Изобретение относится к способам обработки металлов давлением и может быть использовано в различных отраслях машиностроения для получения изделий с отбортованными отверстиями.
Известен способ получения отбортованных отверстий, заключающийся в том, что одновременно формуют в зоне расположения отверстия углубление и утолщение вокруг него, прилагая усилия с противоположных сторон, затем удаляют перемычку, образуя сквозное отверстие, после чего осуществляют окончательную отбортовку 1.
Недостатком способа является то, что при направлении усилий пробивки отверстия и его отбортовки совпадают микротрещины, возникающие при пробивке, и не удаляются из зоны максимальных деформаций, что влечет за собой снижение стойкости и долговечности отбортованных участков получаемых изделий.
Наиболее близким к изобретению по существенным признакам и достигаемому эффекту является способ образования отбортованных отверстий путем пробивки отверстия, предварительной отбортовки и окончательной отбортовки с увеличением диаметра и высоты борта 2.
Недостатком известного способа также является недостаточная стойкость и надежность отбортованных участков, так как и в этом случае не удаляются микротрещины, возникающие при пробивке.
Цель изобретения - повыщение качества и надежности отбортованных участков путем предотвращения образования микротрещин на кромках отверстий.
Цель достигается тем, что согласно способу получения отбортованных отверстий путем пробивки отверстия, предварительной отбортовки и окончательной отбортовки с увеличением диаметра и высоты борта, предварительное образование борта производят одновременно с пробивкой отверстия, борт образуют со стороны, противоположной приложению усилий пробивки, усилия окончательной отбортовки прилагают со стороны предварительно полученного борта и при этом предварительно полученный борт выравнивают.
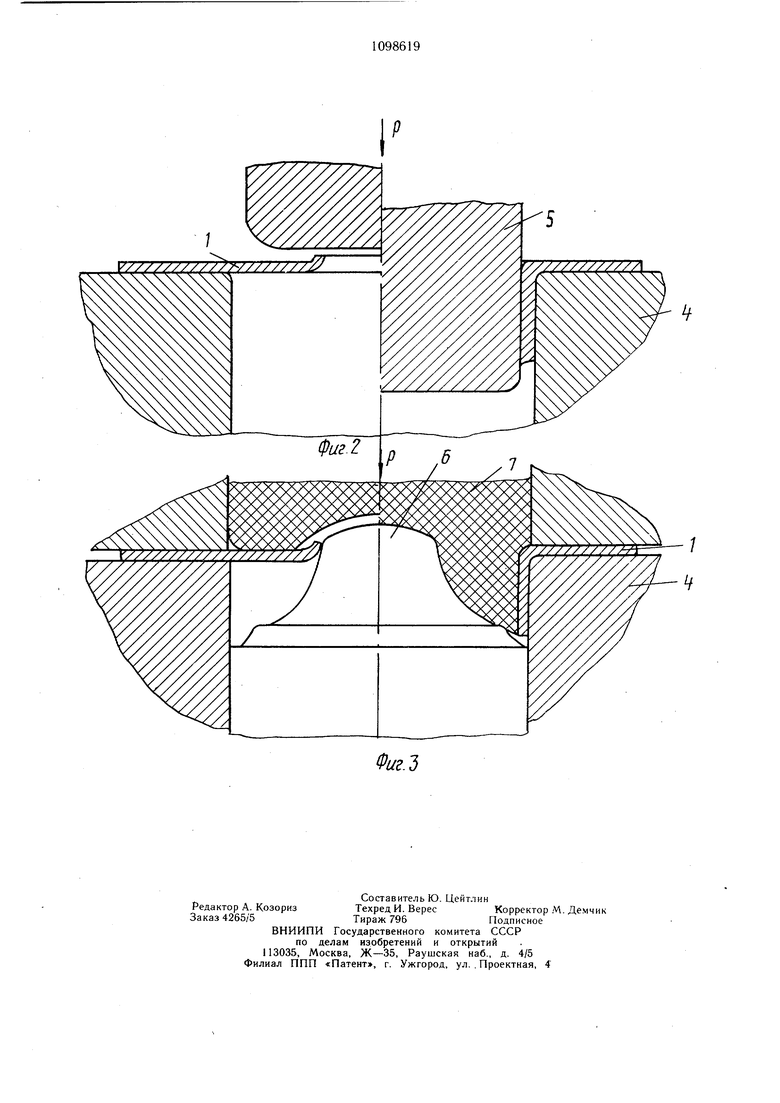
На фиг. 1 показана заготовка перед наQ чалом обработки (слева) и после пробивки предварительного образования борта (справа) и инструмент для осуществления этих операций; на фиг. 2 - окончательная отбортовка жесткими матрицей и пуансоном; на фиг. 3 - то же, жесткой матрицей и
5 эластичным пуансоном.
