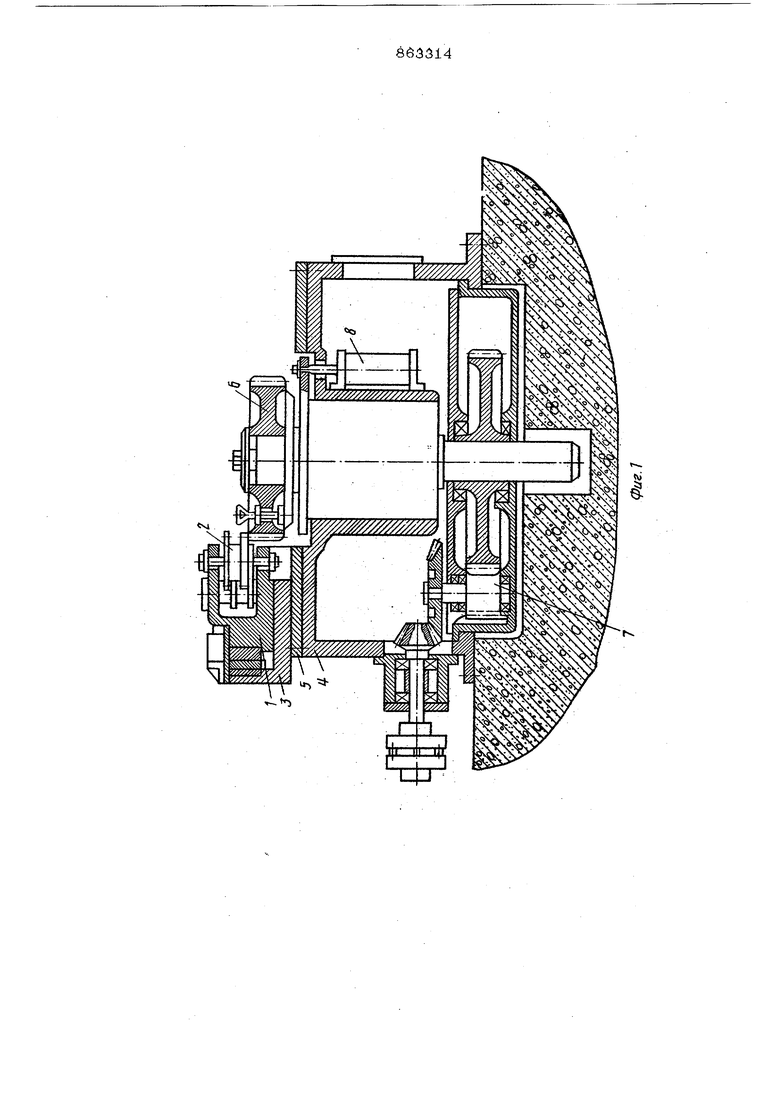
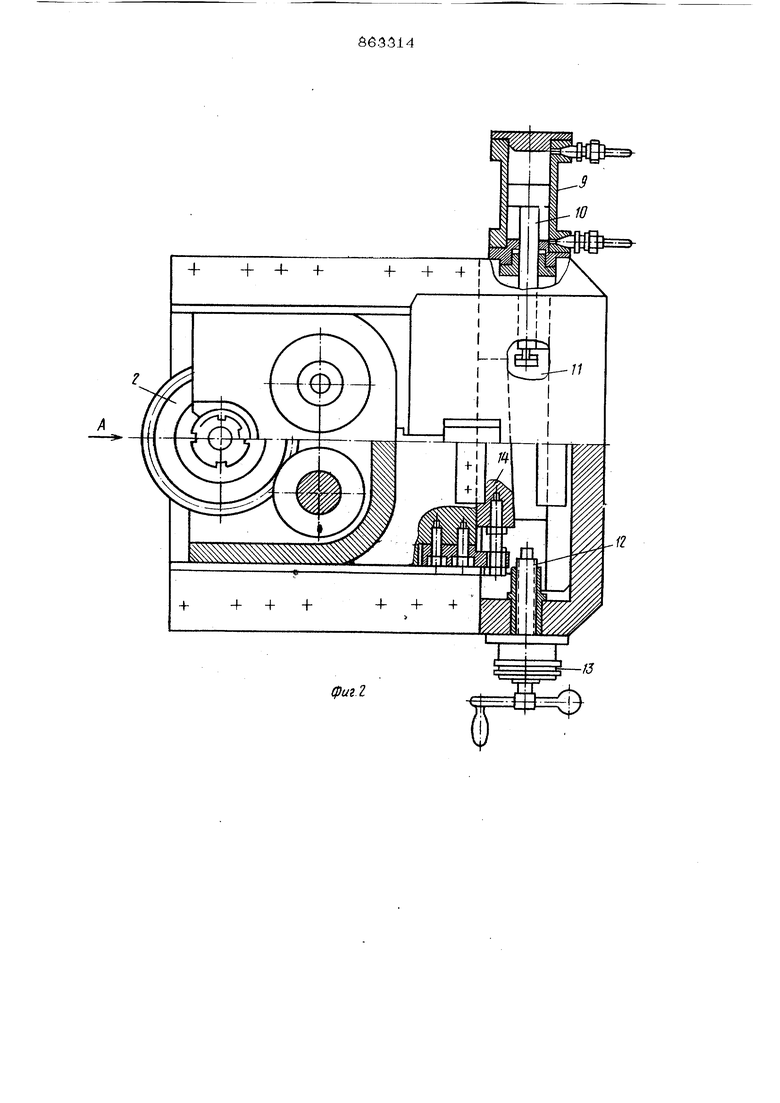
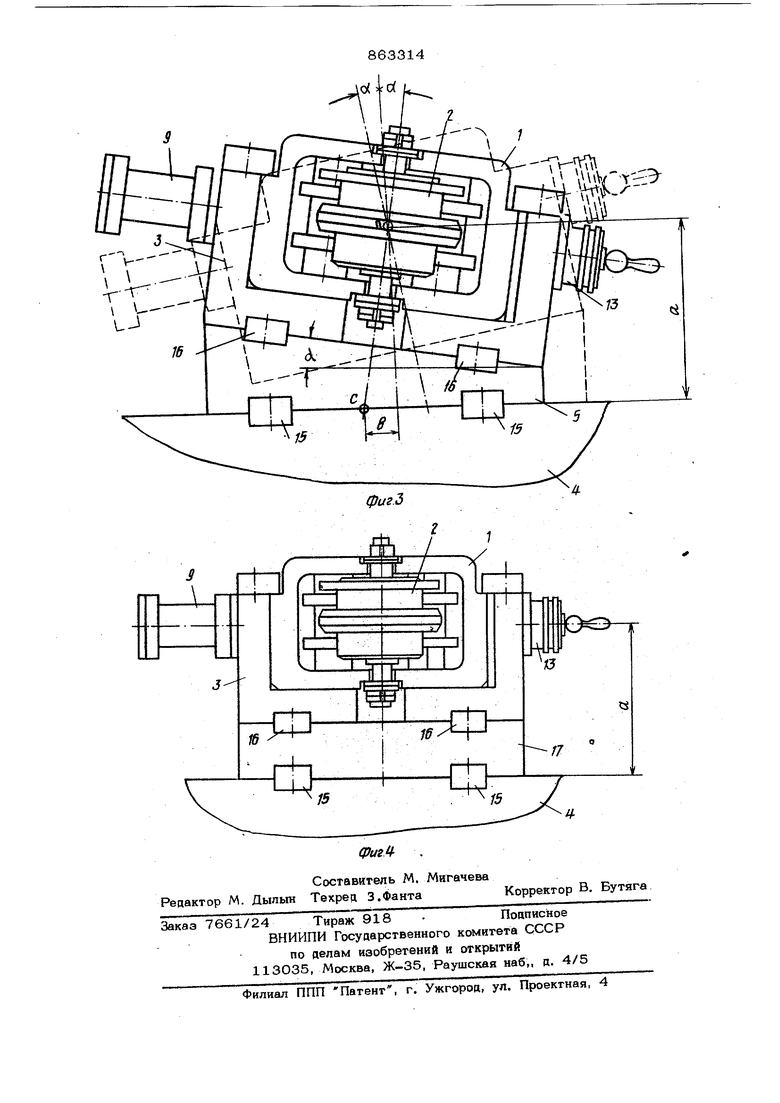
(54) УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ ШЕСТЕ ген Изобретение относится к обработке ме таллов цавлением и может быть использо вано при изготовлении и упрочнении зубьев шестерен пластическим деформированием. По основному авт. св. № 4О3539 известно устройство для поверхностного упрочнения зубьев шестерен с помощью накатных головок, смещаемых в радиальных направлениях при помощи клиновых пар, содержащее гидроцилиндры со штоками, соединенными с подвижным клином клиновой парой, и регулируемый упор, ограничивающий ход подвижного клина. Недостатком указанного устройства является то, что обработку шестерен мож но выполнять только при параллельном расположении осей инструмента и аагоговки, что существенно ограничивает технологические возможности устройства, на пример не обеспечивает возможности обработки косозубых шестерен. Цель изобретения - расширение технологических возможностей устройства. и повышение качества упрочняемых поверхностей. Поставленная цель достигается тем, что устройство, содержащее накатные головки, смещаемые в радиальных направлениях при помощи клиновых пар, гидроцилинцры со штоками, соединенными с подвижным клином клиновой парой, и регулируемый упор, ограничивающий