Изобретение может использоваться в областях электронной техники, например в процессах формирования пленочных элементов микроэлектронных устройств, в частности для изготовления полупроводниковых газовых сенсоров.
Принцип действия полупроводниковых газовых сенсоров основан на изменении проводимости полупроводникового чувствительного слоя под действием хемосорбированного газа на межзеренных границах или на поверхности наночастиц металлооксидного полупроводника. С помощью полупроводниковых газовых сенсоров можно определять концентрации донорных газов (различных горючих газов, включая метан, пропан, органические растворители, СО, аммиак и др.) или акцепторных газов (озона, оксидов азота, хлора, фтора и др.). Порог обнаружения различных газов различен и составляет примерно 0.1 ppm для СО, озона, оксидов азота; несколько ppm для аммиака; порядка 10 ppm для метана и т.д. Верхним пределом, при котором разумно использовать полупроводниковые сенсоры, является концентрация около 0,5 НКПР (нижний концентрационный предел распространения пламени). Для того чтобы обеспечить время отклика сенсора порядка нескольких секунд, сенсор должен быть нагрет до высокой температуры, лежащей в интервале от примерно 250 (при детектировании водорода и этанола) до 500°С (метан).
Обычно чувствительный слой изготавливают из нанокристаллических оксидов металлов (SnO2, ZnO, In2O3 и т.д.) с удельной поверхностью ~50-200 м2/г (что соответствует размеру частиц ~5-20 нм). Эти материалы имеют достаточно высокую стабильность при рабочей температуре сенсора. Поверхность наночастиц может быть легирована кластерами каталитических металлов, которые обеспечивают определенную селективность процесса окисления и улучшают избирательность сенсора.
Другой тип микроэлектронных сенсоров - термокаталитические датчики - измеряют тепло, возникающее при окислении горючих газов на катализаторе, нанесенном на платиновый нагреватель. В качестве катализатора в этом случае используются наночастицы оксидов алюминия, циркония, гафния и некоторых других металлов с нанесенными на их поверхность наночастицами палладия и платины. Тепло, возникающее в результате химической реакции, измеряется как изменение температуры платинового нагревателя. Термокаталитические сенсоры используются для детектирования относительно высоких концентраций горючих газов, близких к НКПР.
Газовые сенсоры кажутся простыми приборами, но технология их производства сконцентрировала в себе все современные достижения науки о материалах и микроэлектроники, так как конкурентоспособный сенсор должен характеризоваться высокой стабильностью и селективностью, должен работать несколько лет при температуре до 500°С, при этом потреблять не более чем несколько десятков милливатт мощности для нагрева. Кроме этого, дрейф параметров сенсора должен быть небольшим, желательно, чтобы он мог работать без перекалибровки в течение нескольких лет.
Важнейшим элементом газового сенсора, предназначенного для автономных и беспроводных устройств, являются микронагреватели, изготовленные по микромашиной технологии (технологии МЭМС - микроэлектромеханических систем).
В отношении использования «кремниевой» технологии.
В этом устройстве мембрана натянута на жесткой рамке, выполненной из кремния. Она выполняет две роли: служит несущим элементом для функциональных элементов сенсора (нагревателя, термометра, чувствительного слоя и т.д.) и, с другой стороны, тонкая мембрана, имеющая низкую теплопроводность в плоскости, является теплоизолирующим элементом для нагретого до высокой температуры чувствительного слоя. Такая теплоизоляция необходима для минимизации мощности, потребляемой сенсором при рабочей температуре.
Исторически микронагреватели связаны с толстопленочными газовыми сенсорами. В настоящее время наиболее известные сенсоры изготавливаются по этой технологии японскими компаниями Figaro Inc. и FIS. Сенсоры Figaro TGS 2610ТМ (www.Figaro.co.jp) имеют нагреватель на основе диоксида рутения. Размеры чипа составляют 1.5×1.5×0.5 мм.
