Изобретение относится к области машиностроения, в частности к устройствам для накатывания сетчатых рифлений и упрочнения поверхностного слоя методом пластического деформирования.
Известно устройство для перекрестного накатывания, состоящее из державки, двух роликов при помощи осей, закрепленных в сменной головке, которая соединяется с державкой винтом [Шепсенвол А.И. Вспомогательный инструмент в приборостроении. - Л.: Машгиз, - 1962, фиг.75.].
Недостатками известного устройства являются: сложность замены накатной головки, необходимость дополнительных регулировок для совмещения горизонтальных осей устройства и обрабатываемой детали, а также сложность обработки деталей в труднодоступных местах.
Задачей изобретения является упрощение замены накатной головки, исключение дополнительных регулировок, а также упрощение обработки деталей в труднодоступных местах.
Поставленные задачи решаются тем, что в известном устройстве для накатывания на станках, содержащем накатную головку, в которой закреплены при помощи осей два ролика и державку, соединенную с накатной головкой, СОГЛАСНО ИЗОБРЕТЕНИЮ державка и накатная головка соединены посредством шпонки, торцы которой выполнены со скошенными углами, державка выполнена в виде бруска, одна ее сторона имеет канавку под стопорное кольцо и шпоночный паз, другая сторона державки выполнена с возможностью закрепления в резцедержателе станка, накатная головка выполнена в виде серьги со шпоночным пазом, установлена относительно державки под прямым углом и закреплена стопорным кольцом, при этом шпонка установлена в шпоночном пазу державки с натягом, а в шпоночном пазу накатной головки - с образованием зазора в месте ее установки для осуществления возможности поворота накатной головки.
Сущность изобретения поясняется чертежами, где
на фиг.1 - предлагаемое устройство для накатывания;
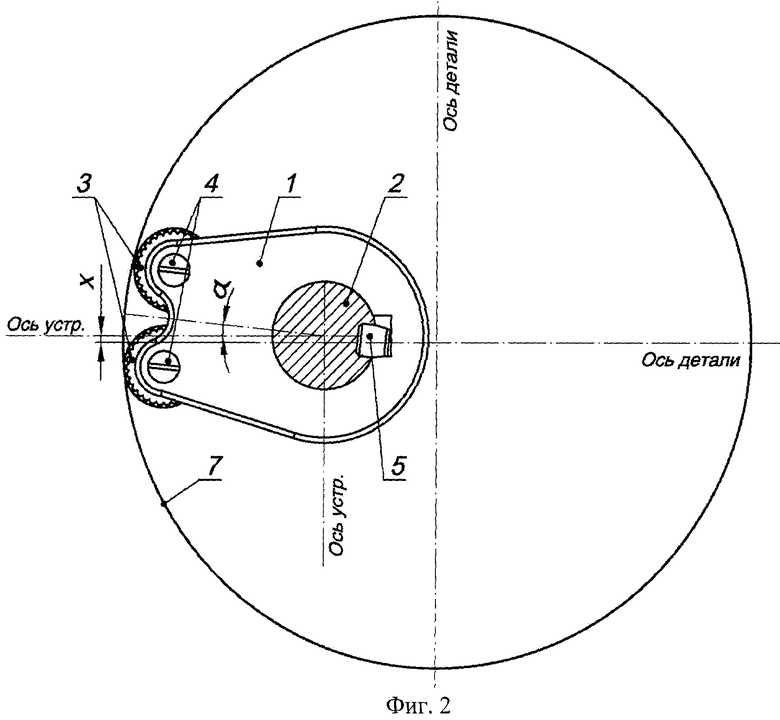
на фиг.2 - схема установки накатной головки при несовпадении горизонтальных осей устройства и детали (ось устройства выше оси детали);
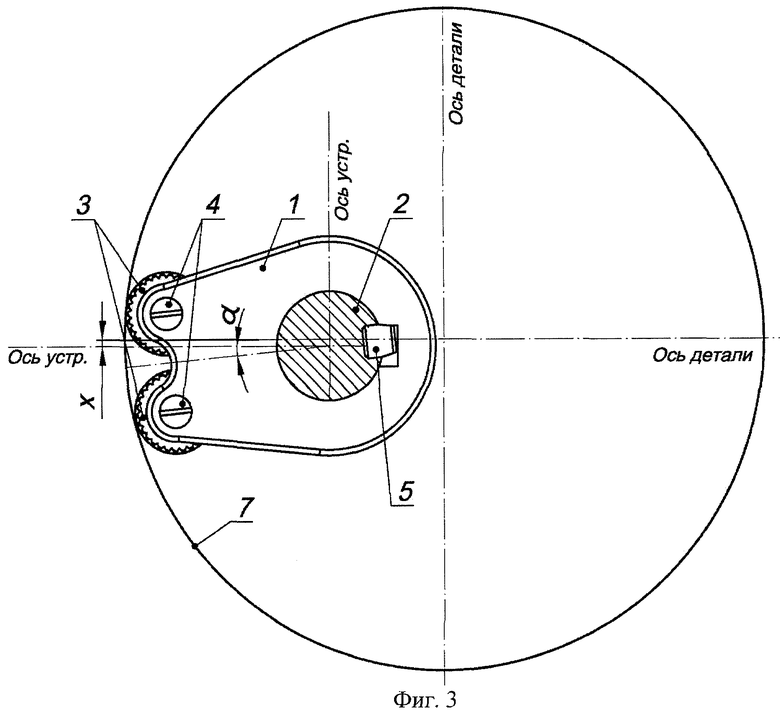