ход подвижного клина, снабжено механизмами для изменения углового положения накатных Головок относительно оси накатки. Каждый механизм для изменения углового положения накатных головок выполнен в виде наклонных плит, установленных под накатными головками, соприкасающихся с последними своими наклонными поверхностями. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - одна из накатных головок, частичный разрез; на фиг. 3 - вид накатной головки спереди с разносторонними углами наклона осей инструмента; на фиг. 4 - вид накатной
головки спереди с параллельным расположением осей инструмекга и заготовки.
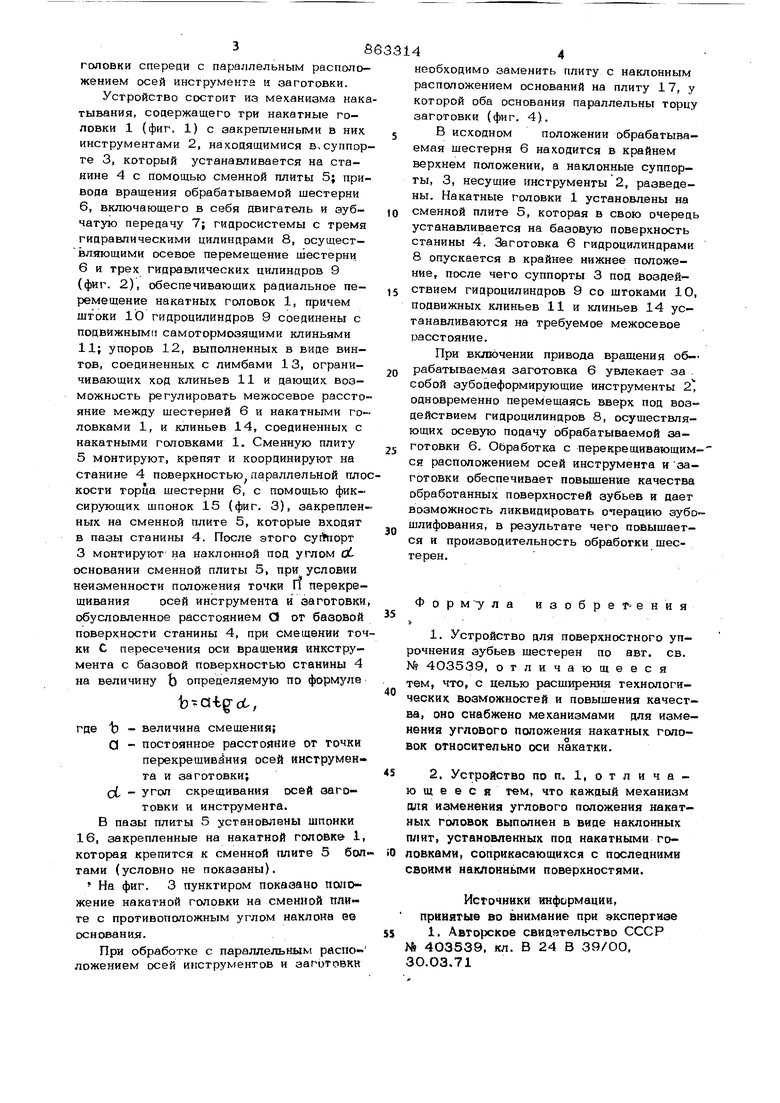
Устройство состоит из механизма накатывания, содержащего три накатные головки 1 (фиг. 1) с закрепленными в них инструментами 2, находящимися в, суппорте 3, который устанавливается на станине 4 с помощью сменной плиты 5; привода вращения обрабатываемой шестерни 6, включающего в себя двигатель и зубчатую передачу 7; гидросистемы с тремя гидравлическими цилиндрами 8, осущест- влягющими осевое перемещение шестерни 6 и трех гидравлических цилиндров 9 (фиг. 2), обеспечивающих радиальное перемещение накатных головок 1, причем штоки 10 гидроцилиндров 9 соединены с подвижными самотормозящими клиньями 11; упоров 12, выполненных в виде винтов, соединенных с лимбами 