Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Целью изобретения является повышение качества металла.
На фиг. 1 представлена блок-схема устройства управления режимом работы двухвалкового кристаллизатора; на фиг. 2 - блок-схема функционального преобразовате(H/R). Этот сигнал поступает на вход функционального преобразователя 4, где вырабатывается сигнал, пропорциональный значению arcsin (H/R). Сформированный сигнал поступает на вход блока 5 деления.
Измеритель 9 измеряет зазор б между бочками роликов и выдает соответствующий сигнал на вход квадратора 10, где.вь раба- тывается сигнал, пропорциональный б .
В блоке 5 деления вырабатывается упля; на фиг. 3 - расчетная схема для опре- 10 равляющий сигнал, который пропорционален
деления отношения.
(H/R). Этот сигнал поступает на вход функционального преобразователя 4, где вырабатывается сигнал, пропорциональный значению arcsin (H/R). Сформированный сигнал поступает на вход блока 5 деления.
Измеритель 9 измеряет зазор б между бочками роликов и выдает соответствующий сигнал на вход квадратора 10, где.вь раба- тывается сигнал, пропорциональный б .
В блоке 5 деления вырабатывается употношению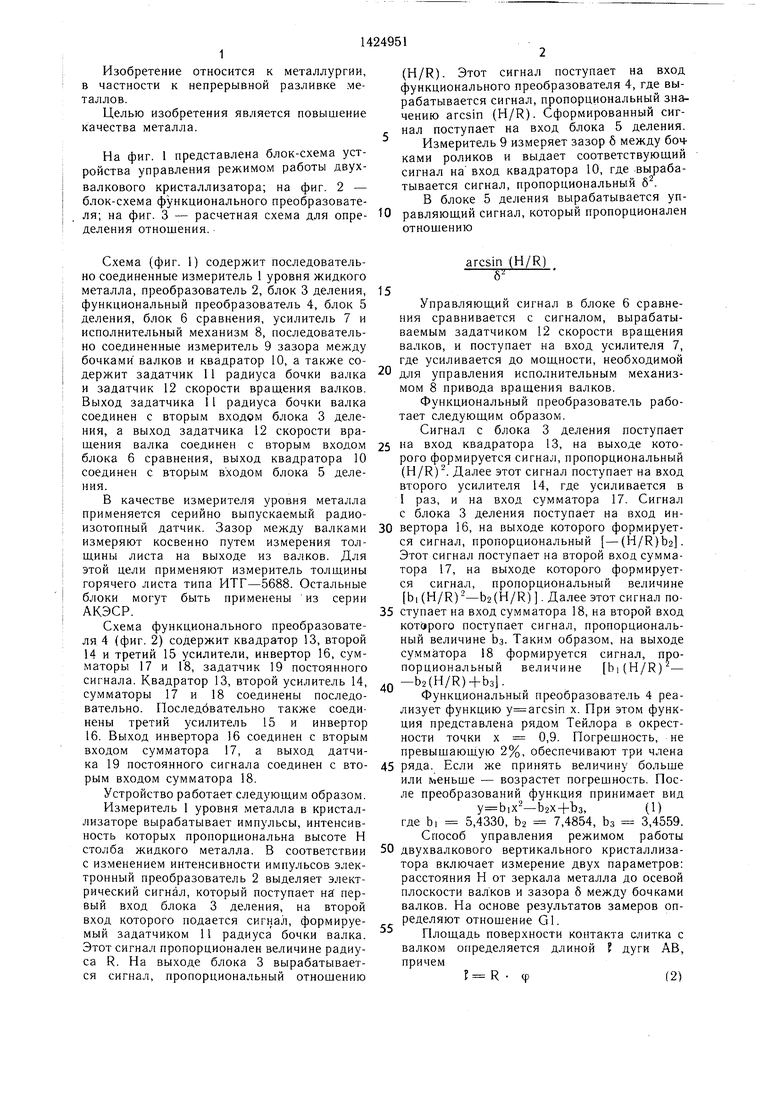
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство для автоматического контроля износа валков клетей непрерывной группы прокатного стана | 1982 |
|
SU1060264A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1433633A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Устройство для управления приводом робота | 1990 |
|
SU1781027A1 |
Изобретение относится к области металлургии, в частности к непрерывной разливке металлов, и предназначено для управления режимом работы двухвалкового вертикального кристаллизатора. Цель - повышение качества металла за счет снижения его пораженности трещинами. Способ включает измерение зазора б между бочками валков и регулирование скорости вращения валков. Новизна способа заключается в том, что дополнительно измеряют расстояние Н от зеркала металла до осевой плоскости ва.