Изобретение относится к установке для инверсионной разливки с кристаллизатором, в котором имеется находящийся в днище и снабженный уплотнением пазообразный проход для пропускания несущей ленты и который соединен с системой подвода расплава.
При инверсионной разливке неохлажденный очищенный металлический профиль с низким теплодержанием пропускают через находящийся в соответствующем резервуаре металлический расплав. При контакте с металлической проволокой или лентой металлический расплав кристаллизуется на сравнительно холодном металлическом профиле. Толщина кристаллизирующейся отливки зависит от длительности контакта, а также от температуры металлического профиля и металлического расплава.
Из патента US 3466186 известна установка для инверсионной разливки, в которой проволоку пропускают через заполненную расплавом емкость. В днище емкости находится снабженный уплотнением проход. Подвод расплава в емкость предусмотрен вблизи поверхности ванны. В особой форме исполнения проволока, предназначенная для получения отливки, окружена втулкой, которая в зоне днища емкости с расплавом имеет проходы, через которые жидкий металл подводится к проволоке. Далее, из патента EP 0311602 B1 известен способ производства тонких металлических изделий, при котором через днище емкости с расплавом вытягивают несущую ленту вертикально вверх сквозь жидкий расплав.
В обоих патентах проволоку или ленту пропускают через спокойную ванну из металлического расплава. При контакте несущего элемента и расплава образуется неравномерный и не поддающийся воздействию извне контур потока. Вследствие этого неблагоприятного контура потока имеет место неравномерное распределение температур, в частности при инверсионной разливке лент.
Кроме того, известна установка для инверсионной разливки с кристаллизатором, содержащим систему подвода расплава, соединенную с выполненным в днище кристаллизатора пазообразным проходом для пропускания несущей ленты, в котором размещено уплотнение (WO, заявка 87/07192, кл. B 22 D 11/00, 03.12.87).
Ожидаемым техническим результатом заявленного изобретения является создание установки для получения в кристаллизаторе точных по размеру лент, в которой для достижения постоянной скорости наращивания металла относительная скорость ленты и жидкой стали вблизи ленты мала и при которой находящаяся в кристаллизаторе жидкая сталь имеет равномерное распределение температуры.
Этот технический результат получается за счет того, что система подвода расплава выполнена в виде питающего приемника, охватывающего горизонтально емкость кристаллизатора и имеющего в зоне пазообразного прохода сопла, выходные участки которых расположены с возможностью подачи вытекающего расплава на несущую ленту под острым углом к направлению ее вытягивания.
Жидкий металл выходит из сопел с такой эпюрой скоростей, которую можно настроить так, чтобы жидкость имела такую же скорость, как и несущая лента. Ниже по течению движение ванны вблизи несущей ленты происходит уже не под действием вытекающего металла, а только под действием самой несущей ленты. Движущийся с той же скоростью, что и несущая лента, жидкий металл имеет возможность кристаллизоваться с относительной скоростью, близкой к нулю. Благодаря намеренному подводу металлического расплава через сопла, достигается равномерное распределение температуры расплава. Такое надежное управление температурой позволяет устранить повреждения, в частности расплавление несущей ленты. Отсутствие относительной скорости и равномерное распределение температуры приводят к постоянному наращиванию толщины несущей ленты по ее ширине. Предлагаемый кристаллизатор имеет геометрически простую форму и, благодаря тому, что его форма приспособлена к условиям обтекания жидкого металла, является износостойким.
Сопла имеют пазообразную или трубообразную форму и проходят так, что их угол наклона меньше 30o. Выбор угла наклона и предложенные формы позволяют обеспечить устойчивую жаростойкую структуру, имеющую достаточный проход, благодаря чему отсутствуют помехи потоку металла. В пазообразных соплах предлагается применять соотношение толщины и длины в пределах 1/10 - 1/30, в трубообразных соплах принимать диаметр в пределах 20-40 мм. Обе формы сопел позволяют создать на несущей ленте однородный контур потока расплава.
