Изобретение относится к прокатному производству и технологии прокатки заготовок из непрерывнолитых слябов, в частности к их продольному разделению.
Известен способ разделения непрерывнолитого сляба, разработанный фирмой British Steel (Великобритания) совместно с фирмой Metalform (Швеция) (Partington D. , Mackenale C.R., Oldfield D., реф. сборник "Новости науки и техники", 17, 1983, с.7-10). Согласно этому способу литой сляб 230•1550 мм длиной 3,0...3,5 м разделяли за четыре прохода на две части, соединенные перемычкой в клети с диаметром валков 1050 мм, затем перемычку разрезали газовым резаком. Каждую отрезанную часть за одиннадцать проходов прокатывали в блюм 230•230 мм (редуцировали по ширине). Таким образом, весь процесс производства двух блюмов из одного сляба осуществляли за 26 проходов.
Существенным недостатком данного способа является то, что требуемое окончательное разделение на отдельные полосы осуществляют газовыми резаками, в результате чего возникает угар металла в процессе резки, увеличиваются трудозатраты и снижается производительность процесса.
Наиболее близким аналогом изобретения является способ продольного разделения непрерывно литого сляба на промежуточные заготовки по авторскому свидетельству SU 820929 (В 21 В 1/02, 1981), включающий задачу сляба в валки с клиновидными гребнями, формирование ими за несколько проходов перемычки и разделение сляба на промежуточные заготовки, предназначенные для дальнейшего переката.
Недостатки указанного способа состоят в сложности его реализации, а также в том, что полученные заготовки имеют искаженную форму поперечного сечения. Это ухудшает их качество.
Технической задачей, решаемой предложенным изобретением, является снижение трудозатрат и повышение надежности при разделении непрерывнолитого сляба на промежуточные заготовки.
Поставленная задача решается за счет того, что в способе продольного разделения непрерывнолитого сляба, включающем задачу сляба в валки с клиновидными гребнями, формирование ими за несколько проходов перемычки и разделение сляба на промежуточные заготовки, предназначенные для дальнейшего переката, согласно изобретению разделение сляба на промежуточные заготовки осуществляют в последнем проходе посредством одновременного обжатия по высоте перемычки и одной из частей сляба в пределах 2,5-5% от его высоты.
Техническим результатом от использования изобретения является обеспечение возможности надежного разделения непрерывнолитого сляба на промежуточные заготовки, устранение изгиба разделяемых заготовок в вертикальной плоскости и увеличение производительности процесса разделения.
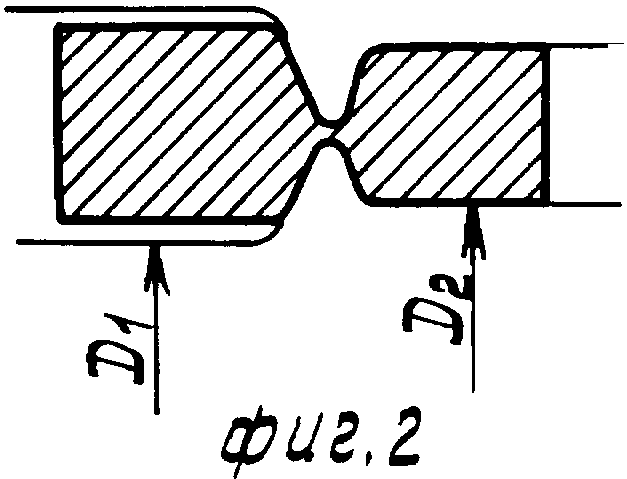
Изобретение поясняется чертежами где, на фиг.1 изображена схема разделения сляба по прототипу; на фиг.2 - то же по предложенному способу.
Способ осуществляют следующим образом.
Исходя из толщины сляба, для последнего прохода определяют высоту клиновидных гребней на валке и разность диаметров валков по разные стороны гребней. Задают нагретый сляб в стан. Симметрично или асимметрично центрируют его по ширине относительно гребней валков и осуществляют первый проход для наметки гребнями зоны продольного разделения. Затем за несколько проходов с большим обжатием осуществляют формирование перемычки таким образом, чтобы бочка верхнего валка не соприкасалась с поверхностью сляба. Затем в последнем проходе сводят валки почти до соприкосновения гребней верхнего и нижнего валков при минимальном обжатии и осуществляют прокатку с разделением сляба таким образом, чтобы высотное обжатие получила только одна из разделяемых частей сляба (чтобы как минимум одна из частей сляба не получила высотного обжатия). Обжатие только одной из частей сляба в момент его разделения за счет разного диаметра валков по разные стороны гребня обеспечивает более устойчивый процесс разделения перемычки за счет комбинации поперечных растягивающих напряжений, создаваемых клиновидными гребнями, и разницы продольных напряжений, создаваемых различной вытяжкой разделяемых частей сляба. Обжатие при проходе с разделением выбирают в пределах 2,5-5% от высоты разделяемого сляба (порядка 10 мм). При большем обжатии возникает опасность посадки "вал на вал" при разделении и возможность поломки оборудования. Кроме того, большее обжатие в зоне гребня может привести к искривлению разделяемых заготовок в горизонтальной плоскости из-за неравномерности деформации. Высота клиновидных гребней и разность диаметров валков по разные стороны гребней определяют высотой разделяемого сляба.
Примеры конкретного выполнения способа.
Пример 1.