пков, определяют отношение arcsin H/R/б; где R - радиус бочки валка, и при увеличении этого отношения скорость вращения валков увеличивают, а при снижении - уменьшают. Устройство для осуществления способа содержит последовательно соединенные измеритель 1 уровня жидкого металла в кристаллизаторе; преобразователь 2 и блок 3 деления, а также последовательно соединенные блок 6 сравнения, усилитель 7 и исполнительный механизм 8. Новизна устройства заключается в том, что оно дополнительно содержит последовательно соединенные измеритель 9 зазора между точками валков, квадратор 10 и второй блок 5 де.тения, а также задатчик 11 радиуса бочки валка, за.г,атчик 12 скорости вращения валков и функциональный преобразователь 4, причем вы.ход задатчика радиуса бочки валка соединен с вторым входом первого блока деления, выход которого со единен с входом функционального преобразователя, выход которого соединен с вторым входом второго блока деления, выход которого соединен с входом блока сравнения, второй вход которого соединен с выходом задатчика скорости вращения валков. 1 с.п., 1 з.п. ф-лы, 3 ил. 1C (Л to ос сд .1
Схема (фиг. 1) содержит последовательно соединенные измеритель 1 уровня жидкого металла, преобразователь 2, блок 3 деления, функциональный преобразователь 4, блок 5 деления, блок 6 сравнения, усилитель 7 и исполнительный механизм 8, последовательно соединенные измеритель 9 зазора между бочками валков и квадратор 10, а также содержит задатчик 11 радиуса бочки валка и задатчик 12 скорости вращения валков. Выход задатчика 11 радиуса бочки валка соединен с вторым входом блока 3 деления, а выход задатчика 12 скорости вращения валка соединен с вторым входом блока 6 сравнения, выход квадратора 10 соединен с вторым в ходом блока 5 деления.
В качестве измерителя уровня металла применяется серийно выпускаемый радиоизотопный датчик. Зазор между валками измеряют косвенно путем измерения толщины листа на выходе из валков. Для этой цели применяют измеритель толщины горячего листа типа ИТГ-5688. Остальные блоки могут быть применены из серии АКЭСР.
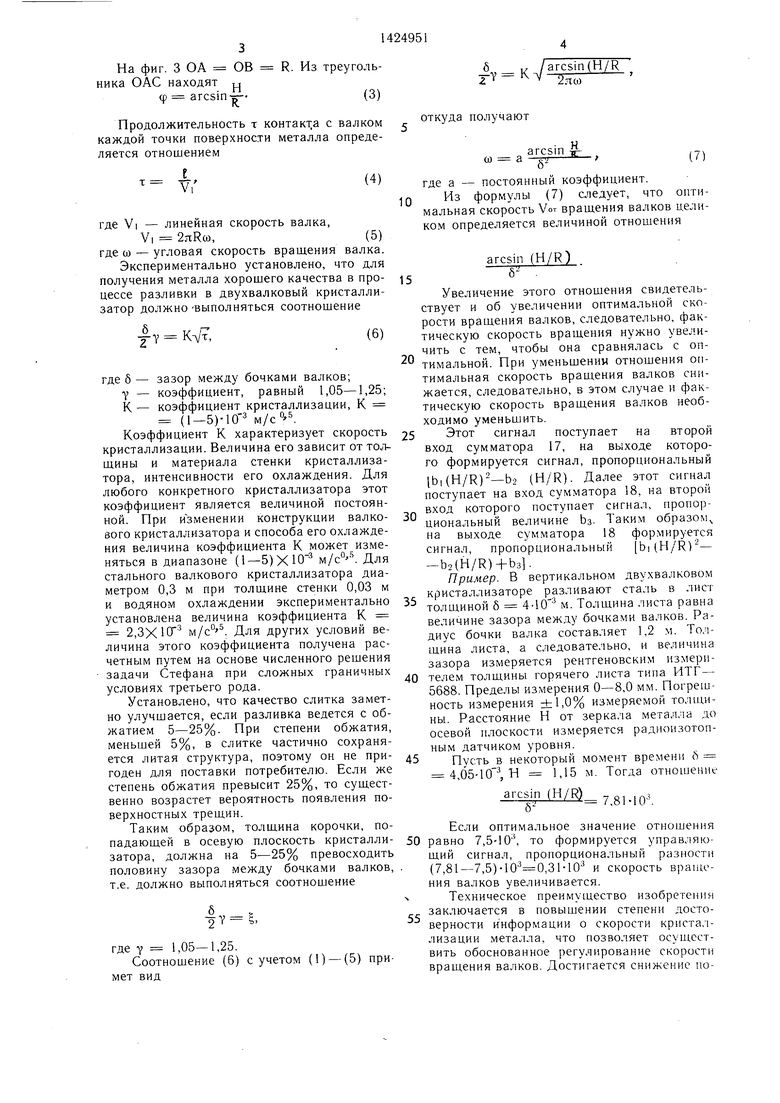
Схема функционального преобразователя 4 (фиг. 2) содержит квадратор 13, второй 14 и третий 15 усилители, инвертор 16, сумматоры 17 и 18, задатчик 19 постоянного сигнала. Квадратор 13, второй усилитель 14, сумматоры 17 и 18 соединены последовательно. Последовательно также соединены третий усилитель 15 и инвертор 16. Выход инвертора 16 соединен с вторым входом сумматора 17, а выход датчика 19 постоянного сигнала соединен с вторым входом сумматора 18.