на фиг.3 - схема установки накатной головки при несовпадении горизонтальных осей устройства и детали (ось устройства ниже оси детали);
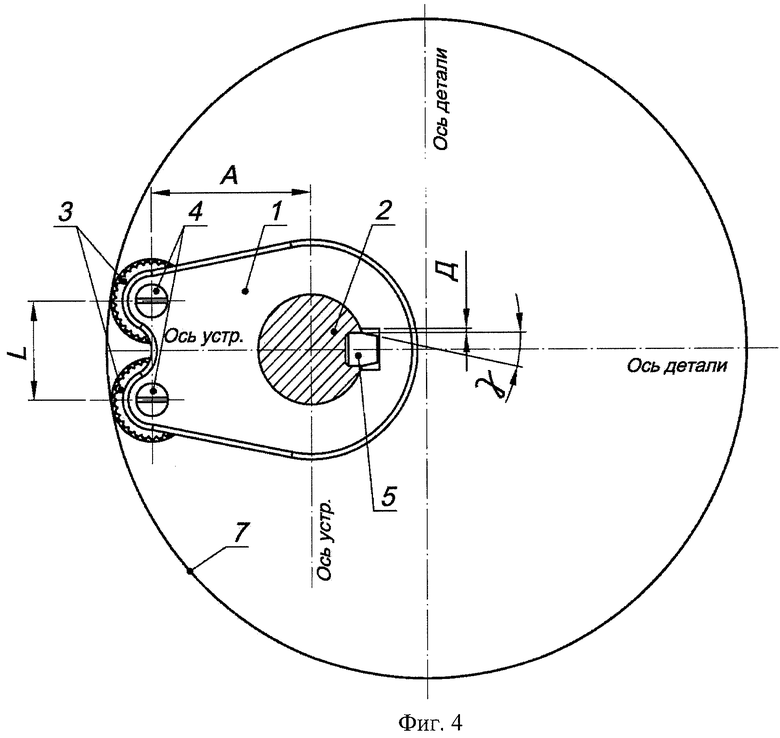
на фиг.4 - схема установки накатной головки;
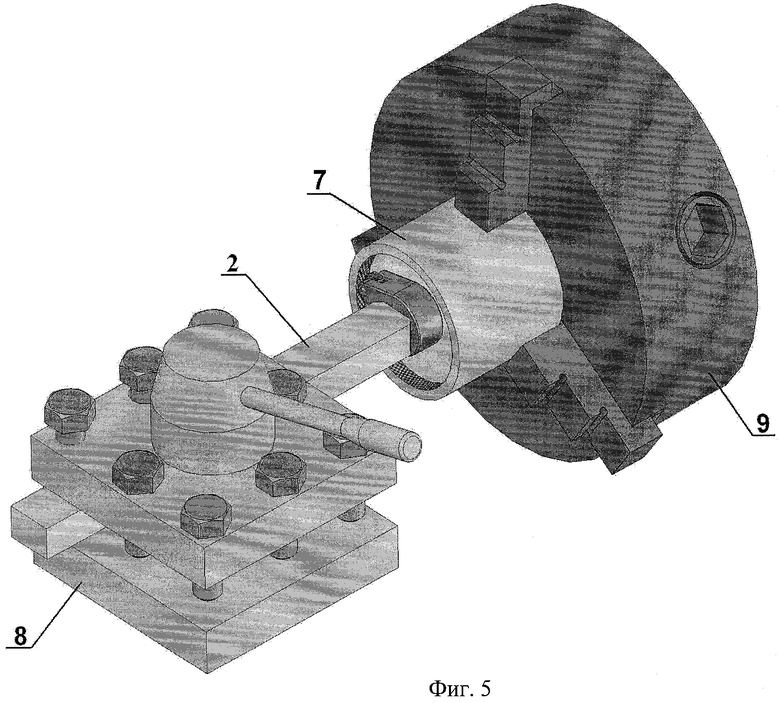
на фиг.5 - обработка внутренней поверхности детали;
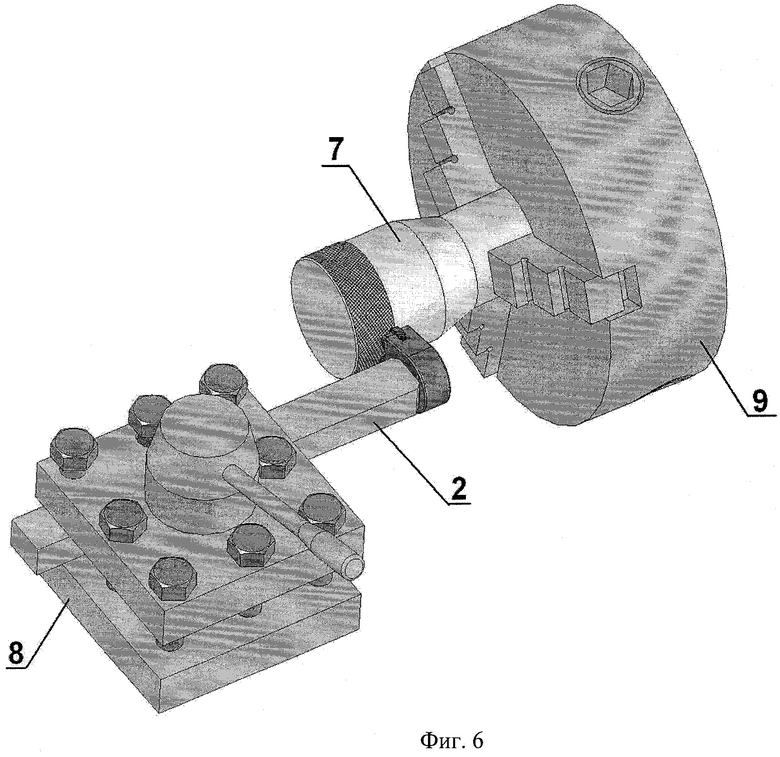
на фиг.6 - обработка наружной поверхности детали.
Устройство для накатывания (фиг.1) состоит из накатной головки 1 и державки 2 для крепления ее к суппорту станка в резцедержателе.
Накатная головка 1 выполнена в виде серьги, развернута относительно державки 2 под прямым углом, чем обеспечено свободное движение устройства в труднодоступных местах. В накатной головке 1 сделаны два параллельных отверстия, в конце которых нарезана резьба. Рабочие элементы представляют собой накатные ролики 3 с упорными поясками, причем накатные ролики 3 имеют косую зубчатую насечку различного направления, что позволяет получить косое сетчатое (перекрестное) накатывание. Ролики 3 закреплены в накатной головке 1 при помощи осей в виде ступенчатых винтов 4.
