Область техники
Изобретение относится к устройству измерения толщины посредством измерительного устройства и к способу проведения измерения с помощью измерительного устройства, причем, в частности, измеряется толщина расплава в установке для разливки металла. Кроме того, изобретение относится, в частности, к устройству для измерения толщины по п.1 формулы изобретения. Далее, изобретение относится к способу и к его применению.
Уровень техники
При разливке металлов или сплавов металлов в полосу или в профильную заготовку, в частности, горизонтальным способом разливки полосы горячий расплав, например расплав металла или стали, поступает из предшествующей емкости в подвижный кристаллизатор. В такой конструкции ширина отливаемой полосы определяется установкой боковых стенок, причем эти боковые стенки для обеспечения различной ширины полосы в процессе разливки установлены стационарно или с возможностью перемещения или регулировки.
В этом процессе, в частности, для изготовления полос или профильной заготовки расплав с верхней стороны не подвергается действию стенки кристаллизатора, так что поверхность оказывается под воздействием воздуха или целенаправленно регулируемой атмосферы.
Следовательно, в таком процессе толщина расплава ограничивается не стенкой изложницы, а регулируется массовым потоком из системы подачи и может варьироваться по длине и/или по ширине, так что могут возникать клинообразные неравномерности по ширине или волнообразные неравномерности по длине.
Этот способ разливки, например, в полосы или в профильные заготовки называется также Direct Strip Casting (прямое литье полосы) (DSC), и он известен из уровня техники, например из DE 19758108 C1, EP 1047510 B1 или DE 19746728 C1.
При этом документ ЕР 1047510 В1 раскрывает способ непрерывного производства горячекатаного плоского проката из литой тонкой полосы, в котором литая тонкая полоса контролируемо охлаждается в атмосфере защитного газа и из емкости, содержащей расплав, направляется в подвижный кристаллизатор.
За подвижным кристаллизатором предусмотрены валки прокатного стана для дальнейшей обработки разлитой металлической полосы или разлитого сплава и для получения желательных размеров или свойств материала. С тем чтобы валки могли производить однородный продукт разливки, необходима по возможности более однородная толщина металлической полосы или разлитого расплава, что, однако, в установках, соответствующих уровню техники, как оказалось, не может быть реализовано в достаточной степени.
Раскрытие, задача, решение и преимущества изобретения
Задача изобретения заключается в создании устройства, применении устройства и в создании способа измерения посредством измерительного устройства, в частности, толщины расплава в установке для разлива металла, которая обеспечивает изготовление катаных продуктов, полос или профилей со в значительной степени однородными размерами и свойствами материала.
Согласно изобретению поставленная задача в части устройства с признаками п.1 формулы изобретения решается посредством устройства для измерения толщины, в частности, для использования в установках для разливки в полосы или в профили по меньшей мере с одним измерительным устройством, причем толщина жидкого или тестообразного расплава или застывшего продукта разливки измеряется в кристаллизаторе или в емкости. При этом особенно предпочтительно, чтобы движущийся расплав или продукт разливки находился под контролем и чтобы определялась его толщина. Путем определения распределения толщины по всей ширине может быть определен профиль расплава, и в случае не оптимальной структуры поверхности или наличия наклона может быть осуществлена корректировка путем регулирующего или управляющего воздействия.
Понятие металл в рамках настоящего изобретения включает в себя также сплавы металлов.
Предпочтительно, чтобы измерительное устройство работало бесконтактно, а поверхность контролировалась и замерялась. При этом предпочтительно, чтобы измерительное устройство работало с использованием лазера и оптического датчика. Предпочтительно, чтобы можно было предусмотреть такой лазер и такой соответствующий датчик, который сканировал бы поверхность, или чтобы можно было предусмотреть множество лазеров и/или датчиков, отслеживающих или сканирующих соответствующий участок поверхности.
Предпочтительно также, если измерительное устройство работает контактным образом. При этом целесообразно, чтобы измерительное устройство работало с помощью тактильного датчика, например чувствительного элемента.
Целесообразно также, чтобы на основе измеряемого сигнала датчика формировался сигнал управления массовым потоком расплава из емкости, содержащей расплав. Благодаря этому с помощью массового потока материала можно управлять толщиной расплава или продукта разливки.
Кроме того, целесообразно, чтобы на основе измеренного сигнала формировался сигнал управления устройством для распределения расплава. Таким образом, поверхностью можно управлять путем распределения материала.