Устройство работает следующим образом.
Измеритель 1 уровня металла в кристаллизаторе вырабатывает импульсы, интенсивность которых пропорциональна высоте Н столба жидкого металла. В соответствии с изменением интенсивности импульсов электронный преобразователь 2 выделяет электрический сигнал, который поступает на первый вход блока 3 деления, на второй вход которого подается сигнал, формируемый задатчиком 11 радиуса бочки валка. Этот сигнал пропорционален величине радиуса R. На выходе блока 3 вырабатывается сигнал, пропорциональный отношению
arcsin (H/R)
Управляющий сигнал в блоке 6 сравнения сравнивается с сигналом, вырабатываемым задатчиком 12 скорости вращения валков, и поступает на вход усилителя 7, где усиливается до мощности, необходимой
0 для управления исполнительным механизмом 8 привода вращения валков.
Функциональный преобразователь работает следующим образом.
Сигнал с блока 3 деления поступает
5 на вход квадратора 13, на выходе которого формируется сигнал, пропорциональный (H/R). Далее этот сигнал поступает на вход второго усилителя 14, где усиливается в I раз, и на вход сумматора 17. Сигнал с блока 3 деления поступает на вход ин0 вертора 16, на выходе которого формируется сигнал, пропорциональный -(H/R}b2. Этот сигнал поступает на второй вход сумматора 17, на выходе которого формируется сигнал, пропорциональный величине Ь| (H/R)--b2(H/R). Далее этот сигнал по5 ступает на вход сумматора 18, на второй вход которого поступает сигнал, пропорциональный величине Ьз. Таким образом, на выходе сумматора 18 формируется сигнал, пропорциональный величине bi(H/R) - -b2(H/R)+b3l.
Функциональный преобразователь 4 реализует функцию y arcsin х. При этом функция представлена рядом Тейлора в окрестности точки X 0,9. Погрешность, не превыщающую 2%, обеспечивают три члена
5 ряда. Если же принять величину больще или меньше - возрастет погрешность. После преобразований функция принимает вид
y blX- -Ь2Х+Ъз,(1)
где bi 5,4330, b2 7,4854, Ьз 3,4559. Способ управления режимом работы 0 двухвалкового вертикального кристаллизатора включает измерение двух параметров: расстояния Н от зеркала металла до осевой плоскости валков и зазора б между бочками валков. На основе результатов замеров определяют отношение G1.