В целесообразном варианте выполнения питающий приемник выполняется в виде втулки, которая отделена экраном от несущей ленты. В зоне основания, а также в головном участке, предусмотрены переливы. Путем расположения экранов можно в канале, образованном между несущей лентой и экраном, обеспечить особенно точное пропускание расплава. Через перелив в головном участке экрана металл может перетекать и смешиваться со вновь подведенным металлом. Это особенно благоприятно сказывается как на температуре, так и на качестве жидкого металла. Располагая в экранах элементы для настройки температуры, можно точно подбирать заданную температуру.
Далее предлагается встраивать в наружные стенки емкости кристаллизатора питаемые электрическим током катушки для повышения скорости потока.
Кроме того, постоянные условия достигаются также путем применения регулировки зеркала литейной ванны. Простым образом это может быть достигнуто путем смешанного подвода расплава из ковша через заполненный патрубок в питающий приемник кристаллизатора. Располагая подводящую воронку и внутреннюю полость емкости в виде взаимно соединяющихся труб, можно простыми средствами воздействовать извне на зеркало литейной ванны.
В предпочтительном варианте исполнения внутреннюю полость емкости приспосабливают к условиям обтекания таким образом, что в направлении вытягивания несущей ленты на головном участке экраны раздвинуты на большее расстояние. Здесь несущая лента отстоит от наружных стенок или экранов настолько, что не создает препятствий потоку расплава. В зависимости от размера и скорости ленты, это расстояние составляет 20 - 80 мм.
Емкость кристаллизатора выполняется таким образом, что отдельные его части представляют собой детали, изготовленные заранее и легко заменяемые на месте. Так как питающий приемник состоит из наиболее подверженных износу деталей, выше свода приемника предусмотрен горизонтальный разделительный стык. Отдельные детали можно разбирать и снова собирать с обеспечением герметичности посредством клеммовых устройств, предусмотренных на металлическом кожухе резервуара.
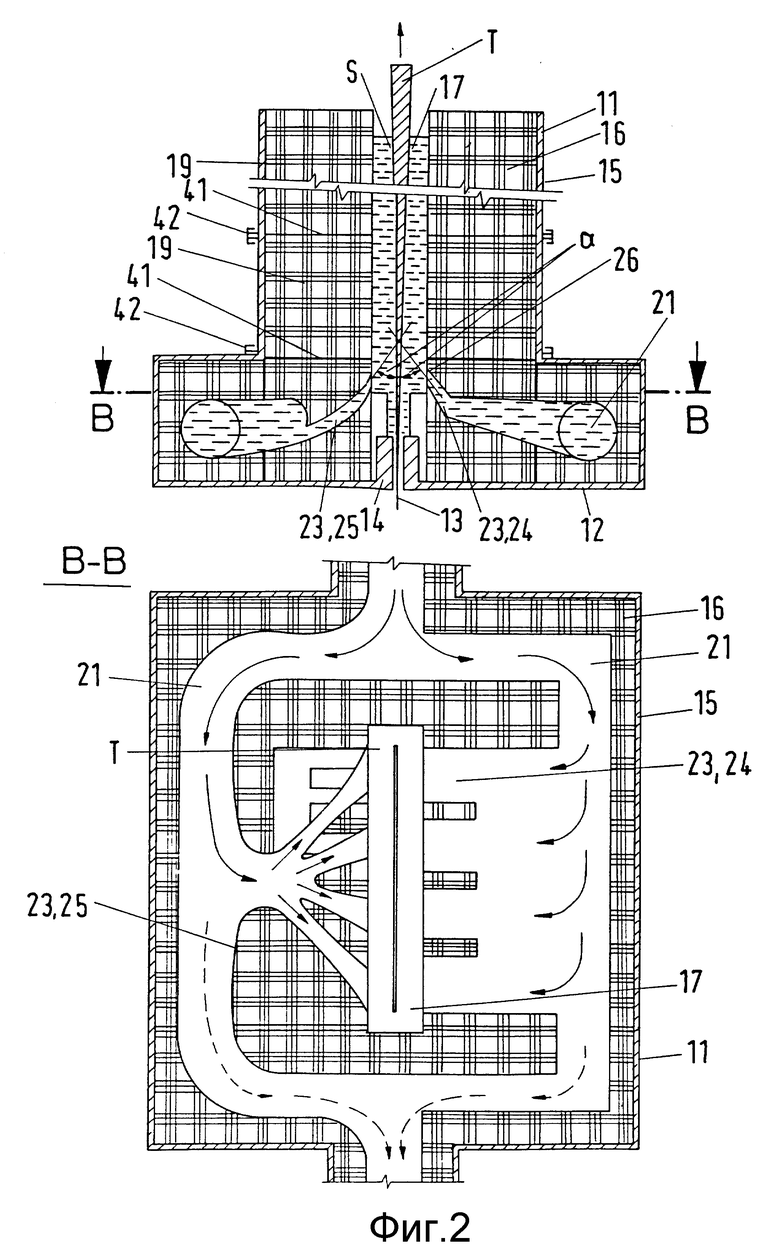
На фиг. 1 показана схема установки для инверсионной разливки.
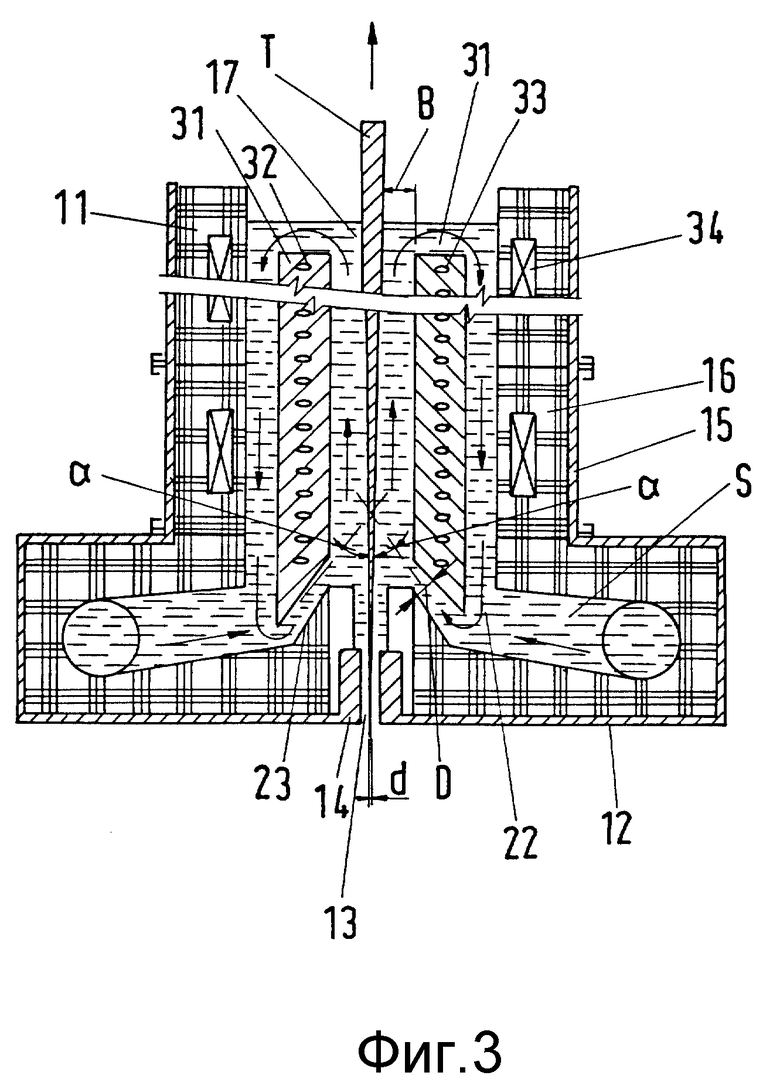
На фиг. 2 - продольный и поперечный разрез по кристаллизатору.
