11378969
Изобретение относится к прокатно
му производству и может быть использовано на мелкосортном стане, оборудованном холодильником и установкой для термического упрочнения проката с прокатного нагрева в потоке стана.
Цель изобретения - расширение функциональных возможностей устройства за счет выравнивания передних торцов полос различной длины.
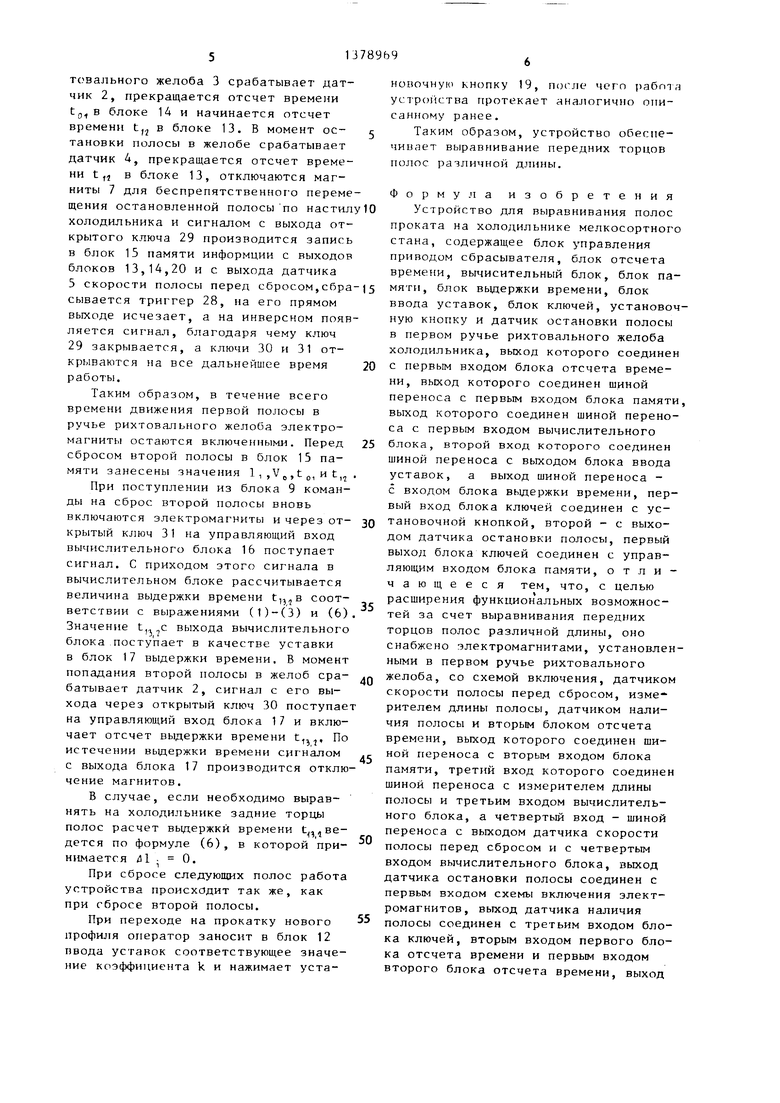
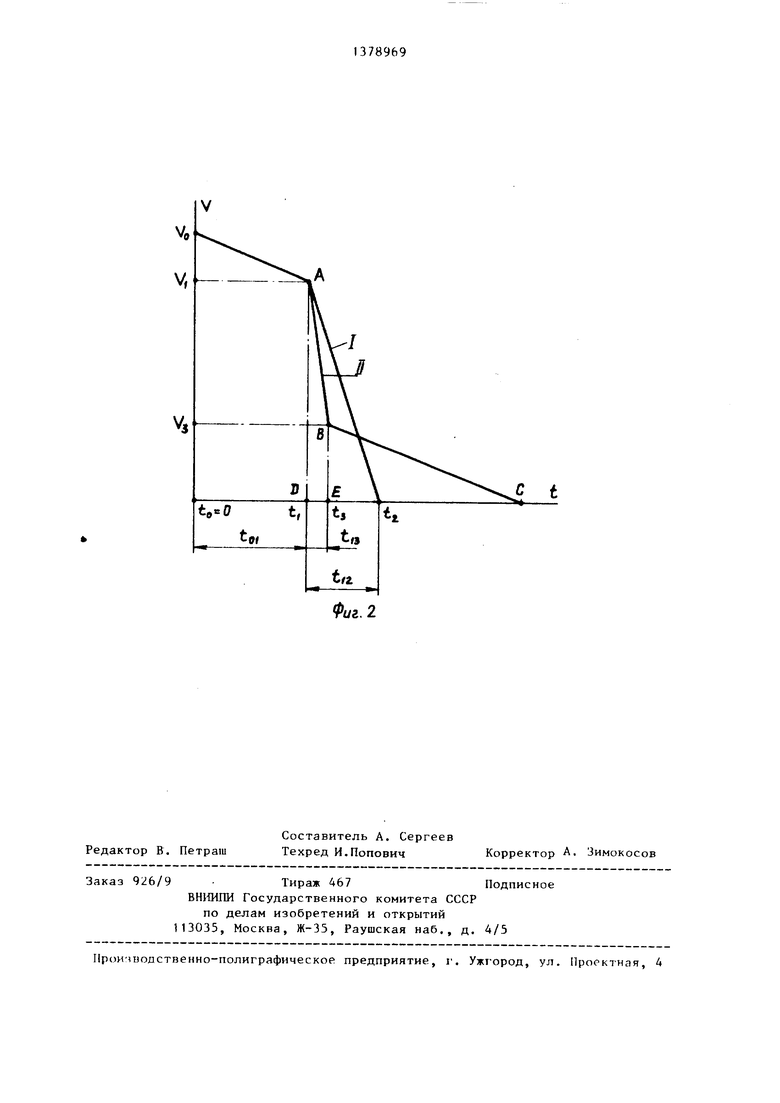
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - графики изменения скорости полос в процессе транспортирования,
Устройство для выравнивания полос 1 проката на холодильнике мелкосортного стана содержит датчик 2 наличия полосы в первом ручье рихтовального
желоба 3, датчик 4 остановки полосы, датчик 5 скорости полосы перед сбросом, установленный на валу одного из роликов 6 подводящего рольганга, электромагниты 7 со схемой 8 включения,установленные в первом ручье рихтоваль- fioro желоба, блок 9 управления приводом 10 сбрасывателя 11, блок 12 ввода уставок, первый 13 и второй 14 блоки отсчета времени, блок 15 памяти, вычислительный блок 16, блок 17 вы- держки времени, блок 18 ключей, установочную кнопку 19 и измеритель 20 длины полосы.
Выходы датчика 5 скорости полосы перед сбросом, блоков 13 и 14 отсчета времени и измерителя 20 длины полосы соединены шинами переноса с входами блока 15 памяти. Выходы блока 12 ввода уставок, измерителя 20 длины полосы, датчика 5 скорости полосы перед сбросом и блока 15 памяти соединены шинами переноса с входами вычислительного блока 16, выход которого соединен шиной перекоса с установочным входом блока 17 выдержки времени. Вход 21 блока 18 ключей соединен с установочной кнопкой 19, выход датчика 4 скорости полосы перед сбросом - с входом 22 блока 18 ключей, первым входом блока 13 отсчета времени и входом схемы 8 включения электромагнитов 7. Выход датчика 2 наличия полосы соединен с входом 23 блока 18 ключей, вторым входом блока 13 отсчета времени и первым входом блока 14 отсчета времени, выход блока 9 управления приводом 10 сбрасывателя 11 соединен с входом 24 блока 18 ключей вторым входом блока 14 отсчета време