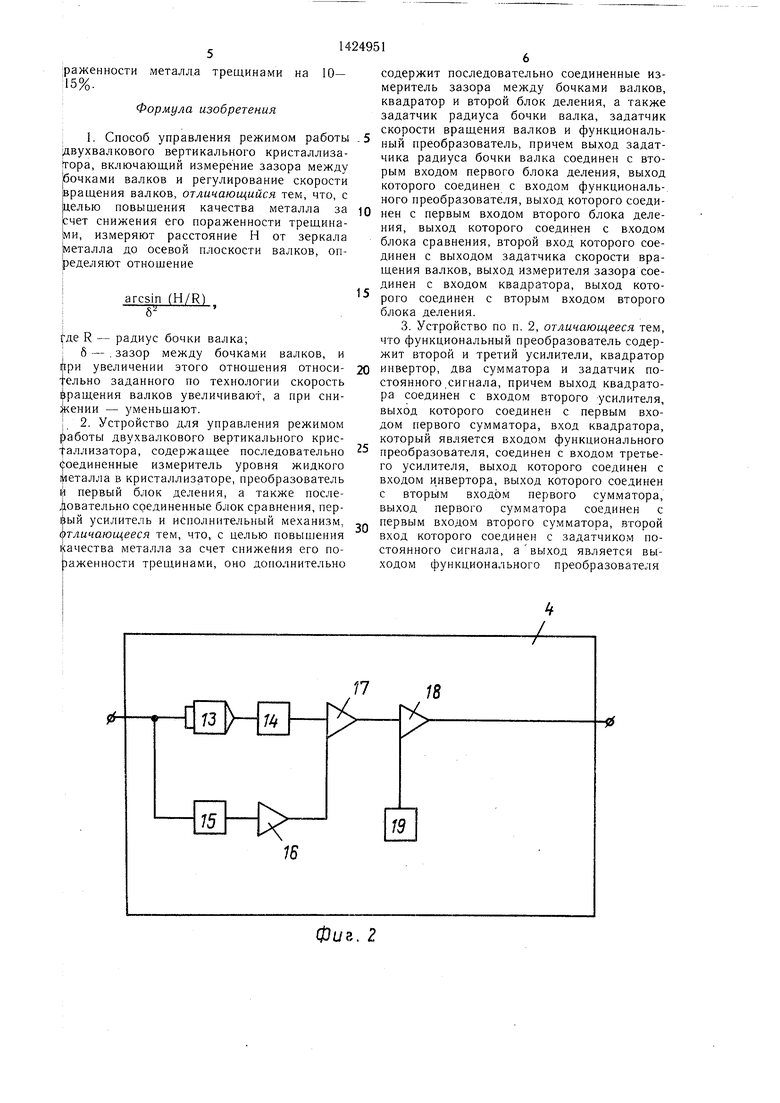
Площадь поверхности контакта слитка с валком определяется длиной f дуги АВ, причем
R Ф(2)
5
На фиг. 3 ОА OB ника ОАС находят и ф arcsin-p
Продолжительность т контак 1;а с валком каждой точки поверхности металла определяется отношением
Е
- V,
где Vi - линейная скорость валка,
V: 2nRcu,(5)
где 0) - угловая скорость вращения валка. Экспериментально установлено, что для получения металла хорошего качества в процессе разливки в двухвалковый кристаллизатор должно ВЫПОЛНЯТЬСЯ соотношение
7 Кл/7,
где б - зазор между бочками валков;
7 - коэффициент, равный 1,05-1,25;
К - коэффициент кристаллизации, К (1-5)-10 2 м/с°
Коэффициент К характеризует скорость кристаллизации. Величина его зависит от TOji- щины и материала стенки кристаллизатора, интенсивности его охлаждения. Для любого конкретного кристаллизатора этот коэффициент является величиной постоянной. При изменении конструкции валкового кристаллизатора и способа его охлаждения величина коэффициента К может изменяться в диапазоне (1-5)Х10 . Для стального валкового кристаллизатора диаметром 0,3 м при толщине стенки 0,03 м и водяном охлаждении экспериментально установлена величина коэффициента К 2,3X10 . Для других условий величина этого коэффициента получена расчетным путем на основе численного решения задачи Стефана при сложных граничных условиях третьего рода.
Установлено, что качество слитка заметно улучшается, если разливка ведется с обжатием 5-25%. При степени обжатия, меньшей 5%, в слитке частично сохраняется литая структура, поэтому он не пригоден для поставки потребителю. Если же степень обжатия превысит 25%, то существенно возрастет вероятность появления поверхностных трещин.
Таким образом, толщина корочки, попадающей в осевую п.юскость кристаллизатора, должна на 5-25% превосходить половину зазора между бочками валков, т.е. должно выполняться соотнощение
IT 6,
где 7 1,05-1,25.