Винты 4, закрепляющие ролики 3 в накатной головке 1, устанавливаются заподлицо и не выступают за плоскость накатной головки.
Державка 2 выполнена в виде бруска, одна сторона которого имеет форму вала со шпоночным пазом, в котором запрессована шпонка 5, и канавкой под стопорное кольцо 6.
Соединение накатной головки 1 и державки 2 происходит при помощи шпонки 5. От возможности осевого перемещения накатной головки 1 относительно державки 2 устанавливается стопорное кольцо 6.
Совмещение горизонтальных осей устройства для перекрестного накатывания и обрабатываемой детали 7 (фиг.2 и 3) обеспечено конструкцией шпонки 5 и шпоночных пазов державки 2 и накатной головки 1. Для этого шпонка 5 в паз державки 2 установлена с натягом, а паз в накатной головке 1 выполнен увеличенного размера по ширине, что позволяет при соединении державки 2 и накатной головки 1 получить в месте установки шпонки 5 зазор Д (фиг.4). Данный зазор позволяет поворачиваться накатной головке 1 на угол α (фиг.2 и 3), что при несовпадении горизонтальных осей накатной головки 1 и обрабатываемой детали (расстояние X) (фиг.2 и 3) позволит получать поверхность необходимого качества без дополнительных регулировок.
Для исключения смятия шпонки 5 в процессе поворота накатной головки 1, торцы шпонки 5 вверху скошены под углом γ (фиг.4), что позволяет не нарушать плоскость контакта шпонки 5 с пазом накатной головки 1 при повороте ее на угол α.
Державка 2 установлена и закреплена в резцедержатель 8 (фиг.5 и 6) токарного станка (не показан). Деталь 7, подвергаемая обработке, установлена и закреплена в патроне 9 станка.
Работа предложенного устройства осуществляется следующим образом.
Державку 2 подводят к обрабатываемой детали 7, выбирают необходимую величину продольной подачи, по нониусу станка задают глубину врезания накатных роликов 3, включают привод вращения детали 7, и тем самым осуществляют воздействие накатных роликов 3 на поверхность обрабатываемой детали 7. В результате воздействия роликов 3 на поверхность детали 7 образуется обработанная и упрочненная поверхность.
Для замены накатной головки 1 (изменения размеров L и А) (фиг.4), при изменении параметров накатываемой детали необходимо извлечь стопорное кольцо 6 из канавки державки 2, снять головку 1 со шпонки 5, установить другую накатную головку 1 и установить стопорное кольцо 6.
Таким образом, применение предлагаемого устройства позволяет упростить замену накатной головки, исключить дополнительные регулировки, а также упростить обработку деталей в труднодоступных местах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ НА СТАНКАХ | 2012 |
|
RU2517081C1 |
| Приспособление для накатки рифов | 1991 |
|
SU1785477A3 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ | 2013 |
|