Чип смонтирован в корпусе ТО-5, он подвешен на 40-микронных проводах из сплава Pt/W. Размеры чипа не оптимальны, поэтому он потребляет достаточно высокую мощность при детектировании метана - около 280 мВт. Мощность, потребляемая сенсором метана компании FIS типа SP-11TM (2×2×0.3 мм), еще выше, около 400 мВт. Выбор топологии сенсора обусловлен технологией корпусирования, так как почти половина стоимости сенсора связана с этой операцией. Высокая потребляемая мощность и связанные с ней трудности при изготовлении взрывозащищенного оборудования, в котором используются эти сенсоры, толкают исследователей к поиску путей улучшения технологии сенсоров.
Оптимизация толстопленочных сенсоров была предпринята в работе [1]. Сенсор был изготовлен по оригинальной технологии без применения подложки. Все толстопленочные слои были получены трафаретной печатью на жертвенном слое (слой, удаляемый из-под рабочего слоя после изготовления последнего), который был после изготовления вытравлен. Особое внимание было уделено долговременной стабильности материала нагревателя. Хорошо известно, что коммерческие резистивные пасты на основе диоксида рутения или платины не могут быть использованы для изготовления сенсоров. Первые содержат свинцовые стекла, которые взаимодействуют с RuO2, что ведет к дрейфу сопротивления нагревателя при высокой температуре. Пасты на основе платины имеют слишком низкое удельное сопротивление, это требует применения нагревателя в форме меандра и увеличивает таким образом размеры и мощность сенсора. Материалы на основе композитов RuO2 и Pt [1] свободны от этих недостатков. Материал на основе RuO2 имеет сопротивление 6-20 Ом/квадрат и может быть использован до температуры 450°С; материал на основе Pt имеет сопротивление 2-6 Ом/квадрат и используется до 600°С. Дрейф сопротивления нагревателя с обоими материалами не превышает 3% в год. Достаточно высокий ТКС (температурный коэффициент сопротивления) позволяет использовать нагреватели в качестве температурных датчиков для стабилизации температуры сенсора. Мощность сенсора при температуре 450°С равна примерно 220 мВт. Время теплового отклика - около 1 с, сенсор выдерживает без повреждений более 10 млн. циклов включения-выключения.
Дальнейшее уменьшение потребляемой полупроводниковыми и термокаталитическими сенсорами мощности невозможно в рамках толстопленочной технологии. Для толстопленочных сенсоров ограничение связано с необходимостью приваривать проволочные контакты к чипу - в работе [1] размеры контактных площадок и чипа были сравнимыми.
Это означает, что любое дальнейшее уменьшение потребляемой полупроводниковыми и термокаталитическими сенсорами мощности невозможно без использования микромашинных подходов при конструировании приборов.
Такой сенсор содержит тонкую диэлектрическую пленку, выполненную из нескольких слоев оксида и нитрида кремния. Эта пленка несет чувствительный слой и теплоизолирует его от кремниевой рамки, находящейся при комнатной температуре. Применение этой схемы позволяет решить проблему, неразрешимую в толстопленочной технологии: можно разделить микронагреватель и контактные площадки и минимизировать за счет этого нагретую площадь и мощность, потребляемую сенсором. Имеется несколько проблем, которые не решены до конца до настоящего времени в технологии кремниевого микромашининга, то есть технологии изготовления микроэлектромеханических устройств с использованием кремниевой технологии.
Проблемы
1. Стабильность мембраны при высокой температуре.
Эта проблема связана с очень высокими механическими напряжениями в оксиде и нитриде кремния, которые используются для изготовления мембраны. Эти напряжения имеют противоположные знаки, и применение многослойной структуры позволяет уменьшить среднее напряжение. Тем не менее, термическая усталость мембраны ведет в конечном итоге к ее разрушению даже при постоянной температуре.
2. Стабильность материала нагревателя и его адгезия к материалу мембраны при высокой температуре.
3. Стабильность нитрида кремния при высокой температуре во влажной атмосфере.
4. Адгезия чувствительного слоя к материалу мембраны.
В течение последних десятилетий различные исследовательские группы пытались решить эти проблемы, тем не менее полностью удовлетворительное решение, которое позволяет производить сенсоры, пока так и не было найдено.