На Магнитогорском металлургическом комбинате (ОАО "ММК") на блюминге был реализован способ разделения непрерывнолитого сляба исходного сечения 250•910мм. После нагрева сляб подают в валки блюминга, центрируют относительно гребня и прокатывают. За 3-5 проходов формируют перемычку, причем диаметр бочки валка слева от гребня D1=885 мм, а справа от гребня D2=905 мм. При формировании перемычки обжатие сляба бочкой валков отсутствует. Затем в последнем проходе обеспечивают минимальное обжатие гребнем до 10 мм таким образом, что правая часть сляба одновременно получает абсолютное высотное обжатие до 10 мм, что способствует процессу разделения перемычки за счет комбинации поперечных и продольных растягивающих напряжений и разделению сляба на две симметричные части с сечением 455•250 мм. После этого каждую часть последовательно прокатывают в формирующем ящичном калибре до размера 260•290 мм за 3 прохода, а затем задается в непрерывный заготовительный стан - НЗС 630.
Пример 2.
Аналогично предыдущему примеру используют сляб 250•910 мм, но центрируют его относительно гребня несимметрично так, чтобы после разделения получились заготовки различных сечений. В последнем проходе с минимальным обжатием гребнем до 10 мм и одновременным абсолютным обжатием правой части сляба до 10 мм разделяют сляб на две несимметричные части: первая с сечением 250•290 мм, вторая - 250•630 мм. Для сохранения температуры металла и обеспечения высокой производительности первая часть сразу после разделения задается в НЗС 630, а вторая часть прокатывается в формирующем ящичном калибре блюминга до сечения 260•290 мм за 5 проходов, после чего также задается в НЗС 630.
В результате разделения в клети блюминга были получены прямоугольные сечения 260•290 мм и 250•290 мм.
Из вышеприведенных примеров видно, что в результате разделения непрерывнолитого сляба предложенным способом были получены промежуточные заготовки для дальнейшего переката без продольного искривления, что соответствует техническим требованиям, при этом по сравнению с прототипом на 23% повышена производительность процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения проката | 1988 |
|
SU1554998A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК | 1999 |
|
RU2171724C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2001 |
|
RU2186641C1 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ДЛЯ ПРОКАТКИ ЗАГОТОВОК ИЗ НЕПРЕРЫВНО-ЛИТОГО ТОЛСТОГО И ШИРОКОГО СЛЯБА | 2005 |
|
RU2318620C2 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| Способ прокатки заготовок | 1980 |
|
SU871853A1 |
| Способ прокатки заготовок | 1978 |
|
SU806173A2 |
| Способ реверсивной прокатки слитков | 1983 |
|
SU1068181A1 |
Изобретение относится к прокатному производству. Способ включает задачу сляба в валки с клиновидными гребнями, формирование ими за несколько проходов перемычки и разделение сляба на промежуточные заготовки, предназначенные для дальнейшего переката. Разделение осуществляют в последнем проходе посредством одновременного обжатия перемычки и одной из частей сляба по его высоте в пределах 2,5-5%. Изобретение позволяет повысить надежность разделения сляба, устранить их изгиб в вертикальной плоскости и повысить производительность процесса. 2 ил.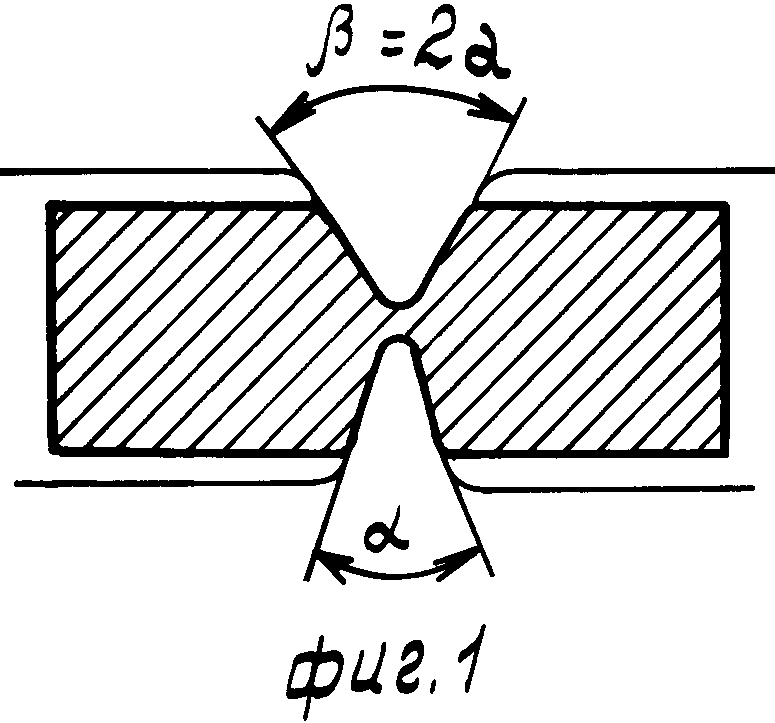
Способ продольного разделения непрерывнолитого сляба, включающий задачу сляба в валки с клиновидными гребнями, формирование ими за несколько проходов перемычки и разделение сляба на промежуточные заготовки, предназначенные для дальнейшего переката, отличающийся тем, что разделение сляба на промежуточные заготовки осуществляют в последнем проходе посредством одновременного обжатия перемычки и одной из частей сляба по его высоте в пределах 2,5 - 5%.
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| Способ прокатки заготовок | 1975 |
|
SU527218A1 |
| УСТРОЙСТВО ДЛЯ РАСШИРЕНИЯ ПУЧКА ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ ДЛЯ КОГЕРЕНТНОЙ ПОДСВЕТКИ С НАБОРОМ СВЕТОВОДОВ С ДИХРОИЧНЫМИ ПОКРЫТИЯМИ | 2020 |
|
RU2757071C1 |