Предпочтительно также, чтобы толщина расплава в емкости измерялась в области заполнения и/или в области подачи в кристаллизатор. Посредством такого измерения, предпочтительно, можно также управлять поступлением расплава в указанную емкость.
Задача изобретения в части способа решается с помощью способа измерения толщины, в частности, для использования в установках для разливки расплава в полосы или в профили, снабженных измерительным устройством, причем толщина жидкого или тестообразного расплава или застывшего продукта разливки измеряется в кристаллизаторе.
При этом целесообразно, чтобы измерительное устройство работало бесконтактно или с контактом. Кроме того, целесообразно, чтобы на основе измеренного сигнала измерительного устройства формировался сигнал управления потоком массы расплава из емкости, содержащей расплав.
Целесообразно также, чтобы на основе измеренного сигнала измерительного устройства формировался сигнал управления устройством для распределения расплава.
Особенно целесообразно, чтобы распределение толщины расплава или продукта разливки измерялось по всей ширине. Тем самым может быть определен профиль, а на основе определенных профилей могут быть приняты меры по управлению или регулированию для оказания противодействия возникающим неравномерностям. При этом особенно предпочтительно, чтобы результат или сигналы измерения распределения толщины по всей ширине использовались для управления массовым потоком и/или для ориентации кристаллизатора по меньшей мере для предотвращения клиновидности или волнистости продукта разливки.
Предпочтительные усовершенствованные варианты выполнения представлены в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже изобретение более подробно поясняется на основе примера выполнения со ссылкой на прилагаемые чертежи, на которых показано:
фиг.1 - схематический вид установки для разливки металла,
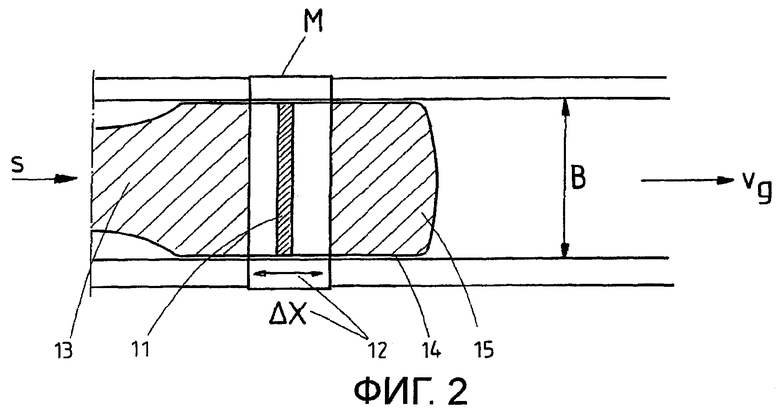
фиг.2 - частичный разрез вида сверху на фиг.1,
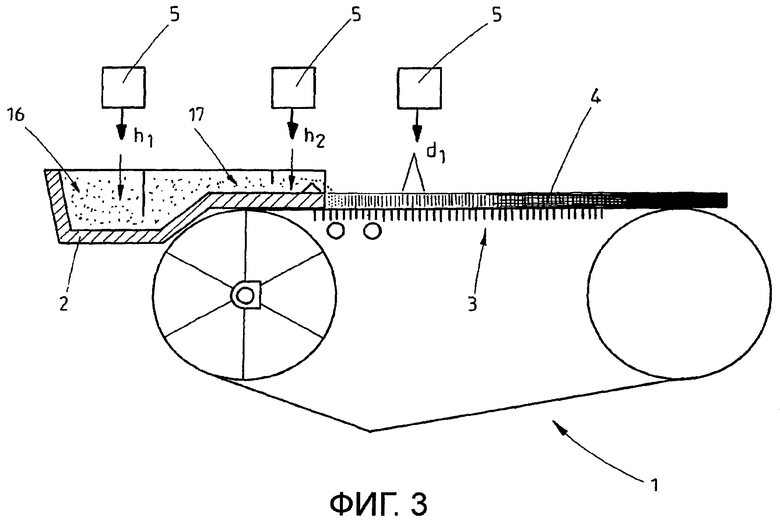
фиг.3 - вид сбоку устройства согласно изобретению.
Предпочтительный вариант выполнения изобретения
На фиг.1 схематически изображена установка 1 для разливки металла с емкостью 2, в которой подготовлен жидкий металл, например стальной расплав S. Для этого емкость 2, предпочтительно, имеет электрические нагревательные элементы, которые, однако, не показаны, для доведения жидкого металла до определенной температуры и/или для ее поддержания.