Авторы работы [2] изготовили микромашинную систему, содержащую не только газовый сенсор на тонкой диэлектрической мембране, но и микроэлектронную схему, изготовленную с помощью технологии КМОП (комплементарный металл-оксид-полупроводник) приборов / КМОП (CMOS): Complementary-metal-oxide semiconductor - технология построения электронных схем/, предназначенную для считывания данных, обработки сигнала и связи с прибором. Нагреватель изготовлен из поликристаллического кремния, диаметр мембраны равен примерно 500 мкм, размер нагревателя 300 мкм. Эти размеры позволяют изготовить сенсор с энергетической эффективностью около 7°С на милливатт (увеличение мощности нагревателя на 1 мВт приводит к росту температуры на 7 градусов. То есть - это наклон кривой зависимости температуры нагревателя как функции его мощности), то есть мощность, потребляемая сенсором, равна примерно 60 мВт при 450°С. Авторы не дают информации о долговременной стабильности системы и о различии в надежности сенсора и электронной схемы. Другим вопросом, не проясненным в работе, является возможность технологического отжига интегральной схемы вместе с нанесенным чувствительным слоем. Обычно бывает необходим отжиг при 700-800°С, который КМОП-схема едва ли сможет выдержать. Также неясен вопрос о стоимости такого изделия.
Платиновые нагреватели для термокаталитических сенсоров были предложены в работе [3].
В этой работе авторы исследовали отношения размеров мембраны и нагревателя на тепловые характеристики сенсора. Размеры нагревателя изменялись от 200×200 мкм до 570×570 мкм при фиксированном размере мембраны 1×1 и 2×2 мм. Мощность микронагревателя размером (200×200 мкм) равна 120 мВт при 450°С. Авторы [3] сообщают о стабильности нагревателя в течение 1000 часов при постоянном и пульсирующем нагреве, но не указывают ни величины дрейфа, ни технологии нанесения платинового нагревателя.
В настоящее время наиболее интересные результаты по минимизации мощности нагревателя были получены в работах [4, 5]. Микронагреватель в виде мостика был оптимизирован с точки зрения потребляемой мощности [4]. Микромостик получен травлением кремния с лицевой стороны в отличии от приборов, которые обсуждались ранее. При 450°С микронагреватель потребляет около 18 мВт, что в настоящий момент является мировым рекордом. Тем не менее, принимая во внимание очень малые размеры нагревателя (100×100 мкм), удельная мощность не так уж мала, это может влиять на стабильность сенсора. Указанная технология имеет ряд недостатков: мембрана находится слишком близко к дну полости (200 мкм) и соединена иглой с этим дном. К сожалению, авторы не приводят данных о стабильности, выходе годных и надежности представленных сенсоров. Тепловая инерция представленных сенсоров очень мала: время теплового отклика равно всего лишь 3 мс.
Систематические исследования топологии микромашинных нагревателей были выполнены в работах [6-8]. Топология была оптимизирована с использованием программы ISE SOLIDIS (ISE AG, Zurich (Switzerland)) с учетом результатов работы [1]. Для получения минимальной мощности мембрана должна быть больше нагревателя в 8-10 раз.
Исходным материалом для изготовления микронагревателей была 4-дюймовая пластина кремния р-типа ориентации (100), отполированная с двух сторон. На пластине было выращено 500 нм термического оксида кремния, затем с помощью LPCVD нанесен слой стехиометрического Si3N4 толщиной 150 нм, после этого - 500 нм оксида из TEOS (тетраэтоксисилана). С обратной стороны было вытравлено окно для освобождения мембраны. Платиновый нагреватель был нанесен с помощью напыления с испарением платины электронным лучом, в качестве адгезионного слоя использовался слой Cr, Ti или Та толщиной 5 нм.
Применение адгезионных слоев из перечисленных металлов пока не дало желаемого результата. Дело в том, что для формирования чувствительного слоя чип должен быть нагрет до 700-800°С в течение 15-60 мин, а его рабочая температура может достигать 500°С. При этой температуре металл адгезионного слоя окисляется, что приводит к отслаиванию платины.
При изготовлении полупроводниковых и термокаталитических газовых сенсоров в качестве нагревателей используются слои платины толщиной 100-200 нм, полученные методом магнетронного распыления. Применение платины для этих целей вызвано тем, что ни один другой материал (например, нихром, силициды металлов, поликристаллический кремний и т.д.) не обладает при использовании в виде тонкой пленки достаточной устойчивостью к окислению при долговременной, в течение нескольких лет, работе при рабочей температуре сенсора, равной 400-500°С.