Соотнощение (6) с учетом (1) - (5) примет вид
б /a csinlH
I V Огг,.
2ям
откуда получают
,(7)
где а - постоянный коэффициент. Q Из формулы (7) следует, что оптимальная скорость VOT вращения валков целиком определяется величиной отношения
15
а resin (H/R) б .
,
30
35
Увеличение этого отношения свидетельствует и об увеличении оптимальной скорости вращения валков, следовательно, фактическую скорость вращения нужно увеличить с тем, чтобы она сравнялась с оп тимальной. При уменьшении отношения оптимальная скорость вращения валков снижается, следовательно, в этом случае и фактическую скорость вращения валков необходимо уменьшить.
25 Этот сигнал поступает на второй вход сумматора 17, на выходе которого формируется сигнал, пропорциональный lbi(H/R)-bo (H/R). Далее этот сигнал поступает на вход сумматора 18, на второй вход которого поступает сигнал, пропорциональный величине Ьз. Таким образом на выходе сумматора 18 формируется сигнал, пропорциональный bi(H/R) -
-b2(H/R)+b3.
Пример. В вертикальном двухвалковом кристаллизаторе разливают сталь в лист толщиной б м. Толщина листа равна величине зазора между бочками валков. Радиус бочки валка составляет 1,2 м. Толщина листа, а следовательно, и величина зазора измеряется рентгеновским измери40 телем толщины горячего листа типа ИТГ- 5688. Пределы измерения 0-8,0 мм. norpeiu- ность измерения ±1,0% измеряемой толщины. Расстояние Н от зеркала металла до осевой плоскости измеряется радиоизотопным датчиком уровня.
45 Пусть в некоторый момент времени 6 4,65-10, Н 1,15 м. Тогда отношение
.8MO
Если оптимальное значение отношения 50 равно 7,5-10, то формируется управляющий сигнал, пропорциональный разности (7,81-7,5),31-10 и скорость вращения валков увеличивается.
NТехническое преимущество изобретения
заключается в повышении степени достоверности информации о скорости кристаллизации металла, что позволяет осуществить обоснованное регулирование скорости вращения валков. Достигается снижение пораженности15%.
металла трещинами на 10-
Формула изобретения
arcsin (H/R)
:б
1|-де R - радиус бочки валка;
: б - .зазор между бочками валков, и
Ари увеличении этого отношения относи{ельно заданного по технологии скорость
ращения валков увеличивают, а при - уменьшают.
|Ьаботы двухвалкового вертикального крис3. Устройство по п. 2, отличающееся тем, что функциональный преобразователь содержит второй и третий усилители, квадратор инвертор, два сумматора и задатчик постоянного,сигнала, причем выход квадратора соединен с входом второго усилителя, выход которого соединен с первым входом первого сумматора, вход квадратора, который является входом функционального
20
|аллизатора, содержащее последовательно 25 преобразователя, соединен с входом третьеСоединенные измеритель уровня жидкого металла в кристаллизаторе, преобразователь i|i первый блок деления, а также после- ,|ювательно соединенные блок сравнения, пер- усилитель и исполнительный механизм, Отличающееся тем, что, с целью повышения качества металла за счет снижения его по- Ьаженности трещинами, оно дополнительно
Фиг. 2
содержит последовательно соединенные измеритель зазора между бочками валков, квадратор и второй блок деления, а также задатчик радиуса бочки валка, задатчик скорости вращения валков и функциональ ный преобразователь, причем выход задат- чика радиуса бочки валка соединен с вторым входом первого блока деления, выход которого соединен с входом функционального преобразователя, выход которого соеди0 нен с первым входом второго блока деления, выход которого соединен с входом блока сравнения, второй вход которого соединен с выходом задатчика скорости вращения валков, выход измерителя зазора соединен с входом квадратора, выход которого соединен с вторым входом второго блока деления.
5
0
5 преобразователя, соединен с входом третье
го усилителя, выход которого соединен с входом инвертора, выход которого соединен с вторым входом первого сумматора, выход первого сумматора соединен с первым входом второго сумматора, второй вход которого соединен с задатчиком постоянного сигнала, а выход является выходом функционального преобразовате; я
Г
/
/8
-0
Фаг. J
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