На фиг. 3 - продольный разрез по кристаллизатору с экранами.
На фиг. 1 показана емкость 11, через которую пропускается несущая лента Т, входящая в днище резервуара. Несущая лента Т смотана в рулон 62, опирающийся на стойки 61, и вытягивается расположенным над емкостью 11 вытяжным барабаном 63.
На своем нижнем участке емкость 11 окружена питающим приемником, который со стороны подвода расплава имеет заполненный патрубок 27, а со стороны отвода расплава - резервную заглушку 54. Над заполнительным патрубком 27 можно поставить питающий ковш 51, снабженный погружной трубкой 52, которая может быть вставлена в отверстие заполнительного патрубка 57. На участке емкости 11 питающий приемник 21 имеет схематически изображенные на чертеже пазообразные сопла 24. Расплав обозначен буквой S.
На фиг. 2 в верхней части показан продольный разрез по емкости 11, через который пропускается сквозь расплав S несущая лента Т. Емкость 11 имеет кожух 15, который снабжен жароупорной облицовкой 16. При этом емкость имеет разделительный стык 41. На наружной стороне емкости, в зоне разделительного стыка 41, предусмотрены клеммные устройства 42, которыми скрепляются отдельные части 19 емкости. В днище 12 емкости предусмотрен проход 13, снабженный уплотнением 14.
Нижняя часть емкости 11 выполнена в виде питающего приемника 21, сопла 23 которого заходят своими выходными участками 26 во внутреннюю полость 17 емкости. На продольном разрезе справа сопла 23 показаны в виде пазообразных сопел 24, а слева - в виде трубообразных сопел 25. Угол наклона сопел 23 составляет менее 30o.
Через питающий приемник 21 проведен разрез по линии BB, который показан на фиг. 2, в нижней части, как вид сверху. Из подробнее не изображенного заполнительного патрубка расплав вытекает в кольцеобразный питающий приемник 21, через который расплав попадает к несущей ленте Т, находящейся в центре емкости 11. В случае необходимости находящийся в емкости и в заполнительным патрубке расплав можно выпустить через сливное отверстие, показанное лишь условно. Находящийся в огнеупорной облицовке 16, которая заключена в металлический кожух 15, питающий приемник 21 имеет кольцеобразную форму. В правой части вида сверху сопло 23 показано в виде пазообразного сопла 24. Для устойчивости сопло 24 может быть прервано подпорными стенками 28. В левой части вида сверху сопло 23 образовано в виде трубообразных сопел 25. В верхней части левой стороны отдельные трубообразные сопла 25 соединены с питающим приемником, проходящим параллельно к внутренней полости 17 емкости; в нижней части предусмотрен центральный питающий приемник. На виде сверху стрелками показано направление потока жидкого металла. Стрелки, показанные штрих-пунктиром, относятся к случаю, когда резервная заглушка открыта и кристаллизатор требуется опорожнить. Кристаллизатор можно заполнять расплавом с одной стороны или с двух сторон.
На фиг. 3 показана емкость 11 с огнеупорной облицовкой 16, заключенной в кожух 15. Во внутренней полости 17 предусмотрены экраны 31, которые расположены так, что образуется питающий приемник 22 в виде втулки. При этом экраны 31 имеют такие размеры в емкости, заполненной расплавом S, что последний может перетекать через перелив 32.
В левой части чертежа экран 31 имеет сужающееся на конус поперечное сечение, благодаря чему текущий вместе с несущей лентой 15 расплав не встречает препятствия. Кроме того, в экранах 31 предусмотрены элементы 33 для регулирования температуры. Например, здесь можно установить охладительные элементы в виде меандров, по которым пропускается охлаждающее или нагревательное средство.