Недостатком платины является ее плохая адгезия к поверхности диоксида кремния, который используется для изготовления микромашинных мембран низкопотребляющих сенсоров беспроводных систем газосигнализаторов.
Применение обычных для микроэлектроники адгезионных подслоев толщиной 10-20 нм, которые наносятся под слой платины, выполняются из титана, тантала, хрома и тому подобных металлов, не дает положительного эффекта, так как рабочая температура сенсора равна 400-500°С. При этой температуре адгезионный слой постепенно окисляется, что приводит к потере адгезии платины.
Предложенное решение включает создание адгезионных слоев, выполненных из смеси наноструктурированных диоксида кремния и платины, и обеспечивает, в частности, стабильность нагревателей в диапазоне рабочих температур 400-500°С.
Известно техническое решение: RU 2365403, МПК B01D 67/00; B01D 71/02; В82В 1/00. Заявка 2008130031/15, 21.07.2008. СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОПРОНИЦАЕМОЙ МЕМБРАНЫ.
Указанное решение включает фрагментарное нанесение на обе поверхности монокристаллической кремниевой пластины металлических покрытий, химически инертных в растворах фтористоводородной кислоты с окислителем. Пластину отжигают в условиях, обеспечивающих формирование омического контакта между нанесенным металлом и кремнием, а затем проводят процесс порообразования в кремнии путем обработки пластины в растворе, содержащем фтористоводородную кислоту, окислитель, вещество, способствующее восстановлению окислителя на поверхности металла, и поверхностно-активное вещество.
Однако присутствуют такие недостатки, как сложность процессов, недостаточная точность и надежность изготовления, недостаточная адгезия наносимых слоев к поверхности подложки, надежность при длительных сроках эксплуатации.
Также известно техническое решение: SU 1195849, МПК 5 H01L 21/28. Заявка 3737793/25, 07.05.1984. СПОСОБ СОЗДАНИЯ МНОГОСЛОЙНЫХ КОНТАКТНЫХ СИСТЕМ.
Сущность способа заключается в том, что при создании многослойных контактных систем, состоящих из базового слоя, из окисляемого металла и основного слоя, содержащего по крайней мере один неокисляемый металл, включающем ионное травление основного слоя в смеси кислорода и инертного газа через защитный слой из окисляемого металла и химическое травление базового и защитного слоев, перед химическим травлением с поверхности базового и защитного слоев удаляют окисленный слой ионным травлением в среде инертного газа.
Удаление окисленного слоя исключает большой растрав элементов рисунка при химическом травлении базового и защитного слоев, что обеспечивает высокую точность воспроизведения элементов при создании многослойных контактных систем. Удаление окисленного слоя именно ионным травлением в среде инертного газа разрешает проводить данную операцию в едином технологическом процессе создания многослойной контактной системы, включающем ионное травление основного слоя, что позволяет исключить нежелательные загрязнения посторонними примесями обрабатываемых пластин.
Недостатком данного способа является относительно высокая трудоемкость и сложность процессов, недостаточная точность и надежность изготовления, недостаточная адгезия наносимых слоев к подложке (основному слою), надежность при длительных сроках эксплуатации.
Известно также техническое решение: RU 2110112, МПК 6 H01L 21/033. Заявка 96112802/25, 18.06.1996. СПОСОБ ФОРМИРОВАНИЯ ПЛЕНОЧНЫХ ЭЛЕМЕНТОВ НА ОСНОВЕ ПЛАТИНЫ.
Сущность указанного решения: при формировании пленочных элементов на основе платины производят нанесение на подложку с бескислородным диэлектрическим покрытием металлооксидного адгезионного слоя и слоя платины, фотолитографическое выполнение конфигурации элементов. Адгезионный слой наносят распылением титана в кислородсодержащей плазме, начиная при соотношении давлений PO2 / р=0,3-0,4 и заканчивая при PO2 / р<0,2, где PO2 - давление кислорода, р - общее давление смеси. После нанесения слоя платины производят отжиг в вакууме до восстановления диоксида платины до платины и низших окислов, а после формирования конфигурации элементов подложку подвергают отжигу в кислородсодержащей среде.