0
5
0
50
с 0 5
0
ни и входом схемы 8 включения. Выход
25блока 18 ключей соединен с управ- ляюи1им входом блока 15 памяти, выход
26- с входом включения блока 17 выдержки времени, а выход 21 - с управляющим входом вычислительного блока 16. Выход блока 17 соединен с входом схемы 8 включения.
Блок 18 ключей может быть реализован, например, с помощью триггера 28 и ключей 29-31, причем вход 21 блока 18 соответствует установочному входу триггера 28, входы 22-24 блока 18 - первым входам ключей 29-31 соответственно, а выходы 25-27 блока 18 - выходам ключей 29-31 соответственно. Вход сброса триггера 28 соединен с выходом ключа 29, второй вход ключа
29- с прямым, а вторые входы ключей
30и 31 - с инверсным выходом триггера .
Устройство работает следующим образом.
Для управления торможением полос используются электромагниты 7, встроенные в ручей рихтовального желоба холодильника, так как термически упрочненный прокат, температура которого ниже точки Кюри, обладает ферромагнитными свойствами.
Размещение торцов полос на холодильнике определяется их перемещением от момента начала сброса до остановки,т.е. величиной пути торможения. При использовании электромагнитов, встроенных в ручей рихтовального желоба холодильника, процесс торможения полос протекает в соответствии с графиком I (фиг. 2). В момент tg включения сбрасывателя полоса имеет скорость VQ, равную скорости подводящего рольганга. Двигаясь на сбрасывателе, полоса тормозится силами трения с интенсивностью а g )u (где g - ускорение силы тяжести; ц - коэффициент трения). В момент времени t попадания полосы в желоб ее скорость составляет V, Vo - (t 0, t 1 - t д) . В желобе к полосе прикладывается дополнительное усилие торможения Q со стороны электромагнитов
Q га 1 ,
где m 1..
