Изобретение относится к трубопрокатному производству, а точнее к конструкции клети продольной прокатки, и может быть использовано в калибровочных, редукционных и других станах с трехвалковыми клетями. Одним из главных направлений при создании станов продольной прокатки является повышение качества прокатываемых изделий. В свою очередь главным компонентом качества продукции является точность выпускаемых изделий, которая прямо зависит от точности расточки калибра и жесткости корпуса клети и калибра. В существующих трехвалковых клетях с неразъемным корпусом облегчается сборка, регулировка и смена (перевалка) валков.
Известна клеть продольной прокатки, см. а.с. СССР №156141, кл. B21B 13/00, заявл. 15.03.1962 г., опубл. 1963 г., содержащая неразъемный корпус с тремя расположенными по кругу сквозными окнами, установленные в окнах и образующие калибр три валка с спрессованными в них конусными втулками. В расточках корпуса установлены узлы конических шестерен и подшипники качения. Валки смонтированы на валах, снабженных конусными и шлицевыми соединениями. Один из валков - приводной и через конические шестерни связан с двумя другими валками.
Недостатком известной конструкции клети является трудоемкость ее изготовления из-за наличия конических шестерен, а также ограничение технологических возможностей, обусловленных невозможностью передачи значительных крутящих моментов коническими передачами.
Из известных наиболее близкой по технической сущности является клеть продольной прокатки, описанная в патенте Германии №10316650, кл. B21B 13/10, В21В 31/07, заявл. 11.04.03 г., опубл. 21.10.04 г.
Эта клеть содержит неразъемный корпус с тремя расположенными по кругу окнами, установленные в окнах и образующие калибр три валка с индивидуальными приводами вращения, закрепленные каждый на втулке, расположенной на полом валу, размещенные на втулках по обе стороны валка два радиальных подшипника качения и один подшипник, воспринимающий осевые нагрузки, а также тяга, расположенная внутри полого вала и соединенная с ним посредством зубчатой втулки с гайкой с одной стороны и торцевой шайбой с другой стороны.
Недостаток известной конструкции клети продольной прокатки заключается в недостаточной жесткости калибра валков и недостаточной ее надежности, так как втулки с валками одним концом размещены на коротком полом консольно закрепленном валу, а другим концом - на торцевом зубчатом зацеплении. Следует отметить, что максимальное радиальное усилие, действующее на каждый валок при производстве бесшовных труб
диаметром до 200 мм включительно, составляет 500000 Н.
Другим недостатком известной конструкции клети является невозможность получить высокую точность калибра валков как при механической обработке, так и в процессе работы из-за наличия радиальных зазоров в соединениях втулок с радиальными подшипниками качения, а также в зубчатом торцевом соединении втулки валка и втулки, несущей радиальные подшипники качения и передающей крутящий момент.
Следующий недостаток клети заключается в том, что тяги при своей большой длине имеют резьбовые концы с отсутствием каких-либо средств надежной фиксации от проворота (отвинчивания).
Недостаток клети заключается также в том, что на перевалку валков клети затрачивается значительное время из-за большого количества соединяемых деталей и отсутствия фиксации тяг большой длины.
Задача настоящего изобретения состоит в создании клети продольной прокатки, позволяющей повысить жесткость калибра и точность его обработки, а также повысить надежность клети и сократить время на перевалку валков.