Из емкости 2 жидкий металл, или расплав S, предпочтительно, выпускается в соответствующий подвижный кристаллизатор 3, причем в результате соответствующего перемещения кристаллизатора 3 из жидкого металла производится полоса 4, прежде чем она пройдет дальнейшую обработку на непоказанных последующих ступенях прокатной установки. В качестве дополнительной последующей ступени наряду с прокатной установкой может быть также предусмотрена листовая установка. В этом случае литая полоса в качестве заготовки может рассматриваться как промежуточный продукт.
Для измерения толщины металлической полосы 4 предусмотрено измерительное устройство 5, сканирующее поверхность металлической полосы бесконтактно или контактным образом и определяющее толщину металлической полосы 4.
Измерительное устройство 5 производит определение толщины d металлической полосы 4, причем блоком управления может осуществляться управление или регулирование массового потока массы расплава из емкости 2 в кристаллизатор 3. Предпочтительно, если блок управления может интегрироваться в измерительное устройство 5, или он может быть предусмотрен в виде отдельного узла.
Управление массовым потоком материала из емкости 2 в кристаллизатор 3 осуществляется косвенно посредством регулирования массового потока из металлоприемника (ковша) в емкость 2. Металлоприемник 6 также содержит горячий расплав S, который через выпускное отверстие может стекать в емкость 2. С помощью целенаправленного перемещения затвора 7, например стопора и прочее, или управления им потоком расплава из металлоприемника 6 можно управлять, как и поступлением расплава в емкость 2, как показано на фиг.1, за счет высоты стопора можно, например, регулировать величину открытого зазора для протекания расплава. Таким образом, измерительное устройство 5 может подавать сигнал управления на блок управления, управляющий подачей расплава S в емкость 2.
Следовательно, согласно изобретению благодаря измерению толщины металлической полосы, или толщины расплава 4, по всей ширине возможно управление профилем продукта литья по длине и ширине посредством управления массовым потоком, причем проведение измерения толщины металлической полосы, или расплава S, целесообразно предоставлять для последующей прокатки в режиме in-line или off-line.
В частности, предпочтительно, чтобы данные о толщине расплава на начальном участке металлической полосы поступали отнесенными к ширине металлической полосы.
Особенно предпочтительным для применения изобретения является измерение толщины расплава или металлической полосы в начале металлической полосы, по существу, в начале кристаллизатора, или после того как расплав, стекающий из емкости 2 в подвижный кристаллизатор, распределится, предпочтительно, равномерно. Это означает, что место измерения удалено от выпускной части кристаллизатора настолько, что расплав распределяется или должен распределяться по кристаллизатору равномерно.
Для проведения измерения в принципе можно провести различие между методами измерения, работающими бесконтактно и контактным образом. Методы измерения, работающие бесконтактно, имеют то преимущество, что они, например, могут выполняться при удаленном расположении измерительного устройства от расплава или металлической полосы, так что измерительное устройство 5 благодаря этому может быть установлено защищенным образом. В качестве примера методов измерения, работающих бесконтактно, могут быть, предпочтительно, использованы лазерные методы или в принципе дистанционные методы измерения, например, на электромагнитной или оптической основе.
При этом измерительное устройство М 5 может перемещается на расстояния ∆x и ∆y, причем устанавливаться может даже расстояние ∆А до самого расплава S. Благодаря этому устройство измерения может быть подстроено под различные толщины и установлено с защитой от воздействий окружающей среды.
На фиг.2 схематически изображен вид места измерения сверху, в котором измерение производится с помощью измерительного устройства М, работающего бесконтактно 5. При этом цифрой 11 обозначена область измерений работающего бесконтактно датчика измерительного устройства, например лазера с соответствующей оптикой. Измерительное окошко 11 перемещается внутри диапазона (∆x) 12. Расплав (S) 13 поступает в подвижный кристаллизатор 14, при этом образуется полоса 15 из жидкого металла и сплава с шириной В. Стрелками показаны направление расплава и подвижного кристаллизатора, причем vg означает скорость кристаллизатора.
В качестве измерительного устройства 5 предпочтение как устройству, работающему бесконтактно, отдается устройству, содержащему лазер. Предпочтительно, может быть использован такой лазер, как, например, лазер с красным излучением или лазер с голубым излучением. При этом лазер излучает свет в области измерительного окошка, и благодаря отражению отраженный свет может измеряться с помощью детектора, так что по отраженному свету может быть определена высота расплава по ширине полосы. Предпочтительно, лазер может управляться таким образом, чтобы он сканировал полосу по ширине.