13, ограничивающих ход клиньев 11 и дающих возможность регулировать межосевое расстояние между шестерней 6 и накатными го ловками 1, и клиньев 14, соединенных с накатными головками 1. Сменную плиту 5 монтируют, крепят и координируют на станине 4 поверхностью параллельной плоскости торца шестерни 6, с помощью фиксирующих шпонок 15 (фиг. 3), закрепленных на сменной плите 5, которые входят в пазы станины 4. После этого суйРпорт 3 монтируют на наклонной под углом cL основании сменной плиты 5, при условии неизменности положения точки П перекрещивания осей инструмента и заготовки обусловленное расстоянием О от базовой поверхности станины 4, при смещении точки С пересечения оси вращения инкструмента с базовой поверхностью станины 4 на величину Ь определяемую по формуле
b-d-bg-ct,
Ъ
величина смещения;
где постоянное расстояние ог точки
а перекрещивания осей инструмента и заготовки;
угол скрещивания осей эагоd товкк и инструмента, В пазы плиты 5 установлены шпонки 16, закрепленные на накатной головке 1, которая крепится к сменной плите 5 болтами (условно не показаны).
На фиг. 3 пунктиром показано положение накатной головки на сменной плите с противоположным углом наклона ее основания.
При обработке с параллельным расгюложением осей инструментов и заготовки