Поставленная задача достигается тем, что клеть продольной прокатки, содержащая неразъемный корпус с тремя расположенными по кругу окнами, установленные в окнах и образующие калибр три валка с индивидуальными приводами вращения, закрепленные каждый на втулке, расположенной на полом валу, размещенные на втулках два радиальных подшипника качения и один подшипник, воспринимающий осевые нагрузки, а также тягу, расположенную внутри полого вала и соединенную с ним посредством зубчатой втулки с гайкой с одной стороны и торцевой шайбой с другой стороны, согласно изобретению снабжена дополнительными радиальными подшипниками, установленными на втулках с внешней стороны радиальных подшипников качения, и расклинивающими средствами, расположенными с возможностью перемещения в сквозных цилиндрических отверстиях, выполненных под них в корпусе клети параллельно оси калибра и взаимодействующих с наружной поверхностью дополнительных радиальных подшипников, тяги со стороны зубчатых втулок снабжены тарельчатыми пружинами, а с противоположной стороны - молотковыми головками, взаимодействующими с выполненными в торцевых шайбах цилиндрическим отверстием и двумя взаимно перпендикулярными пазами, один из которых - сквозной, при этом втулки с радиальными подшипниками качения, с подшипниками, воспринимающими осевые нагрузки, и дополнительными радиальными подшипниками расположены на полом валу. Каждое расклинивающее средство выполнено в виде двух полуцилиндров с наклонными плоскостями, установленных в сквозных цилиндрических отверстиях корпуса, и резьбовыми отверстиями по торцу, взаимодействующими с болтами, головки которых расположены в разъемной крышке, закрепленной на торце корпуса.
Такое конструктивное выполнение клети продольной прокатки позволит повысить жесткость калибра как в процессе совместной обработки валков, так и в процессе эксплуатации.
Это достигается благодаря размещению на одном полом валу втулки с валком и втулок, несущих радиальные подшипники качения, дополнительные радиальные подшипники, а