Область техники, к которой относится изобретение
Изобретение относится к строительству трубопроводного транспорта, в частности к полевым многофункциональным установкам для сварки трубных узлов и нестандартного оборудования, и может быть использовано при производстве работ по обвязке резервуарных парков, строительстве комплексов нефтеперекачивающих станций, газораспределительных станций, при монтаже технологических трубопроводных систем, различных инженерных сетей и т.д.
Уровень техники
Известна линия сборки труб ЛСТ-81 для сборки и сварки корневым слоем шва труб малого и среднего диаметров - 325-820 мм, с заводской стандартной разделкой кромок в трубные секции длинной до 36 м в составе трубосварочной базы БНС-81 (см. Каталог машин для строительства трубопроводов, издание VIII, СКБ «Газстроймашина», 1990 г., с.127, 128 (Приложение 2 и Приложение 1, рис.1.1-5.1).
Недостатком данного стенда является возможность выполнять только соединения «труба-труба», в ограниченном диапазоне диаметров.
Известен стенд ССТ-141А для сборки и сварки труб больших диаметров - 1020-1420 мм с заводской стандартной разделкой кромок, в трубные секции длиной до 36 м (см. Каталог машин для строительства трубопроводов, издание VIII, СКБ «Газстроймашина», 1990 г., с.129 (Приложение 2).
Недостатком данного стенда является возможность выполнять только соединения «труба-труба», в ограниченном диапазоне диаметров.
Известно зажимно-поворотное устройство по принципу зажимных роликов, содержащее станину, представляющую собой конструкцию со сплошными стенками, в которой размещены электрическое управление и привод механизма опрокидывания. Опрокидывание производят вручную кривошипной рукояткой. Электромоторный привод механизма опрокидывания также возможен. Опрокидываемая часть состоит из приводной и роликовой коробок, зажимной колонки, зажимного рычага и зажимного ролика. Устройство в исполнении без опрокидывания производят с типовыми названиями U 150Н, U 500Н, U 1000H (см. VIETZ зажимно-поворотное устройство по принципу зажимных роликов. Каталог продуктов, карманное издание Vietz Pipline Equipment, 2008 г., 3R, с.96-97).
Недостатком данного устройства является прямой контакт зажимного ролика с поверхностью трубы, что ограничивает его применение в случаях с трубами с заводским изоляционным покрытием, диапазон диаметров не превышает 800 мм.
Известна линия для сборки и сварки стыков труб, содержащая раму с регулируемыми по высоте передней и задней опорами и расположенную на них штангу с установленным на штанге центратором, соединенным с гидростанцией и гидроаппаратурой управления, при этом задняя часть штанги снабжена опорой на подшипниках и гидрошарниром, а гидростанция и гидроаппаратура управления установлены вне центратора и соединены с ним через гидрошарнир.
В линии передняя часть штанги снабжена обечайкой, имеющей возможность контактировать с передней опорой.
Линия снабжена комплектом обечаек, соответствующих диаметром свариваемых труб (см. пат. RU №2298129, кл. F16L 1/00, опубл. 27.04.2007).
Недостатком данной линии являются ограниченные функциональные возможности, а именно возможность сваривать только изделия, ограниченные характеристиками центратора, невозможность выполнить соединение «труба-деталь».
Наиболее близкой по технической сущности и достигаемому положительному эффекту и принятой авторами за прототип является трубосварочная база фирмы «Брехтель Корпорейшн», содержащая линию, на которой установлены роликовые опоры с возможностью перемещения в продольном направлении, с вращателями подвижным и неподвижным и установленными на них планшайбами, сварочный автомат, источник питания (см. А.С.Фалькевич. Сварка магистральных и заводских трубопроводов. М., Государственное научно-техническое издательство нефтяной и горно-топливной литературы, 1962 г., стр.130-132).
Раскрытие изобретения
Задачей предлагаемого изобретения является разработка полевой многофункциональной установки для сварки трубных узлов и нестандартного оборудования, обладающей способностью сваривать изделия в широком диапазоне диаметров и толщин с высоким качеством сварного соединения, механизированным процессом изготовления трубных узлов различной конфигурации, в т.ч. и соединений с двумя и более заводскими фасонными деталями с высокой производительностью, возможностью переналадки с целью проведения реза цилиндрических поверхностей любой конфигурации и сложности.
Технический результат, который может быть получен с помощью предлагаемого изобретения, сводится к способности сваривать изделия в широком диапазоне диаметров и толщин, высокому качеству сварного соединения, механизированному процессу изготовления трубных узлов различной конфигурации, в т.ч. и соединений с двумя и более заводскими фасонными деталями, высокой производительности, возможности переналадки с целью проведения реза цилиндрических поверхностей любой конфигурации и сложности.
