низколегированных сталей, включающий выполнение сварных соединений автоматическим дуговым способом кремнемарганцовистой сварочной проволокой под флюсом с заданными параметрами сварочного режима, отличающийся тем, что сварку выполняют при значениях погонной энергии 1,1÷1,6 кДж/мм, с регламентированием межпроходной температуры металла шва в пределах 20 ÷100°С, при этом разделку заполняют в раскладку валиками толщиной не более 4 мм и шириной 12÷16 мм таким образом, чтобы ось валика была смещена от центральной оси шва на расстояние не менее 2 мм и не более 1/2 ширины валика.
2. Способ сварки по п.1, отличающийся тем, что параметры сварочного режима в процессе выполнения сварки составляют:
сила тока 350÷490 А
напряжение на дуге 26÷32 В
скорость сварки 7,5÷9,0 мм/с
| Строительство магистральных и промысловых трубопроводов | |||
| Сварка | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| - М.: Миннефтегазстрой, 1989 | |||
| Способ электродуговой сварки | 1985 |
|
SU1294527A1 |
| Способ сварки стальных конструкций | 1990 |
|
SU1738537A1 |
| 0 |
|
SU174548A1 | |
| УСТАНОВКА ОРУЖИЯ | 2016 |
|
RU2633829C2 |