также втулки, несущей подшипник, воспринимающий осевую нагрузку. Выбор всех радиальных зазоров во втулках, валках и создание в них напряженного состояния за счет установки дополнительных радиальных подшипников с расклинивающими средствами позволит повысить точность калибра при их совместной обработке в сборе на металлорежущем станке. Конструктивное выполнение тяги и торцевой шайбы гарантирует осевую фиксацию деталей узлов валков, повышает надежность клети и уменьшает время ее перевалки за счет уменьшения количества соединяемых деталей и надежности закрепления и их фиксации. Размещение на тяге между гайкой и валом тарельчатых пружин позволяет контролировать величину затяжки резьбового соединения и предотвращать расфиксацию соединения (отвинчивание) и, как следствие, повышает надежность соединения в процессе эксплуатации.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
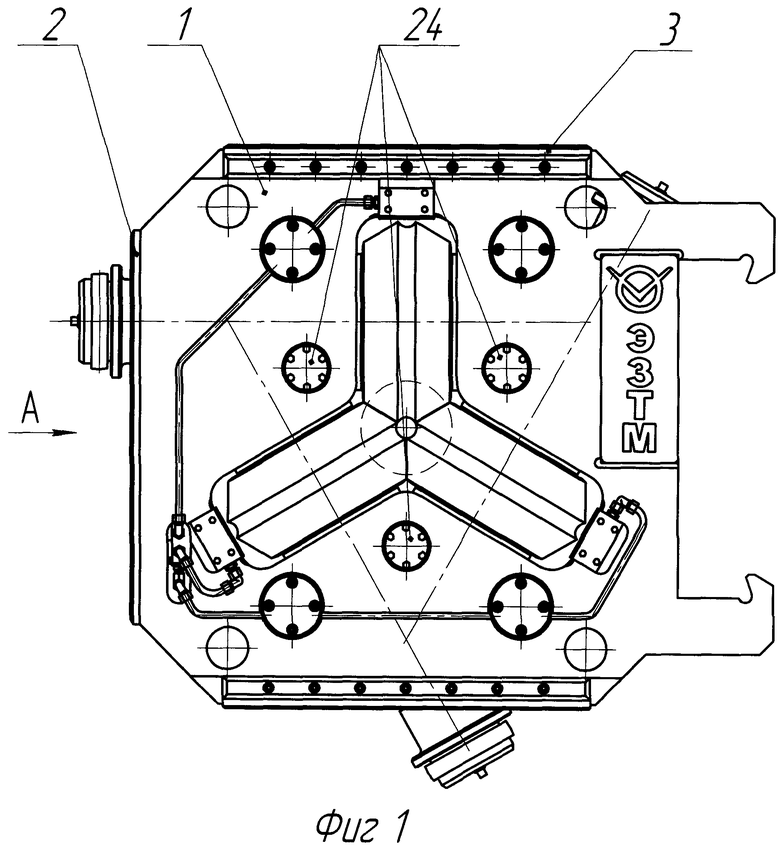
на фиг.1 - изображена клеть продольной прокатки;
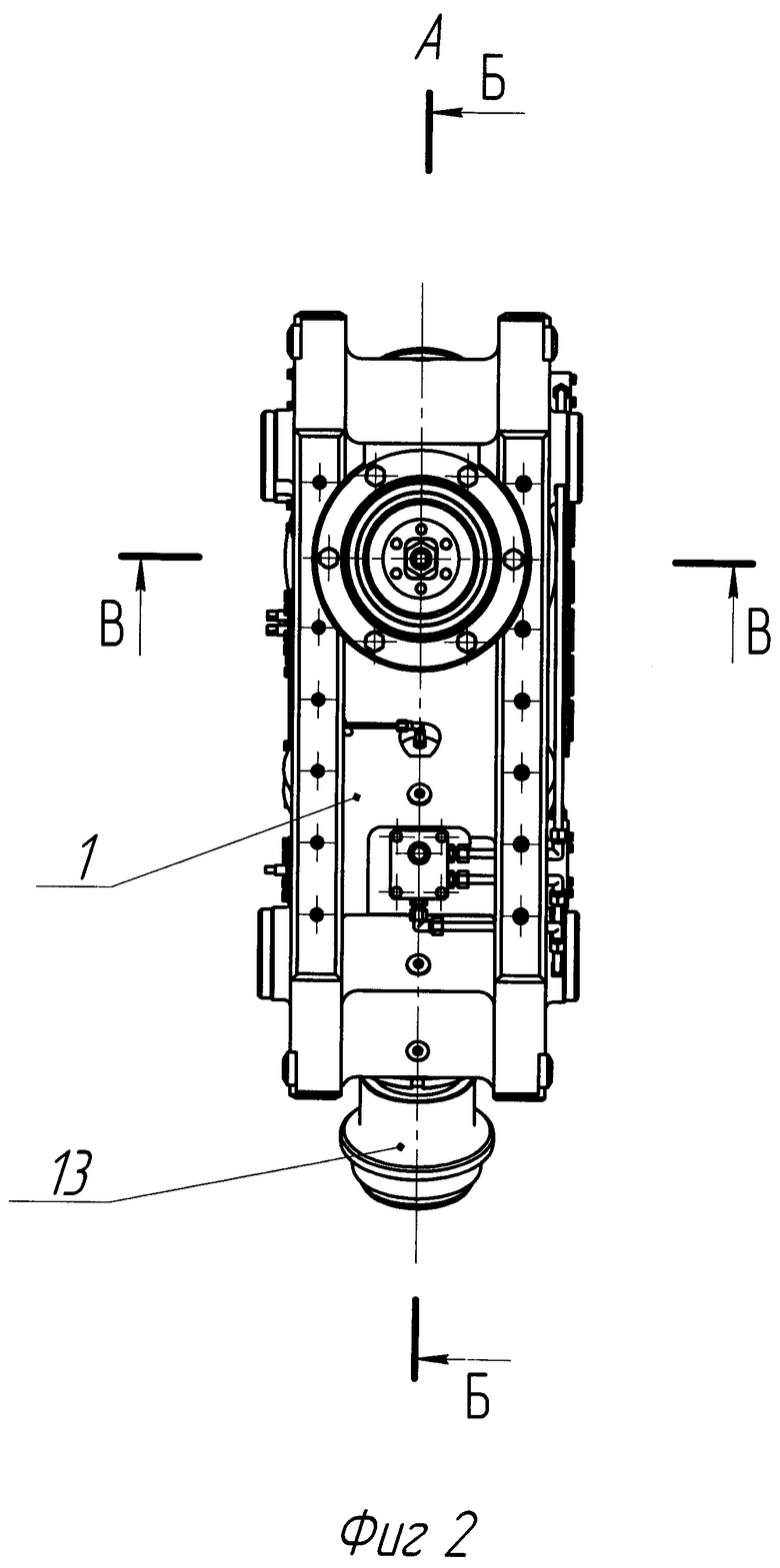