Пример I. Заготовку 1 из латуни Л62 толщиной 1,5 мм и диаметром 200 мм помещают на матрицу 2 для пробивки с кантовкой для формирования борта, а пуансоном 3 диаметром 40 мм формуют ребро, являющееся предварительным бортом. Затем заготовку 1 устанавливают на матрицу 4 для окончательной отбортовки, повернув отформованным ребром навстречу жестко.му пуансону 5, и, прилагая усилия со стороны
5 предварительно полученного борта, производят окончательную отбортовку. Высота борта 32 мм, диа.метр отбортованного отверстия 100 мм.
Пример 2. Заготовку 1 с предварительно пробитым и отбортованным отверстием (от0 формованным ребром) устанавливают на матрице 4, в отверстие матрицы помещают вставку 6 и производят окончательную отбортовку эластичным пуансоном 7.
Эффект от использования предлагаемого способа заключается в уменьшении количества деталей, идущих в брак в связи с разрывом отбортованных участков, и в повышении качества и надежности последних.
fej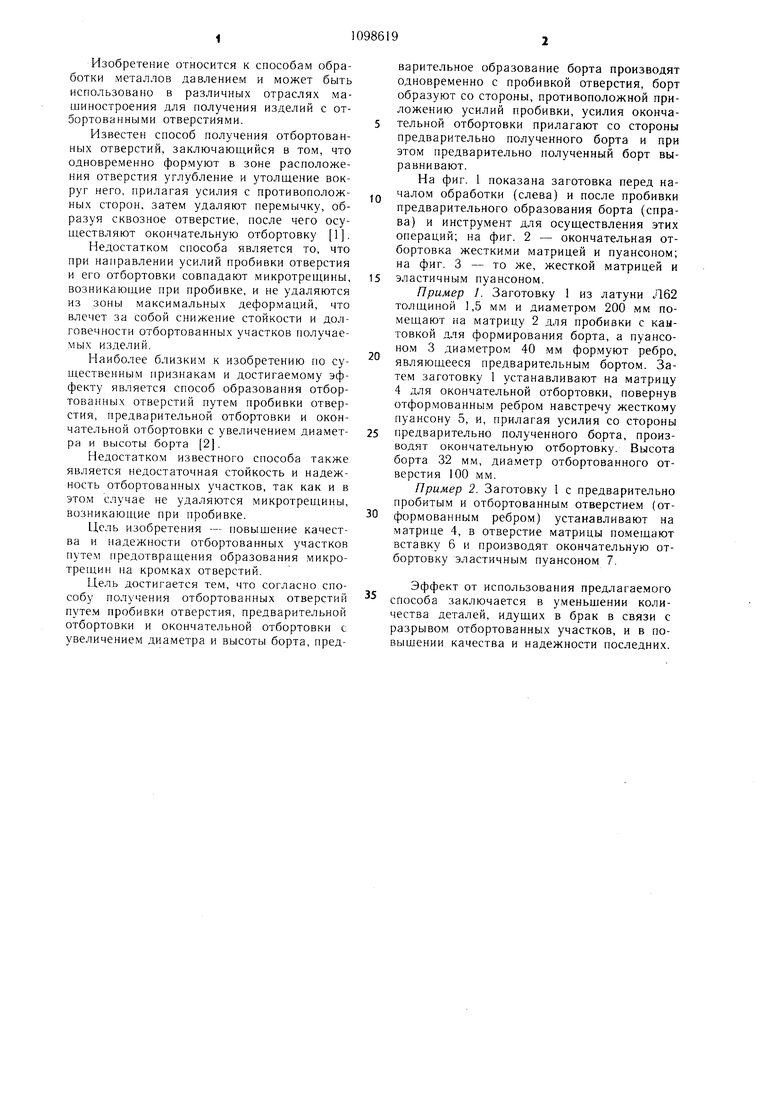
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
| Способ штамповки колец из листа | 1980 |
|
SU902913A1 |