Альтернативно для сканирования расплава, или полосы, или продукта разливки по ширине с помощью лазера и соответствующего датчика могут быть также установлены рядом друг с другом или параллельно друг другу несколько лазеров и/или датчиков, контролирующих соответствующую подобласть ширины расплава или продукта разливки, так что на основе данных соответствующих лазеров и датчиков может быть определен профиль толщины.
Несколько датчиков могут быть также распределены по ширине контролируемой области так, чтобы, например, параллельно друг другу или рядом друг с другом были установлены несколько датчиков, которые, будучи распределены по ширине параллельно, определяли бы толщину контролируемой полосы или расплава. Таким образом, путем сканирования или измерения распределения толщины по всей ширине полосы или расплава может быть определен профиль толщины.
Особенно предпочтительной является установка датчиков в области между первым положением, находящимся вблизи места подачи расплава, и положением, примерно соответствующим сходу с ленточного транспортера. В этой области расплав, предпочтительно, является еще жидким или по меньшей мере тестообразным, причем даже тестообразная форма смеси из расплава и застывшего материала, как, например, стали, вполне поддается определению. В следующем примере выполнения изобретения также целесообразно определять толщину застывшей стали по ширине.
Особенно предпочтительным является измерение толщины расплава по всей ширине, причем расплав в этом случае, предпочтительно, перемещается, например, в горизонтальном кристаллизаторе, как, например, при разливке заготовки, близкой к конечным размерам. Измерение, предпочтительно, производится при еще жидком расплаве, в идеале как можно ближе к входу, причем измерение, предпочтительно, производится по всей ширине. Благодаря этому максимально рано можно распознать возможную клиновидность или волнистость плоской заготовки или продукта разливки, что в целом может привести к снижению брака по сравнению с более поздним обнаружением только в застывшем состоянии.
При обнаружении, например, клиновидности путем целенаправленного управления наклоном кристаллизатора эту клиновидность можно по крайней мере уменьшить или устранить полностью. Подачей расплава в кристаллизатор по ширине можно управлять также путем установки на выходе из емкости нескольких сопел, так что благодаря этому может быть также уменьшена клиновидность или волнистость расплава.
При обнаружении волнистости расплава можно, например, осуществить регулировку массового потока. Для этого можно, например, произвести регулировку массового потока с помощью стопора.
Измерительное устройство 5 может быть установлено таким образом, чтобы оно во избежание повреждения от тепла и/или загрязнения, предпочтительно, предусматривалось на достаточном удалении от полосы расплава. Таким образом, может быть, например, осуществлено также экранирование от воды, стальных брызг, газа и/или от тепла. Измерение толщины может также происходить, например, в защищенной или содержащей инертный газ окружающей среде, так чтобы поверхность расплава или полосы не колебалась или не очень колебалась, так чтобы не было искажений результатов измерений или чтобы их становилось меньше.
Соответственно согласно изобретению, предпочтительно, чтобы измерительное устройство 5 устанавливалось в одном корпусе, предусмотренном для защиты и/или экранирования. Кроме того, предпочтительно, чтобы корпус был установлен с возможностью перемещения, так чтобы позиционирование корпуса могло производиться, например, в зависимости от скорости и/или размеров полосы расплава.
Согласно другой идее изобретения измерительное устройство 5 вместо системы датчиков, работающей бесконтактно, может быть снабжено системой датчиков, работающей контактным образом. При этом может быть предусмотрено применение тактильного датчика уровня в качестве чувствительного элемента, находящегося в контакте с поверхностью расплава S полосы 4. При этом чувствительный элемент, который может быть выполнен износостойким, может постоянно или с временными интервалами, например с колеблющимися по времени интервалами, контактировать с расплавом. Благодаря контакту с поверхностью расплава может определяться толщина расплава. Кроме того, определяться может толщина расплава по ширине, причем для этого, например, необходимо перемещение по ширине. Кроме того, для определения и получения профиля толщины по ширине полосы могут быть установлены рядом друг с другом несколько тактильных или измерительных датчиков.