погонная масса полосы; длина участка, на котором размещены электромагниты;
k - коэффициент, равный отношении) погонной тормозной силы при включенных магнитах к погонной тормозной силе при выключенных магнитах. Интенсивность торможения полосы на электромагнитах определяется из равенства кинетической энергии полосы в момент t и работы всех тормозных Q сил
НЛ1 т(1 - 1J + ,
где 1 - длина полосы;
S - путь торможения в желобе. Отсюда
V,
2g l-nbi (k-OJ
уг
2a.
достигается отключением электромагнитов в момент времени 11 (.график И, фиг, 2), вследствие чего путь торможения определяется через площадь гг.чос- кой фигуры ABCD:
ABCD ecf
V- Уз vi
2
I r(r-1)t,- V,U- 1)t,,+ ,
(5)
где у, V, - at,, t „ t , - t , .
Величина выдержки времени t,, , на отключение электромагнитов при сбросе i-й полосы определяется после подстановки выражения (5) в условие (4):
. З.Г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления сбрасывателем полосы на холодильник мелкосортного стана | 1984 |
|
SU1196055A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| Устройство для управления набором пакета полос перед ножницами сортового стана | 1984 |
|
SU1219194A1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Устройство управления клапанным сбрасывателем полосы с рольганга мелкосортного стана | 1984 |
|
SU1191134A1 |

Изобретение относится к прокатному производству и может использоваться на станах, оборудованных холодильником и установкой для термического упрочнения проката с прокатного нагрева в потоке стана. Цель изобретения - расширение функциональных возможностей за счет выравнивания передних торцов полос различной длины. С этой целью устройство снабжено электромагнитами, установленными в ручье рихтовального желоба холодильника. Точная ориентация передних торцов достигается за счет изменения момента отключения магнитов, определение которого осуществляется в вычислительном блоке по информации о длине и скорости полос перед сбросом с учетом фактической длительности фаз торможения на сбрасывателе и в желобе при сбросе первой полосы.2 ил. S (Л со 00 со О5 CD
Интенсивность а, торможения полосы на электромагнитах зависит от ее длины и составляет а а-г, где
г 1 + - (k - 1), (1)
В момент времени t полоса останавливается .
В соответствии с графиком (фиг.2)30 находим, что
а
g -
V,
toi+ г tii V.r t,l
(2) (3)
2(t,,+ rt,,) где t, t - t, .
Включение сбрасывателя осуществляется по команде датчика заднего тор- ца полосы, установленного на трассе перемещения, т.е. в момент времени t, задние торць всех полос находятся на одинаковом расстоянии от датчика заднего торца полосы. В этом случае ус- ловив выравнивания передних торцов полос на холодильнике:
S-, S ,± П.,
где 1 - индекс, соответствуюп(ий порядковому номеру полосы; Sj - путь торможения i-й полосы:
dl 1; - 1,.
Таким образом, для более коротких полос необходимо обеспечить соответствующее удлинение тормозного пути. Это
+ - Ь )
,., 1 bj - dl ; ; (ti) ,. r.-l Г;(г;-1)
25
)30
35
40 , 45
50
55
Таким образом, для выравнивания передних торцов полос на холодильнике необходимо при сбросе первой полосы включить магниты на весь период торможения и измерить значения параметров 1,, Vj, t;,, и t, при сбросе каждой i-й полосы измерить значение параметра 1 , вычислить в соответствии с выражениями (1)-(3) и (6) выдержку времени t,j j и по истечении времени t| .с момента попадания полосы в желоб отключить электромагниты.
В исходном положении перед началом прокатки в блок 12 ввода уставок занесены значение 1 и соответствующий прокатываемому профилю коэффициент k, измеренный предварительно в лабораторном эксперименте. Сигналы на входах блока 18 ключей отсутствуют. Оператор нажимает кнопку 19, после чего на прямом выходе триггера 29 появляется, а на инверсном исчезает сигнал, ключ 29 открывается, а ключи 30 и 31 закрываются. Устройство готово к работе .