На фиг. 3, в огнеупорной облицовке 16 параллельно экранам 31 установлены катушки 34, при помощи которых можно воздействовать на поток расплава S. Толщина Т несущих лент обозначена буквой d, расстояние от несущей ленты до отдельных экранов - буквой B. Показан угол наклона α сопел 23, имеющих диаметр D. В днище емкости предусмотрен проход 13, который при помощи уплотнения 14 препятствует вытеканию расплава S из емкости 11.
Кроме того, на фиг. 1 - 3 обозначены: 29 - свод питающего приемника, 53 - резервный ковш.
Изобретение относится к установке для инверсионной разливки с кристаллизатором, в котором имеется находящийся в днище и снабженный уплотнением пазообразный проход для пропускания несущей ленты и который соединен с системой подвода расплава. Изобретение предусматривает питающий приемник, охватывающий горизонтально емкость кристаллизатора, при этом питающий приемник соединяется с соплами, находящимися в зоне прохода, входные отверстия сопел расположены так, что вытекающий расплав попадает на несущую ленту (Т) под пологим углом α в направлении вытягивания ленты. Технический результат заключается в создании установки для изготовления точных по размеру лент с обеспечением постоянной скорости наращивания металла относительно низкой постоянной скорости ленты и жидкой стали вблизи ленты и равномерного распределения температуры находящейся в кристаллизаторе жидкой стали. 17 з.п.ф-лы, 3 ил.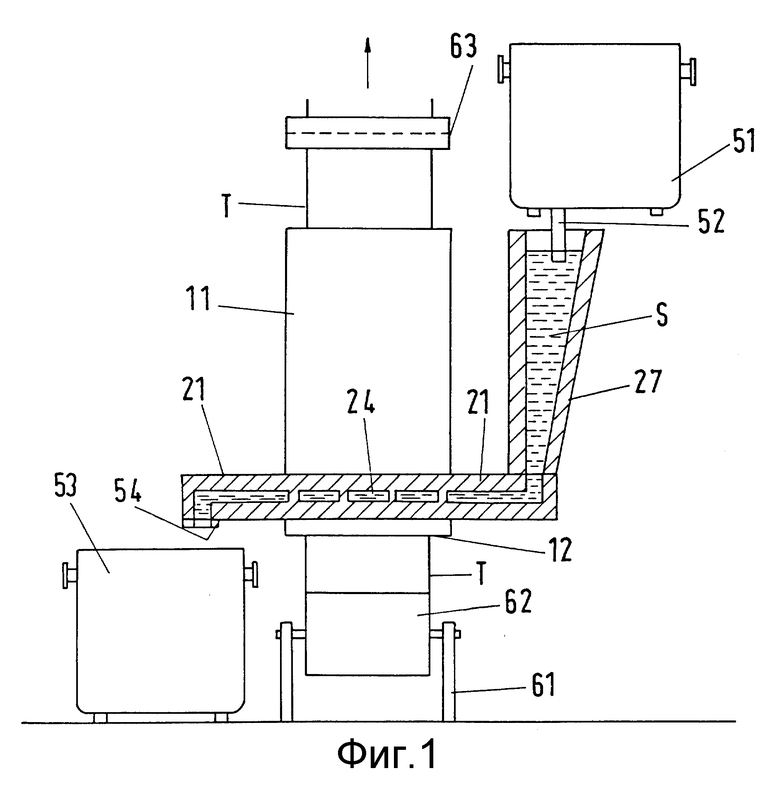
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Способ изготовления полуфабрикатов (труб, прутков, листов, штанг и т.п..) из полупроводниковых материалов | 1957 |
|
SU112624A1 |
| US 4479530 A, 30.10.84 | |||
| Способ определения показаний к хирургическому лечению острых травматических внутричерепных гематом | 2019 |
|
RU2702525C1 |
| СТАБИЛИЗАТОР ПОСТОЯННОГО НАПРЯЖЕНИЯ | 2011 |
|
RU2485569C2 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