на фиг.2 - то же, вид по стрелке А на фиг.1;
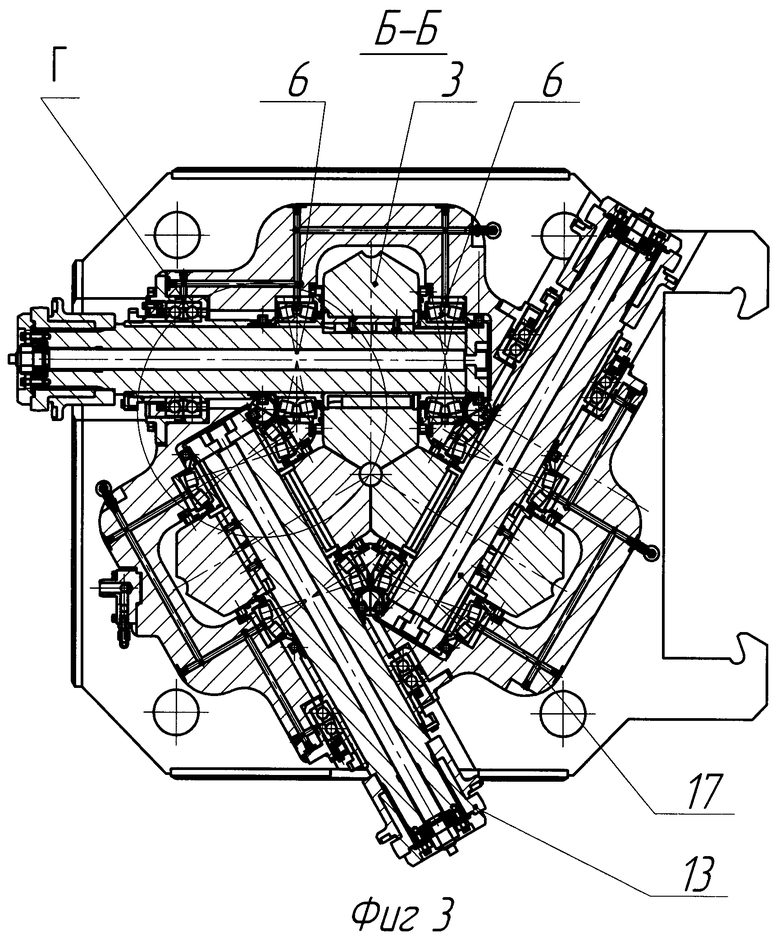
на фиг.3 - разрез Б-Б на фиг.2;
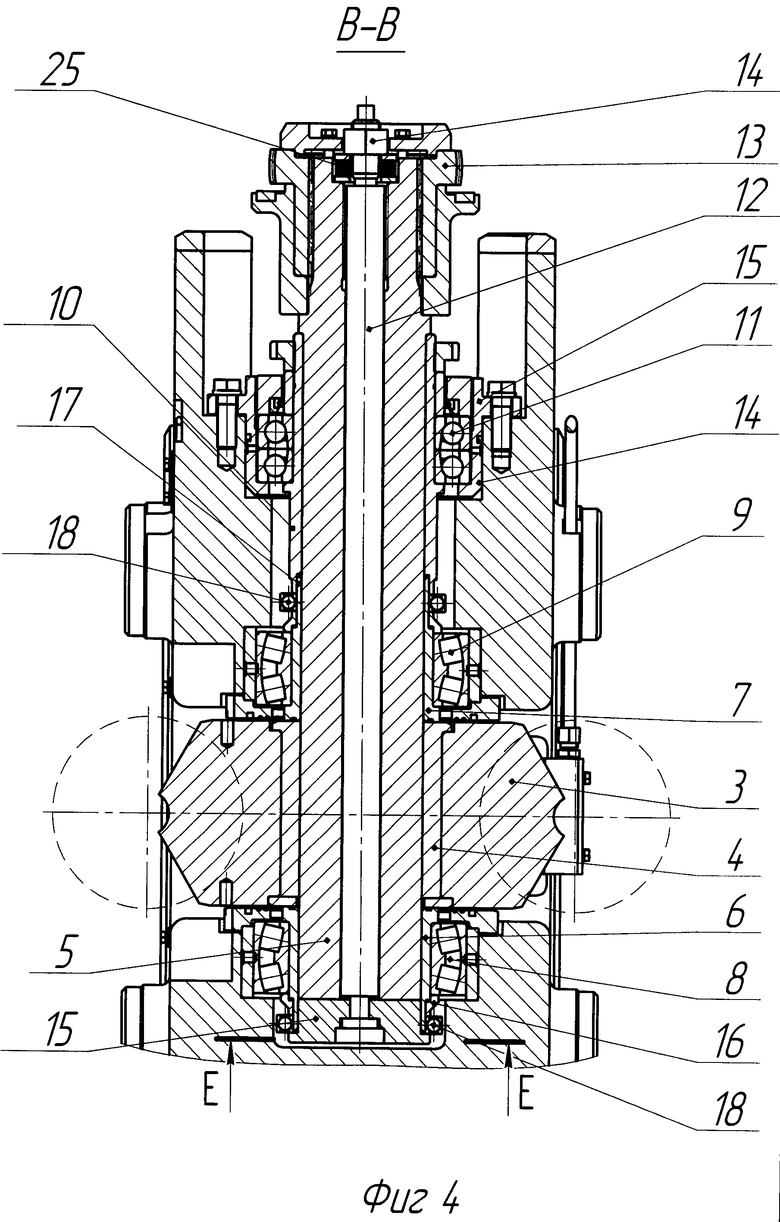
на фиг.4 - разрез В-В на фиг.2;
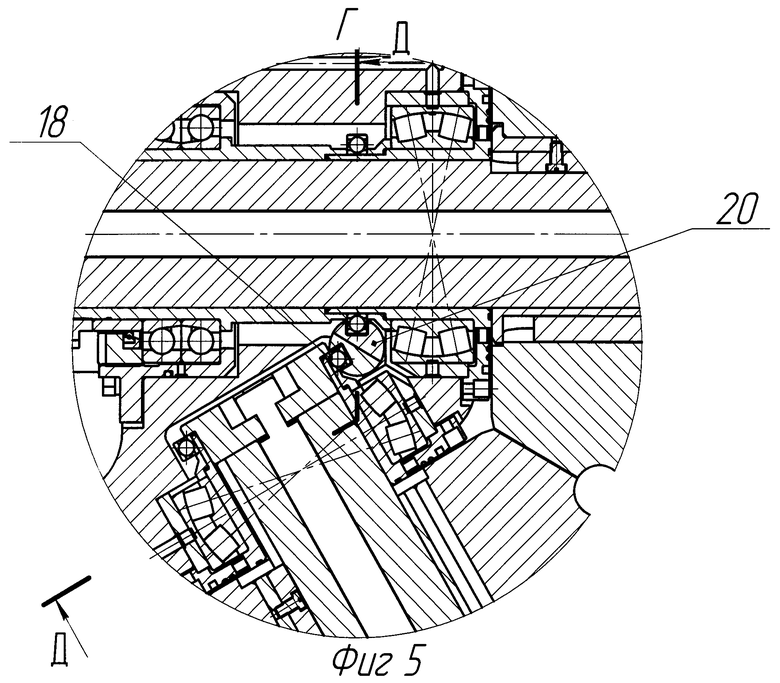
на фиг.5 - место Г на фиг.3;
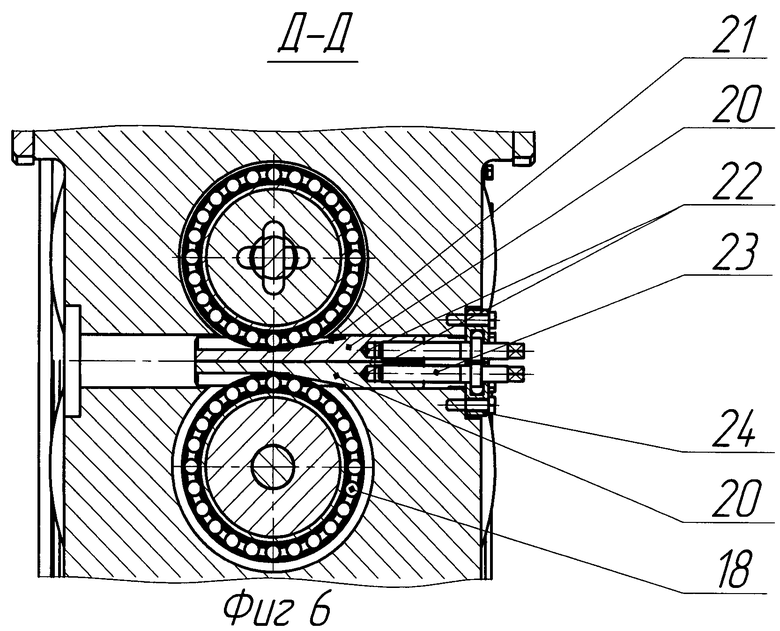
на фиг.6 - разрез Д-Д на фиг.5;
на фиг.7 - разрез Е-Е на фиг.4.
Клеть продольной прокатки содержит корпус 1 с тремя расположенными по кругу окнами 2, установленные в окнах 2 и образующие калибр три валка 3 с индивидуальными приводами вращения. Каждый валок 3 закреплен на втулке 4, расположенной на полом валу 5. По обе стороны от валка 3 на полом валу 5 расположены втулки 6, 7 с радиальными подшипниками качения 8, 9. Со стороны приводного конца полого вала 5 на втулке 10 установлен подшипник 11, воспринимающий осевые нагрузки. Внутри полого вала 5 расположена тяга 12, соединенная с ним посредством зубчатой втулки 13 с гайкой 14 с одной стороны и торцевой шайбой 15 с другой стороны.
С внешней стороны радиальных подшипников качения 8, 9 размещены на втулках 16, 17 дополнительные радиальные подшипники 18. Клеть снабжена расклинивающими средствами, расположенными с возможностью перемещения в сквозных цилиндрических отверстиях 19, выполненных под них в корпусе 1 клети, параллельно оси калибра, и взаимодействующих с наружной поверхностью дополнительных радиальных подшипников 18.
Каждое расклинивающее средство выполнено в виде двух полуцилиндров 20 с наклонными плоскостями 21, установленных в сквозных цилиндрических отверстиях 19 корпуса 1, и резьбовыми отверстиями 22 по торцу, в которые установлены болты 23, головки которых расположены в разъемной крышке 24, закрепленной на торце корпуса 1 клети.
Тяги 12 со стороны зубчатых втулок 13 снабжены тарельчатыми пружинами 25, а с противоположной стороны - молотковыми головками 26.
В торцевых шайбах 15 выполнены цилиндрические отверстия 27 соосно с ними два взаимно перпендикулярных овальных паза 28, 29, один 29 из которых - сквозной.