Кроме того, может быть также целесообразно, чтобы датчик или датчики были установлены или выполнены таким образом, чтобы было возможно проведение дифференциального измерения. Такое дифференциальное измерение может быть проведено, например, таким образом, что между датчиком и поверхностью ленточного транспортера существовала или была установлена нулевая или опорная точка, при этом после подачи расплава может обнаруживаться более короткий путь или более короткое расстояние между датчиком и точкой измерения. Тогда обнаруженная разница в пути или расстоянии в этом случае соответствовала бы толщине расплава, или непрерывно-литой полосы, или продукта разливки.
Измерение толщины может быть также произведено с помощью проникновения в расплав или продукт разливки излучения, причем в этом случае толщину можно определить, например, по разности времен распространения сигнала, исходящего от датчика, и отраженного сигнала в состояниях без расплава/продукта разливки и при наличии расплава/продукта разливки.
Если толщина расплава S измерена в определенном положении в основном непосредственно после распределения расплава в подвижном кристаллизаторе, то для управления массовым потоком из емкости 2 в кристаллизатор 3 может быть подан сигнал управления. Это предпочтительно потому, что благодаря такому выполнению может быть достигнут допуск на толщину расплава по ширине и/или длине в рамках задаваемого размера или диапазона.
Кроме того, такая установка для разливки может быть дополнена устройством для активного распределения расплава в подвижном кристаллизаторе. При этом могут быть предусмотрены механические или электромагнитные распределители расплава на подающем сопле с сегментированным управлением, или воздействием, по ширине или пневматические устройства, а также устройства и/или вакуумные манипуляторы, равномерно распределяющие расплав в кристаллизаторе.
Благодаря измерению толщины расплава с помощью соответствующего управляющего сигнала наряду с управлением массовым потоком при необходимости можно управлять также устройством для гомогенизации и/или таким манипулятором, как, например, мешалка или вакуумный распределитель.
При использовании лазерных способов или методов измерения такие применяемые лазеры, называемые также штриховыми лазерами, формируют линию поперек направления вытягивания заготовки под заданным углом к пленке, или поверхности, расплава или продукта разливки. Толщина расплава или продукта разливки или их профиль, как, например, возвышение кромок, могут соответственно измеряться с помощью обработки видеоизображения под углом. Такой метод называется также методом светового сечения. Соответственно могут использоваться или один, или же множество лазеров, распределенных по ширине заготовки.
Кроме того, лазер может быть установлен таким образом, чтобы он находился сверху, например по существу был направлен перпендикулярно поверхности расплава или продукта разливки. При этом по разности времени распространения отраженного света по сравнению с эталонной величиной определяется толщина расплава или продукта разливки.
На фиг.3 изображено устройство для измерения толщины расплава в емкости 2, причем расплав попадает в емкость 2 из металлоприемника, не показанного на фиг.3. Для измерения толщины расплава предусмотрены измерительные устройства 5, которые могут измерять толщину расплава в кристаллизаторе 3 или в емкости 2. При этом в емкости 2 предпочтительными являются два положения, а именно область 16 заполнения, в которую расплав поступает из металлоприемника или распределителя, и область 17 подачи, из которой расплав подается в кристаллизатор 3 с заданной толщиной на движущуюся ленту. Таким образом, область 17 подачи располагается в направлении конца емкости 2 в направлении движущейся ленты. Таким образом, измеряются толщина d1 в кристаллизаторе, h1 и h2 в емкости в области 16 заполнения и в области 17 подачи. Следовательно, измерение может происходить в области неподвижного или в области движущегося расплава.