Недостатком данного способа является относительно большое количество используемых материалов, в т.ч. тугоплавких, что вызывает необходимость использования многофункциональных и многопозиционных устройств для их нанесения, недостаточны адгезия наносимых слоев к подложке, надежность при длительных сроках эксплуатации. Указанное решение может рассматриваться в качестве прототипа к заявленному.
Технической задачей является повышение качества элементов, технологичности процессов, надежности при длительных сроках эксплуатации, адгезии наносимых слоев к подложке, что и обеспечивает в совокупности и взаимозависимости достигаемый технический результат.
Указанное обеспечивает предложенная совокупность существенных признаков.
Способ нанесения платиновых слоев на подложку, включающий предварительное формирование на поверхности из оксида и/или нитрида кремния промежуточного адгезионного слоя, причем адгезионный слой формируют из смеси нанокристаллов диоксида кремния и платины,
при этом
- адгезионный слой формируют толщиной 1-30 нанометров;
- адгезионный слой формируют одновременным магнетронным распылением из двух магнетронов с мишенями из платины и диоксида кремния, соответственно;
- адгезионный слой формируют магнетронным распылением с использованием платиновой мишени, часть поверхности которой закрывают пластиной из диоксида кремния;
- после формирования адгезионного слоя с поверхности мишени удаляют пластину из диоксида кремния, затем наносят основную часть платинового слоя магнетронным распылением платины;
- после формирования адгезионного слоя с мишенями из платины и диоксида кремния, соответственно, выключают магнетрон с мишенью из диоксида кремния и далее проводят нанесение основной части платинового слоя;
- нанесение платинового слоя проводят в смеси кислорода и инертного газа, содержащей 5-50 объемных % кислорода;
- после нанесения основной части платинового слоя производят стабилизирующий отжиг, для чего подложку помещают в печь, повышают температуру со скоростью не более 200°С в час до 650°С, затем выдерживают ее при 650°С в течение не менее 2 часов до полного разложения оксидов платины, затем температуру повышают со скоростью не более 200°С в час до 850°С, после чего выдерживают при 850°С в течение 2 часов и понижают температуру до комнатной со скоростью не более 200°С в час.
Предложенное решение поясняется иллюстрациями.
На фиг.1 показано поперечное сечение изделия, состоящего из нанесенных на подложку из кремния 1, покрытого слоем диоксида кремния 2, адгезионного слоя 3, состоящего из смеси нанокристаллов диоксида кремния и платины и слоя платины 4.
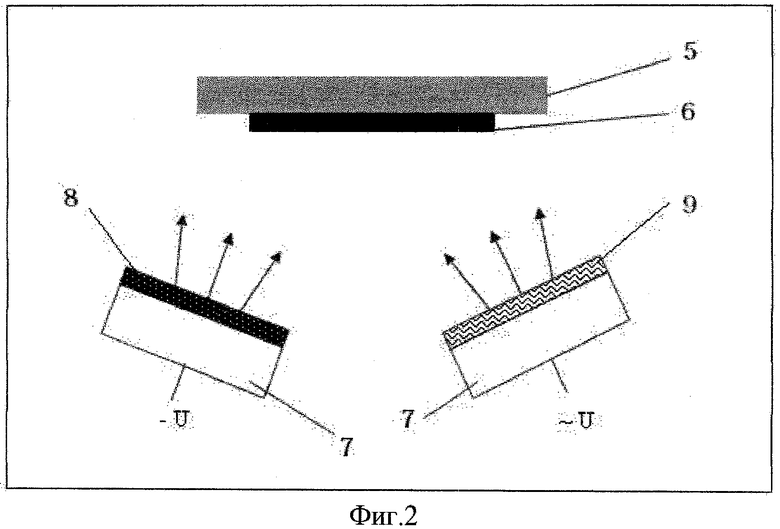
На фиг.2 показаны схематично операции согласно п.3 формулы - нанесение смеси нанокристаллов диоксида кремния и платины на поверхность подложки из кремния, покрытой диоксидом кремния 2 и закрепленной в подложкодержателе 5 посредством двух магнетронов 7, один из которых питается постоянным напряжением (-U) и снабжен мишенью из платины 8, а второй питается переменным высокочастотным напряжением (~U) и снабжен мишенью из диоксида кремния 9. Нанесение адгезионного слоя 3, состоящего из смеси нанокристаллов платины и диоксида кремния, происходит при одновременном распылении из обоих магнетронов 7, после нанесения адгезионного слоя один из магнетронов выключают и проводят нанесение слоя платины распылением мишени вторым магнетроном. Распыление платины и диоксида кремния происходит под действием бомбардировки ионами аргона (Ar+) при подаче газообразного аргона (Ar) в вакуумную камеру, содержащую все указанные выше элементы.