Клеть работает следующим образом.
Через зубчатую втулку 13 на полый вал 5 и втулку 4 с валком 3 передается крутящий момент от привода. Радиальные усилия прокатки воспринимают радиальные подшипники качения 8, 9. Подшипник 11 воспринимает осевые нагрузки. Для исключения осевого перемещения валка 3 внутри полого вала 5 расположена тяга 12, которая, с одной стороны имеет резьбу, а с другой стороны молотковую головку 26.
При сборке клети тяга 12 вставляется во внутреннее отверстие полого вала 5 и перемещается по оси своей молотковой головкой через овальный паз 29 до тех пор, пока молотковая головка 26 не окажется в зоне цилиндрического отверстия 27. Далее тягу 12 поворачивают молотковой головкой на 90° и обратным движением располагают ее в овальном пазе 29, который не позволяет тяге 12 вращаться при закручивании (раскручивании) гаек 14. Со стороны зубчатой втулки 13 гайкой 14 создается необходимое усилие затяжки на тягу 12 и торцевую шайбу 15. Усилие от торцевой шайбы 15 передается на втулки 6, 7, 10 подшипников и втулку 4 валка 3. Замыкается это усилие на полом валу 5, подпираемом тарельчатыми пружинами 25. Для уменьшения радиального перемещения валка 3 в цилиндрические отверстия 27 корпуса 1 клети установлены расклинивающие средства, выполненные в виде двух полуцилиндров 20 с наклонными плоскостями 21 и резьбовыми отверстиями 22 по торцу. В резьбовые отверстия установлены болты 23, которые, упираясь в разъемные крышки 24, давят на полуцилиндры 20. Последние цилиндрической поверхностью упираются в корпус 1 клети, а наклонной поверхностью - в дополнительные радиальные подшипники 18 и выбирают радиальные зазоры в подшипниках 8, 9 и втулках 6, 7.
При обработке калибра для производства каждого типоразмера трубы на калибровочном стане используется специализированный металлорежущий станок, который оснащен общим приводом строго синхронного вращения всех трех валков и приводным шпинделем с режущей головкой.
В процессе обработки калибра за счет расклинивающих средств в каждом валке в сборе с валом и подшипниками качения при их вращении приводом станка постоянно в радиальном направлении от центра калибра выбираются все зазоры.
Благодаря этому достигается высокая точность обработки калибра по всей длине окружностей каждого валка, а в процессе калибровки - высокая точность геометрии прокатываемых труб.
Предложенная клеть продольной прокатки по сравнению с известными позволит повысить жесткость калибра и точность его обработки, а также повысить надежность клети и сократить время ее перевалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430801C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2343023C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