необходимо заменить плиту с наклонным расположением оснований на плиту 17, у которой оба основания параллельны торцу заготовки (фиг. 4).
В исходном положении обрабатываемая шестерня б находится в крайнем верхнем положении, а наклонные суппорты, 3, несущие инструменты 2, разведены. Накатные головки 1 установлены на
сменной плите 5, которая в свою очередь устанавливается на базовую поверхность станины 4. Заготовка 6 гидроцилиндрами 8 опускается в крайнее нижнее положение, после чего суппорты 3 под воздействием гидроцилиндров 9 со штоками 10, подвижных клиньев 11 и клиньев 14 устанавливаются на требуемое межосевое расстояние.
При включении привода врашения об-
рабатываемая заготовка 6 увлекает за собой зубодеформирующие инструменты , одновременно перемещаясь вверх под воздействием гидроцилиндров 8, осуществляющих осевую подачу обрабатываемой заГотовки 6. Обработка с перекрещивающим- ся расположением осей инструмента и заготовки обеспечивает повышение качества обработанных поверхностей зубьев и дает возможность ликвидировать операцию зубо шлифования, в результате чего повышается и производительность обработки шестерен.
Формула изобрет-ения
1. Устройство для поверхностного упрочнения зубьев шестерен по авт. св. № 403539, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества, оно снабжено механизмами для изменения углового положения накатных головок относительно оси накатки.