На фиг.3 показаны схематично операции, согласно п.4 формулы - нанесение смеси нанокристаллов диоксида кремния и платины на поверхность подложки из кремния, покрытой диоксидом кремния 2 и закрепленной в подложкодержателе 5 посредством магнетрона 7 с использованием мишени из платины 8, часть которой закрыта пластиной 10 из диоксида кремния. Распыление платины и диоксида кремния происходит под действием бомбардировки ионами аргона (Ar+) при подаче газообразного аргона (Ar) в вакуумную камеру, содержащую все указанные выше элементы.
Предложение поясняется графически.
На фиг.1 - поперечное сечение изделия.
На фиг.2 - схематическое изображение процесса в соответствии с п.3 формулы.
На фиг.3 - схематическое изображение процесса в соответствии с п.4 формулы.
Позициями на фиг.1-3 обозначены:
1 - кремниевая пластина;
2 - слой диоксида кремния;
3 - адгезионный слой из смеси нанокристаллов диоксида кремния и платины;
4 - слой платины;
5 - подложкодержатель;
6 - подложка*, включающая кремниевую пластину 1 и слой диоксида кремния 2;
7 - магнетрон;
8 - платиновая мишень, размещаемая на одном из магнетронов 7;
9 - мишень из диоксида кремния размещаемая на втором магнетроне 7;
10 - пластина из диоксида кремния (например, кольцевая), закрывающая часть платиновой мишени 8;
11 - кольцевая зона распыления платиновой мишени 8;
Ar+ - ионы аргона, бомбардирующие платиновую мишень 8.
* Пояснения:
Представленная на фиг.2 и 3 подложка 6 включает указанные на фиг.1 кремниевую пластину 1 и слой диоксида кремния 2.
В соответствии с поясняющими графическими материалами предложенная совокупность существенных признаков может быть конкретизирована соответствующими позициями на фигурах следующим образом.
Способ нанесения платиновых слоев 4 на кремниевую пластину 1, покрытую слоем диоксида кремния 2, включающий предварительное формирование промежуточного адгезионного слоя 3, причем адгезионный слой формируют из смеси нанокристаллов диоксида кремния и платины,
при этом
- адгезионный слой 3 формируют одновременным магнетронным распылением из двух магнетронов 7 с мишенями из платины 8 и диоксида кремния 9, соответственно;
- адгезионный слой 3 формируют магнетронным распылением с использованием платиновой мишени 8, часть поверхности которой закрывают кольцевой пластиной из диоксида кремния 10;
- после формирования адгезионного слоя 3 с поверхности мишени 8 удаляют кольцевую пластину из диоксида кремния 10, затем наносят основную часть платинового слоя 4 магнетронным распылением платины;
- после формирования адгезионного слоя 3 одновременным магнетронным распылением мишеней из платины и диоксида кремния из двух магнетронов 7 выключают магнетрон 7 с мишенью из диоксида кремния 9, далее проводят нанесение основной части 4 платинового слоя;
- формирование платинового слоя 4 проводят в смеси кислорода и инертного газа, например (Ar), содержащей 5-50 объемных % кислорода,
Осуществление предложенного способа происходит следующим образом.
В герметичный, вакуумированный объем помещают два магнетрона 7 с платиновой мишенью 8 и с мишенью диоксида кремния 9 (фиг.2) либо магнетрон 7 (фиг.3) с мишенью из платины 8, часть которой закрыта кольцевой пластиной из диоксида кремния 10.