Изобретение предназначено для повышения надежности клети продольной прокатки и может быть использовано в калибровочных и редукционных станах с трехвалковыми клетями. Клеть содержит неразъемный корпус с тремя расположенными по кругу окнами, установленные в окнах и образующие калибр три валка с индивидуальными приводами вращения, закрепленные каждый на втулке, расположенной на полом валу, размещенные на втулках два радиальных подшипника качения и один подшипник, воспринимающий осевые нагрузки, а также тяга, расположенная внутри полого вала и соединенная с ним посредством зубчатой втулки с гайкой с одной стороны и торцевой шайбой с другой стороны. Повышение жесткости калибра и точности его обработки, сокращение времени на перевалку валков обеспечивается за счет того, что на втулках с внешней стороны радиальных подшипников качения установлены дополнительные радиальные подшипники, в корпусе клети параллельно оси калибра выполнены сквозные цилиндрические отверстия, в которых с возможностью перемещения расположены расклинивающие средства, взаимодействующие с наружной поверхностью дополнительных радиальных подшипников, тяги со стороны зубчатых втулок снабжены тарельчатыми пружинами, а с противоположной стороны - молотковыми головками, которые имеют возможность установки в цилиндрических и двух взаимно перпендикулярных овальных пазах, выполненных в торцевых шайбах. Втулки с радиальными подшипниками качения, с подшипниками, воспринимающими осевые нагрузки, и дополнительными радиальными подшипниками расположены на полом валу. 1 з.п. ф-лы, 7 ил.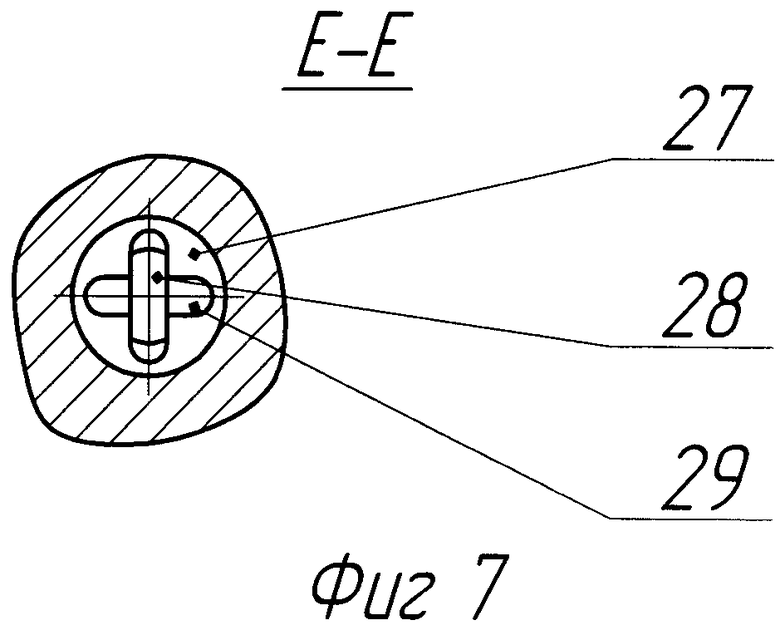
1. Клеть продольной прокатки, содержащая неразъемный корпус с тремя расположенными по кругу окнами, установленные в окнах и образующие калибр три валка с индивидуальными приводами вращения, закрепленные каждый на втулке, расположенной на полом валу, размещенные на втулках два радиальных подшипника качения и один подшипник, воспринимающий осевые нагрузки, а также тягу, расположенную внутри полого вала и соединенную с ним посредством зубчатой втулки с гайкой с одной стороны и торцевой шайбой с другой стороны, отличающаяся тем, что она снабжена дополнительными радиальными подшипниками, установленными на втулках с внешней стороны радиальных подшипников качения, и расклинивающими средствами, расположенными с возможностью перемещения в сквозных цилиндрических отверстиях, выполненных под них в корпусе клети параллельно оси калибра, и взаимодействующими с наружной поверхностью дополнительных радиальных подшипников, тяги со стороны зубчатых втулок снабжены тарельчатыми пружинами, а с противоположной стороны - молотковыми головками, взаимодействующими с выполненными в торцевых шайбах цилиндрическим отверстием и двумя взаимно перпендикулярными пазами, один из которых - сквозной, при этом втулки с радиальными подшипниками качения, с подшипниками, воспринимающими осевые нагрузки, и дополнительными радиальными подшипниками расположены на полом валу.
2. Клеть по п.1, отличающаяся тем, что каждое расклинивающее средство выполнено в виде двух полуцилиндров с наклонными плоскостями, установленных в сквозных цилиндрических отверстиях корпуса, и резьбовыми отверстиями по торцу, взаимодействующими с болтами, головки которых расположены в разъемной крышке, закрепленной на торце корпуса.
| DE 10316650 В3, 21.10.2004 | |||
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ ДЛЯ ПРОДОЛЬНОЙ | 0 |
|
SU371988A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| 0 |
|
SU156141A1 | |
| US 5765423 A, 16.06.1998. | |||