2, Устройство по п. 1, отличают е е с я тем, что каждый механизм ддя изменения углового положения накатных головок выполнен в виде наклонных плит, усгановленнык под накатными головками, соприкасающихся с последними своими наклоннь1ми поверхностями.
Исгочники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NI 403539, кл. В 24 В 39/ОО, 30.03,71
«э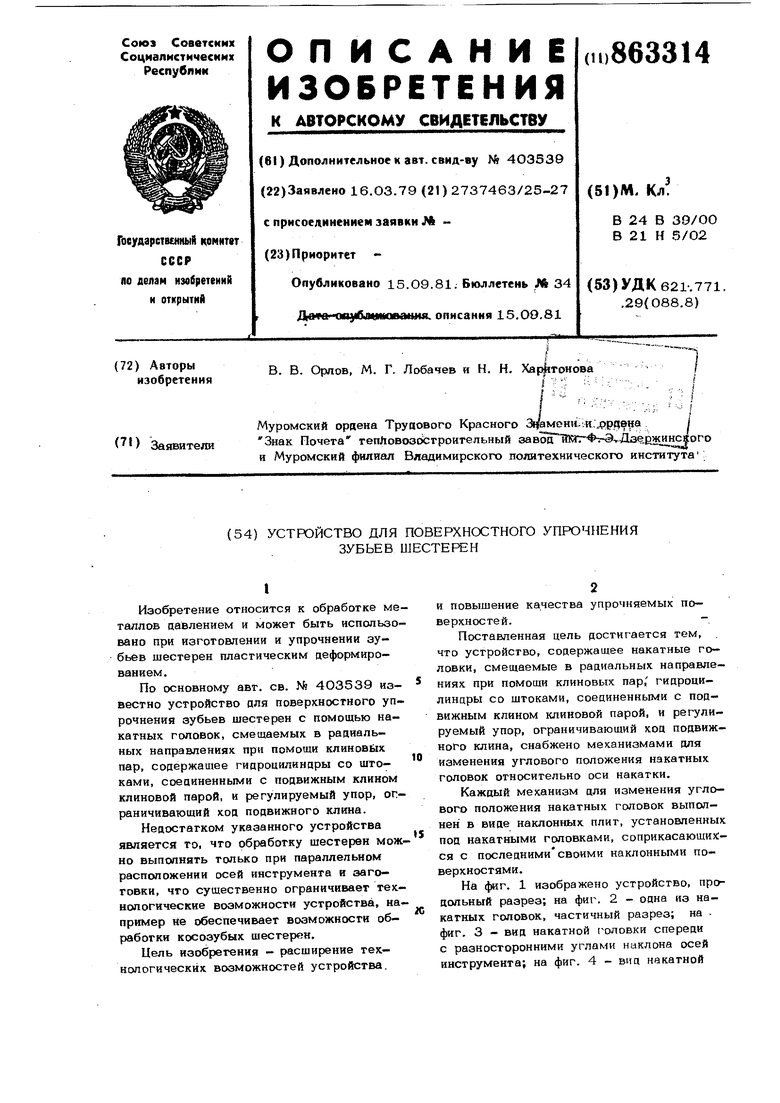
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для отделочно-упрочняющейОбРАбОТКи зубчАТыХ КОлЕС ОбКАТыВА-НиЕМ | 1979 |
|
SU812399A1 |
| Установка для упрочнения зубчатых колес | 1985 |
|
SU1274833A1 |
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ ШЕСТЕРЕН МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1967 |
|
SU201455A1 |
| Станок для отделочно-упрочняющей обработки зубчатых колес обкатыванием | 1987 |
|
SU1588475A2 |
| Станок для поверхностногоупРОчНЕНия издЕлий | 1978 |
|
SU801949A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Зубопрокатный станок | 1982 |
|
SU1077687A1 |
| Устройство для обработки деталей накаткой | 1990 |
|
SU1738442A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Устройство для раскатки деталей типа дисков | 1968 |
|
SU272944A1 |