Подают в указанный объем смесь кислорода и инертного газа, например (Ar), на магнетрон подают переменное и/или постоянное напряжение U.
Одновременным распылением платины и диоксида кремния формируют адгезионный слой 3, состоящий из смеси нанокристаллов платины и диоксида кремния.
После формирования адгезионного слоя выключают магнетрон 7 с мишенью из диоксида кремния 9 и проводят формирование основной части платинового слоя (4).
В случае использования одного магнетрона (фиг.3) после формирования адгезионного слоя 3 выключают магнетрон, разгерметизируют вакуумную камеру, наполняют ее воздухом, удаляют с поверхности платиновой мишени кольцевую пластину из диоксида кремния 10. Затем герметизируют и вакуумируют камеру, включают магнетрон 7 и проводят формирование основной части платинового слоя 4.
После формирования платинового слоя разгерметизируют вакуумную камеру, наполняют ее воздухом, снимают с подложкодержателя 5 подложку 6 со сформированным платиновым слоем 4 и проводят стабилизирующий отжиг полученного платинового слоя.
Стабилизирующий отжиг проводят на воздухе с использованием следующего режима. Подложку со слоем платины помещают в печь, повышают температуру со скоростью не более 200°С в час до 650°С, затем выдерживают ее при 650°С в течение не менее 2 часов до полного разложения оксидов платины, потом температуру повышают со скоростью не более 200°С в час до 850°С, после чего выдерживают при 850°С в течение 2 часов и понижают температуру до комнатной со скоростью не более 200°С в час.
Источники информации
1. J.H.Kim, J.S.Sung, A.A.Vasiliev, et al. Propane/butane semiconductor gas sensor with low power consumption. Sensors and Actuators, В 44, 1997, p.452.
2. M.Graf, A.Gurlo, N.Barsan, U.Weimar, A.Hierlemann. Microfabricated gas sensor systems with sensitive nanocrystalline metal-oxide films. Journal of Nanoparticle Research, 2006, 8, p.823.
3. S.M.Lee, D.C.Dyer, J.W.Gardner. Design and optimisation of a high-temperature silicon micro-hotplate for nanoporous palladium pellistors. Microelectronics Journal, v.34, 2003, p.115.
4. C.Ducsa, M.Adam, P.Furjes, et al. Explosion-proof monitoring of hydrocarbons by mechanically stabilized, integrable calorimetric microsensors. Sensors and Actuators В 95, 2003, p.189.
5. P.Furjes, Cs.Ducso, I.Barsony et al. Thermal characterization of a direction dependent flow sensor. Sensors and Actuators, A, 115, 2004, p.417.
6. Vasiliev A.A., Pisliakov A.V., Zen M., et al. Membrane - type Gas Sensor with Thick Film Sensing Layer: Optimization of Heat Losses. Eurosensors XIV, Denmark, 2000, p.379.
7. D.Vincenzi, M.A.Butturi, V.Guidi, M.C. et al. Development of a low-power thick-film gas sensor deposited by screen-printing technique onto a micromachined hotplate. Sensors and Actuators, В 77, 2001, p.95.
8. A.A.Vasiliev, R.G.Pavelko, X.Vilanova, et al. Micromachined thermocatalytic gas sensor with improved selectivity based on Pd/Pt doped YSZ material. 11th International Meeting on Chemical Sensors, Brescia, Italy, 2006, p.127.