RU2532614C1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Способ упрочнения накатыванием радиусной поверхности шкворня локомотива и устройство для его осуществления | 2020 |
|
RU2740127C1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1069916A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2004 |
|
RU2270077C1 |
Изобретение относится к области машиностроения, в частности к устройствам для накатывания сетчатых рифлений и упрочнения поверхностного слоя методом пластического деформирования. Устройство содержит накатную головку, в которой закреплены при помощи осей два ролика, и державку, соединенную с накатной головкой. Державка и накатная головка соединены посредством шпонки. Торцы шпонки выполнены со скошенными углами. Державка выполнена в виде бруска, одна ее сторона имеет канавку под стопорное кольцо и шпоночный паз, другая сторона державки выполнена с возможностью закрепления в резцедержателе станка. Накатная головка выполнена в виде серьги со шпоночным пазом, установлена относительно державки под прямым углом и закреплена стопорным кольцом. Шпонка установлена в шпоночном пазу державки с натягом, а в шпоночном пазу накатной головки - с образованием зазора в месте ее установки для осуществления возможности поворота накатной головки. В результате упрощается замена накатной головки, исключается необходимость ее дополнительной регулировки, а также упрощается обработка труднодоступных мест деталей. 6 ил.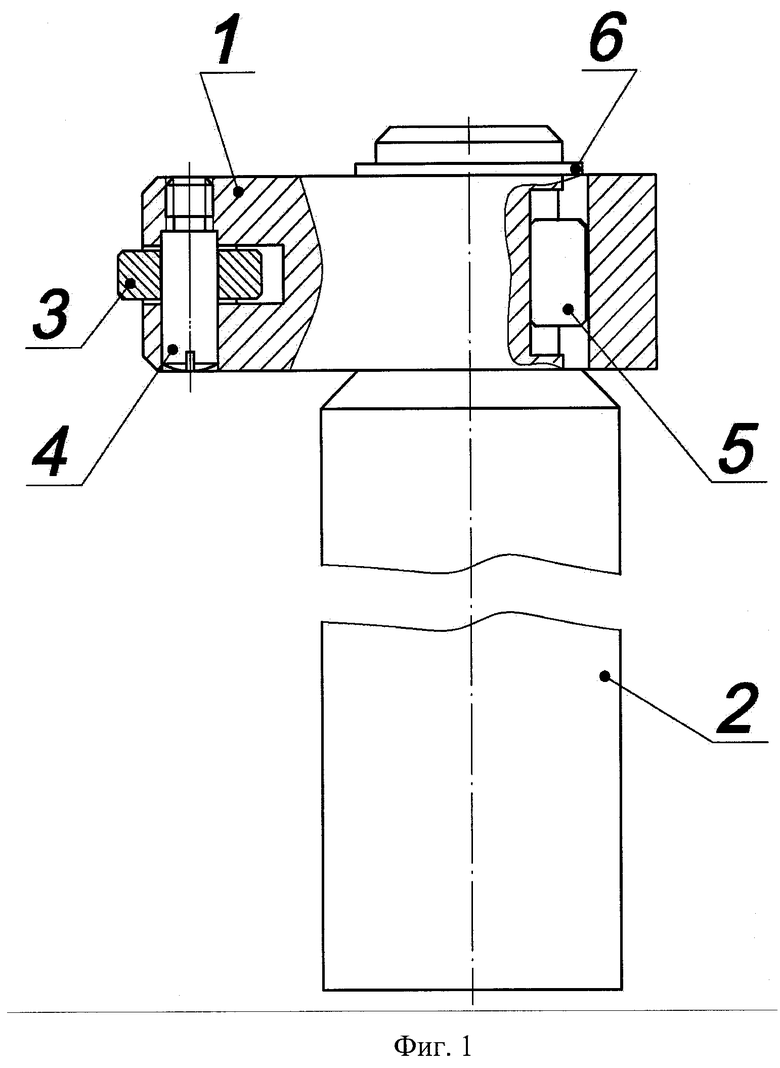
Устройство для накатывания на станках, содержащее накатную головку, в которой закреплены при помощи осей два ролика, и державку, соединенную с накатной головкой, отличающееся тем, что державка и накатная головка соединены посредством шпонки, торцы которой выполнены со скошенными углами, державка выполнена в виде бруска, одна ее сторона имеет канавку под стопорное кольцо и шпоночный паз, другая сторона державки выполнена с возможностью закрепления в резцедержателе станка, накатная головка выполнена в виде серьги со шпоночным пазом, установлена относительно державки под прямым углом и закреплена стопорным кольцом, при этом шпонка установлена в шпоночном пазу державки с натягом, а в шпоночном пазу накатной головки - с образованием зазора в месте ее установки для осуществления возможности поворота накатной головки.
| Шепсенвол А.И | |||
| Вспомогательный инструмент в приборостроении | |||
| - Л.: Машгиз, 1962, с.85-86, фиг.75 | |||
| Устройство для накатывания канавок | 1977 |
|
SU703199A1 |
| Устройство для получения внутренних шлицев на трубчатых заготовках | 1988 |
|
SU1574440A1 |
| Устройство для поверхностного упрочнения зубьев шестерен | 1979 |
|
SU863314A2 |
| МНОГОРОЛИКОВАЯ ОБКАТКА | 0 |
|
SU310788A1 |
| GB 705793 A, 17.03.1954. | |||