Технический результат достигается с помощью полевой многофункциональной установки для сварки трубных узлов и нестандартного оборудования, содержащей линию, на которой установлены роликовые опоры с возможностью перемещения в продольном направлении, с вращателями подвижным и неподвижным и установленными на них планшайбами, сварочный автомат, источник питания, при этом она снабжена подвижным рабочим местом сварщика, выполняющего корневой слой шва, а сварочный автомат выполнен в виде самоходного поста автоматической сварки под слоем флюса со сварочной головкой, при этом установка содержит по крайней мере одну линию и один ходовой путь, причем подвижное рабочее место сварщика, выполняющего корневой слой шва, снабжено пультом управления вращателями с возможностью настройки скорости вращения и расположено на линии, а самоходный пост автоматической сварки под слоем флюса установлен на ходовом пути с возможностью изменения высоты, продольного движения по ходовым путям, разворота на 180° и снабжен пультом управления вращателями для настройки скорости вращения, причем неподвижный вращатель установлен с одной стороны торца линии, при этом планшайба вращателя состоит из листа стали круглой формы с выполненными на ней путями для перемещения кулачков, причем на листе установлена штанга с телескопическим захватом, выполненным с возможностью захвата трубного узла за отвод.
В установке самоходный пост автоматической сварки под слоем флюса снабжен плазмотроном для резки металла, с возможностью согласования скорости вращения изделия и линейной скорости перемещения самоходного поста для реза любой конфигурации.
Краткое описание чертежей
На фиг.1 дана полевая многофункциональная установка для сварки трубных узлов и нестандартного оборудования, общий вид.
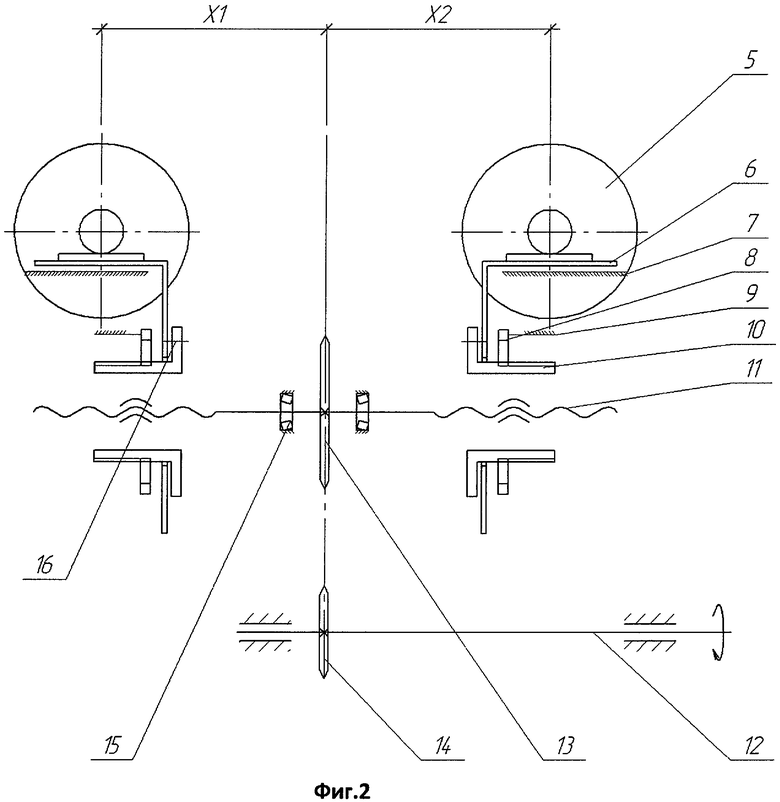
На фиг.2 - то же, роликовые опоры.
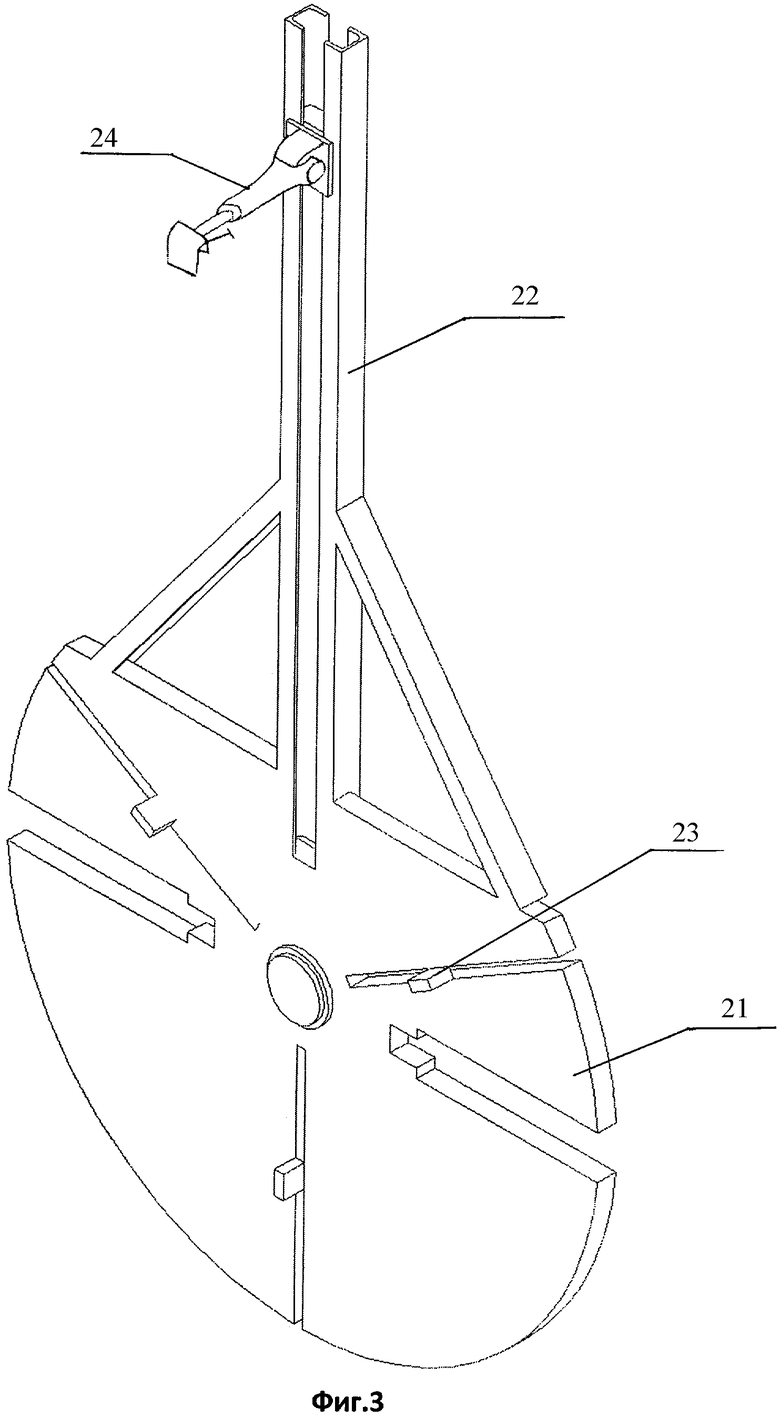
На фиг.3 - то же, планшайба вращателя.
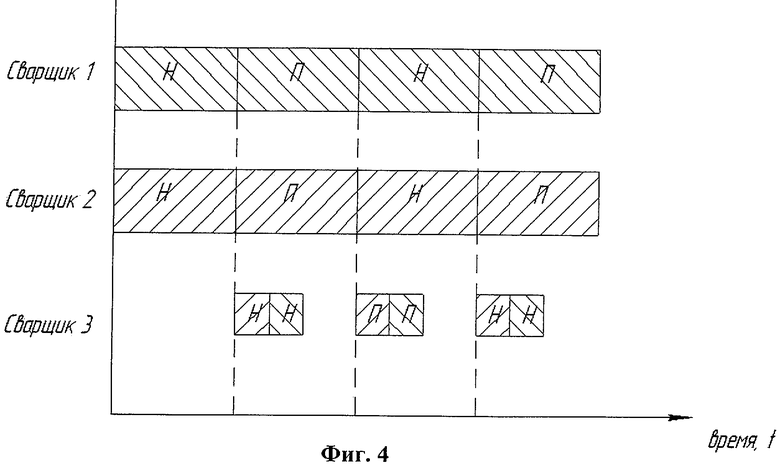