| название | год | авторы | номер документа |
|---|---|---|---|
| МИКРОНАГРЕВАТЕЛЬ ДЛЯ ПОЛУПРОВОДНИКОВОГО ХИМИЧЕСКОГО ГАЗОВОГО СЕНСОРА | 2022 |
|
RU2797145C1 |
| Термокаталитический сенсор на основе керамической МЭМС платформы и способ его изготовления | 2021 |
|
RU2770861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ПОЛУПРОВОДНИКОГО ГАЗОВОГО СЕНСОРА | 2006 |
|
RU2319953C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛЕНОЧНЫХ ЭЛЕМЕНТОВ НА ОСНОВЕ ПЛАТИНЫ | 1996 |
|
RU2110112C1 |
| ТВЕРДОТЕЛЬНЫЙ ГАЗОВЫЙ СЕНСОР | 1996 |
|
RU2102735C1 |
| ТВЕРДОТЕЛЬНЫЙ ГАЗОВЫЙ СЕНСОР | 1996 |
|
RU2100801C1 |
| ПЛАТИНОВАЯ РЕЗИСТИВНАЯ ПАСТА | 2022 |
|
RU2792330C1 |
| Полупроводниковый датчик состава газов и способ его изготовления | 1990 |
|
SU1797027A1 |
| Способ изготовления газоаналитического мультисенсорного чипа на основе наностержней оксида цинка | 2019 |
|
RU2732800C1 |
| ГАЗОЧУВСТВИТЕЛЬНЫЙ ТОЛСТОПЛЕНОЧНЫЙ ДАТЧИК | 1994 |
|
RU2098806C1 |


Изобретение относится к электронной технике и может быть использовано в процессах формирования пленочных элементов микроэлектронных устройств. Сущность изобретения: в способе нанесения платиновых слоев на подложку, включающем предварительное формирование на поверхности из оксида и/или нитрида кремния промежуточного адгезионного слоя из смеси нанокристаллов диоксида кремния и платины. Промежуточный адгезионный слой может быть сформирован толщиной 1-30 нанометров одновременным магнетронным распылением из двух магнетронов с мишенями из платины и диоксида кремния, соответственно. Изобретение обеспечивает повышение качества элементов, технологичности процессов, надежности при длительных сроках эксплуатации, адгезии наносимых слоев к подложке. 7 з.п. ф-лы, 3 ил.
1. Способ нанесения платиновых слоев на подложку, включающий предварительное формирование на поверхности из оксида и/или нитрида кремния промежуточного адгезионного слоя, отличающийся тем, что адгезионный слой формируют из смеси нанокристаллов диоксида кремния и платины.
2. Способ по п.1, отличающийся тем, что адгезионный слой формируют толщиной 1-30 нм.
3. Способ по п.1, отличающийся тем, что адгезионный слой формируют одновременным магнетронным распылением из двух магнетронов с мишенями из платины и диоксида кремния, соответственно.
4. Способ по п.1, отличающийся тем, что адгезионный слой формируют магнетронным распылением с использованием платиновой мишени, часть поверхности которой закрывают пластиной из диоксида кремния.
5. Способ по п.4, отличающийся тем, что после формирования адгезионного слоя с поверхности мишени удаляют пластину из диоксида кремния и после этого наносят основную часть платинового слоя магнетронным распылением платины.
6. Способ по п.3, отличающийся тем, что после формирования адгезионного слоя с мишенями из платины и диоксида кремния, соответственно, выключают магнетрон с мишенью из диоксида кремния и после этого проводят нанесение основной части платинового слоя.
7. Способ по п.1, отличающийся тем, что нанесение платинового слоя проводят в смеси кислорода и инертного газа, содержащей 5-50 об.% кислорода.
8. Способ по п.5 или 6, отличающийся тем, что после нанесения основной части платинового слоя производят стабилизирующий отжиг, для чего подложку помещают в печь, повышают температуру со скоростью не более 200°С в час до 650°С, затем выдерживают ее при 650°С в течение не менее 2 ч до полного разложения оксидов платины, затем температуру повышают со скоростью не более 200°С в час до 850°С, после чего выдерживают при 850°С в течение 2 ч и понижают температуру до комнатной со скоростью не более 200°С в час.
| СПОСОБ ФОРМИРОВАНИЯ ПЛЕНОЧНЫХ ЭЛЕМЕНТОВ НА ОСНОВЕ ПЛАТИНЫ | 1996 |
|
RU2110112C1 |
| Способ нанесения платинового покрытия | 1973 |
|
SU510532A1 |
| US 7060615 B2, 13.06.2006 | |||
| US 6054331 А, 25.04.2000 | |||
| US 4952904 А, 28.08.1990 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Запоминающее устройство с обнаружением одиночных ошибок | 1979 |
|
SU855738A1 |
| KR 20040102539 A, 08.12.2004. | |||