| Штамп совмещенного действия | 1991 |
|
SU1814577A3 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| Способ получения отверстий в заготовках и одновременного образования борта | 1975 |
|
SU721169A1 |
СПОСОБ ПОЛУЧЕНИЯ ОТБОРТОВАННЫХ ОТВЕРСТИЙ путем пробивки отверстия, предварительной отбортовки и окончательной отбортовки с увеличением диаметра и высоты борта, отличающийся те.м, что, с целью повышения качества и надежности отбортованных участков путем предотвращения образования микротрещин на кромках отверстий, предварительное образование борта производят одновременно с пробивкой отверстия, борт образуют со стороны, противоположной приложению уси. -ЛИЙ пробивки, усилия окончательной отбортовки прилагают со стороны предварительно полученного борта и при этом предварительно полученный борт выравнивают. СО 00 О5 СО te/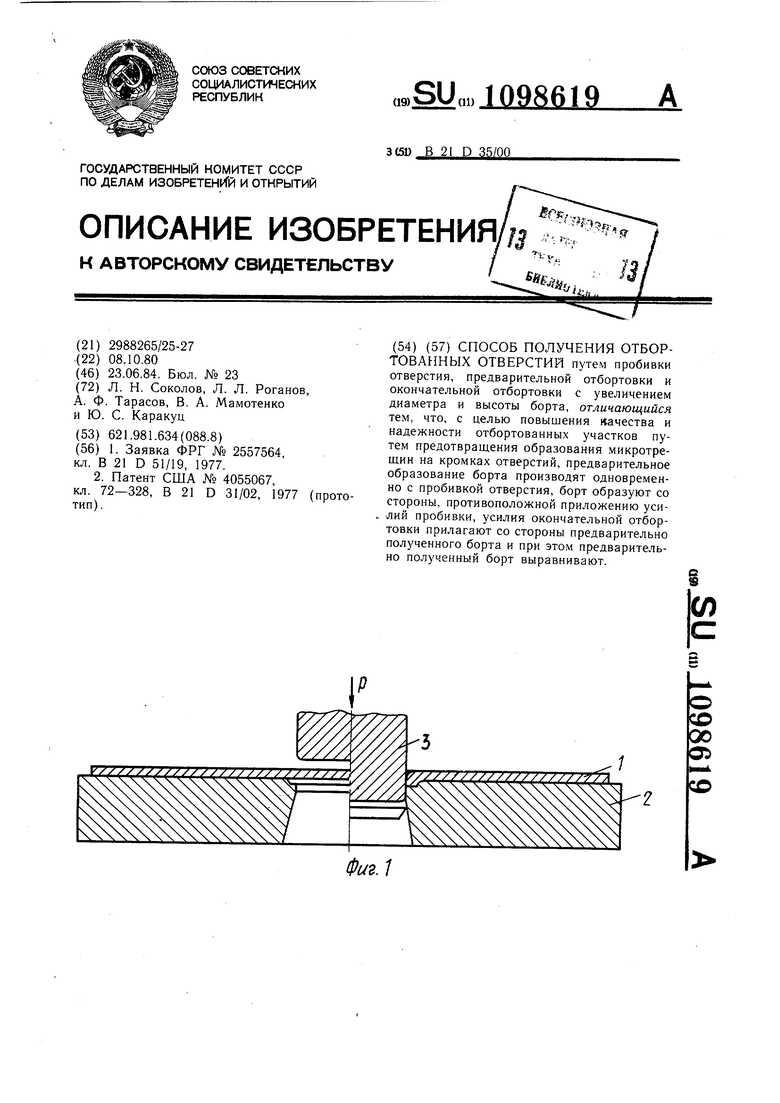
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ БЕССТОЧНОГО ВОДОСНАБЖЕНИЯ ЛИТЕЙНО-ПРОКАТНОГО КОМПЛЕКСА | 2014 |
|
RU2557564C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4055067, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