Список обозначений
1 - установка для разливки металла
2 - емкость
3 - кристаллизатор
4 - полоса
5 - измерительное устройство
6 - металлоприемник
7 - затвор
11 - область измерений
12 - область
13 - расплав
14 - кристаллизатор
15 - полоса
16 - область заполнения
17 - область подачи
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИРОКИХ ПОЛОС ИЗ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2007 |
|
RU2444414C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2443504C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
| Способ управления процессом непрерывного горизонтального литья | 1981 |
|
SU988449A1 |
| ИЗМЕРЕНИЕ УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ С ПОМОЩЬЮ ОПТОВОЛОКОННОГО СПОСОБА ИЗМЕРЕНИЯ | 2009 |
|
RU2466823C2 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗЛИВКИ РАСПЛАВА ЦВЕТНЫХ МЕТАЛЛОВ, В ЧАСТНОСТИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2450890C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| УСТАНОВКА ДЛЯ ИНВЕРСИОННОЙ РАЗЛИВКИ С КРИСТАЛЛИЗАТОРОМ | 1995 |
|
RU2127167C1 |
Изобретение относится к устройству и способу измерения толщины, в частности, для использования в установках для разливки полосы или профильной заготовки с измерительным устройством. Сущность: устройство для измерения толщины содержит бесконтактное измерительное устройство и блок управления. При этом измерительное устройство работает с помощью лазера или оптического датчика и выполнено с возможностью измерения распределения толщины жидкого или тестообразного металлического или стального расплава по ширине кристаллизатора, а блок управления на основе сигнала от измерительного устройства формирует сигнал управления устройством распределения расплава. Технический результат: обеспечение изготовления полос или профилей с однородными размерами и свойствами материала. 2 н. и 3 з.п. ф-лы, 3 ил.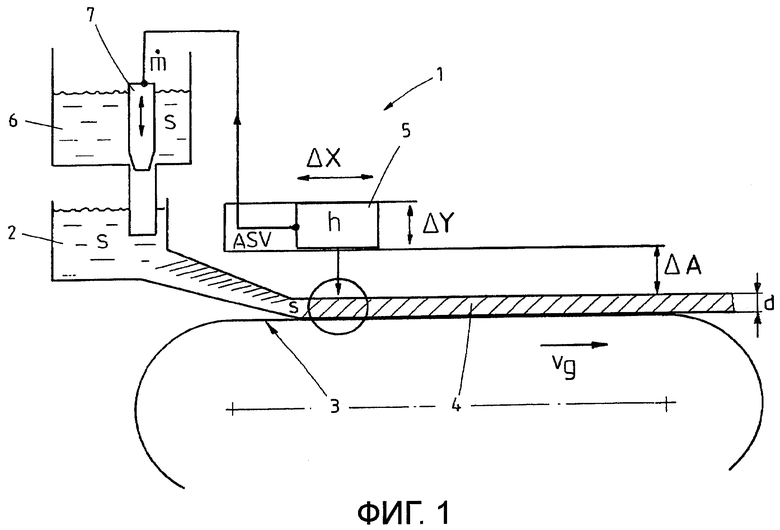
1. Устройство для измерения толщины полосы или профильной заготовки в установках разливки полосы, имеющих емкость (2), из которой в подвижный кристаллизатор (3) поступает жидкий или тестообразный металлический или стальной расплав, при этом устройство содержит:
- измерительное устройство (5), предназначенное для бесконтактного измерения толщины или контроля поверхности жидкого или тестообразного металлического или стального расплава, поступающего из емкости (2) в подвижный кристаллизатор (3),
- блок управления, который на основе сигнала от измерительного устройства (5) формирует сигнал управления устройством распределения расплава, в котором измерительное устройство (5) работает с помощью лазера или оптического датчика и выполнено с возможностью измерения распределения толщины жидкого или тестообразного металлического или стального расплава по ширине кристаллизатора.
2. Устройство по п.1, отличающееся тем, что на основе сигнала измерительного устройства (5) блок управления формируется сигнал управления массовым потоком расплава (13) из емкости, содержащей расплав (13).
3. Устройство по любому из пп.1, 2, отличающееся тем, что толщина расплава (13) в емкости (2) измеряется в области заполнения и/или в области подачи в кристаллизатор (3).
4. Способ измерения толщины полосы или профильной заготовки в установках разливки полосы, имеющих емкость (2), из которой в подвижный кристаллизатор (3) поступает жидкий или тестообразный металлический или стальной расплав, причем
посредством измерительного устройства (5) осуществляют бесконтактное измерение толщины или контроль поверхности жидкого или тестообразного металлического или стального расплава, поступающего из емкости (2) в подвижный кристаллизатор (3), и
- посредством блока управления на основе сигнала от измерительного устройства (5) формирует сигнал управления устройством распределения расплава, в котором измерительным устройством (5) с помощью лазера или оптического датчика и измеряют распределение толщины жидкого или тестообразного металлического или стального расплава по ширине кристаллизатора.
5. Способ по п.4, отличающийся тем, что результат или сигналы измерения распределения толщины по всей ширине используют для управления массовым потоком и/или ориентации кристаллизатора (3) по меньшей мере для противодействия клиновидности и/или волнистости расплава (13).
| DE 19746728 C1, 29.10.1998 | |||
| EP 0334802 A2, 27.09.1989 | |||
| DE 19618923 A1, 05.12.1996 | |||
| JP 61137658 A, 25.06.1986 | |||
| US 4335609 A, 22.06.1982. |