В начале прокатки после отделения от раската первой (.всегда наиболее длинной) полосы на выходе измерителя 20 длины полосы появляется значение 1. Сигналом на сброс первой полосы из блока 9 управления приводом сбрасывателя включаются электромагниты 7, и в блоке lii отсчета времени начинается отсчет времени t,. В момент попадания первой полосы в ручей рихтовального желоба 3 срабатывает датчик 2, прекращается отсчет времени tg, в блоке 14 и начинается отсчет времени t,j в блоке 13, В момент остановки полосы в желобе срабатывает датчик Д, прекращается отсчет времени t ,, в блоке 13, отключаются магниты 7 для беспрепятственног о перемещения остановленной полосы по настил холодильника и сигналом с выхода открытого ключа 29 производится запись в блок 15 памяти информции с выходов блоков 13,14,20 и с выхода датчика 5 скорости полосы перед сбросом,сбрасывается триггер 28, на его прямом выходе исчезает, а на инверсном появляется сигнал, благодаря чему ключ 29 закрывается, а ключи 30 и 31 открываются на все дальнейшее время работы.
Таким образом, в течение всего времени движения первой полосы в ручье рихтовального желоба электромагниты остаются включенными. Перед сбросом второй полосы в блок 15 памяти занесены значения 1, , V , t д, и t,,
При поступлении из блока 9 команды на сброс второй полосы вновь включаются электромагниты и через открытый ключ 31 на управляющий вход вычислительного блока 16 поступает сигнал. С приходом этого сигнала в вычислительном блоке рассчитывается величина выдержки времени t,,B соответствии с выражениями (1)-(3) и (6)
Значение t.
,с выхода вычислительного
блока поступает в качестве уставки в блок 17 выдержки времени, В момент попадания второй полосы в желоб срабатывает датчик 2, сигнал с его выхода через открытый ключ 30 поступает на управляющий вход блока 17 и включает отсчет выдержки времени t,,
По
истечении выдержки времени сигналом с выхода блока 17 производится отключение магнитов.
В случае, если необходимо вырав- нять на холодильнике задние торцы полос расчет выдержки времени Ц,,, ведется по формуле (6), в которой принимается ;31 . 0.
При сбросе следующих полос работа устройства происходит так же, как при сбросе второй полосы.
При переходе на прокатку нового профиля оператор заносит в блок 12 ввода уставок соответствующее значение коэффициента k и нажимает установочнук) кнопку 19, после чего рабола устро 1ства протекает аналогично описанному ранее.
Таким образом, устройство обеспечивает выравнивание передних торцов полос различной длины.
Формула изобретения
Устройство для выравнивания полос проката на холодильнике мелкосортного стана, содержащее блок управления приводом сбрасывателя, блок отсчета времени, вычисительный блок, блок памяти, блок выдержки времени, блок
ввода уставок, блок ключей, установочную кнопку и датчик остановки полосы в первом ручье рихтовального желоба холодильника, вьгход которого соединен
с первым входом блока отсчета времени, выход которого соединен шиной переноса с первым входом блока памяти, выход которого соединен шиной переноса с первым входом вычислительного
блока, второй вход которого соединен шиной переноса с выходом блока ввода уставок, а выход шиной переноса - с входом блока выдержки времени, первый вход блока ключей соединен с установочной кнопкой, второй - с выходом датчика остановки полосы, первый выход блока ключей соединен с управляющим входом блока памяти, отличающееся тем, что, с целью расширения функциональных возможностей за счет выравнивания передних торцов полос различной длины, оно снабжено электромагнитами, установленными в первом ручье рихтовального желоба, со схемой включения, датчиком скорости полосы перед сбросом, измерителем длины полосы, датчиком наличия полосы и вторым блоком отсчета времени, выход которого соединен шиной переноса с вторьм входом блока памяти, третий вход которого соединен шиной переноса с измерителем длины полосы и третьим входом вычислительного блока, а четвертый вход - шиной переноса с выходом датчика скорости полосы перед сбросом и с четвертым входом вычислительного блока, выход датчика остановки полосы соединен с первым входом схемы включения электромагнитов, выход датчика наличия
полосы соединен с третьим входом блока ключей, вторым входом первого блока отсчета времени и первым входом второго блока отсчета времени, выход
блока управления приводом сбрасывателя соединен с четвертым входом блока ключей, с вторым входом второго блока отсчета времени и с вторым входом схемы включения электромагнитов, второй выход блока ключей соединен с входом блока выдержки времени, выход которого соединен с первым входом схемы включения электромагнитоп, а третий выход блока ключей соелчмси с управляющим входом вычислительного блока.
Фиг. 2
| Draht, 1972, 23, № 1, s.14-20 | |||
| Холодильники мелкосортных станов | |||
| - Экспресс-информация: Прокатка и прокатное оборудование, 26.04.72, № 16, реф | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для измерения площади фактического контакта между соприкасающимися поверхностями металлического и неметаллического образцов | 1959 |
|
SU125933A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для управления сбрасывателем полосы на холодильник мелкосортного стана | 1984 |
|
SU1196055A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