На фиг.4 - то же, диаграмма рабочего времени.
Осуществление изобретения
Полевая многофункциональная установка для сварки трубных узлов и нестандартного оборудования состоит, например, из двух линий 1, 2 сварки, выполненных в виде рельсовых ходовых путей, которые установлены на шпалы (не показаны), причем на каждой линии 1, 2 установлены подвижный вращатель 3, подвижные роликовые опоры 4, каждая из которых состоит из рамы (не показана), установленной на колеса (не показаны), на которой смонтирован домкрат (не показан) для изменения высоты опорных катков 5 роликовой опоры 4 в зависимости от диаметра изделия, а также механизма раздвигания опорных катков 5, для обеспечения возможности устанавливать на ней узлы в широком диапазоне диаметров, при этом механизм состоит из катков 5, кронштейна 6, опорной поверхности 7 кронштейна 6, гайки 8 для расфиксации с фиксатором 9, несущей гайки 10, винта 11, вала 12, звездочки 13, ведущей звездочки 14, конических подшипников 15, фиксатора 16 для фиксации несущей гайки 10, при этом между линиями 1 и 2 установлен ходовой путь 17, на котором установлен самоходный пост 18 автоматической сварки с головкой (не обозначена) для автоматической сварки под слоем флюса, который состоит из рамы (не показана), установленной на колесах (не показаны), на которой смонтированы привод продольного перемещения (не показан), привод изменения высоты (не показан), привод поворота, сварочная головка для сварки под слоем флюса (не обозначена) с механизмом подачи сварочной проволоки (не показан), органы управления сварочной головкой и вращателями, выполненные в виде пультов дистанционного управления (не показаны), с возможностью изменения высоты в зависимости от диаметра свариваемого изделия, продольного движения по ходовому пути 17 и разворота на 180°, причем самоходный пост 18 имеет возможность переоснащения сварочной головки для автоматической сварки под слоем флюса на установку газовой или плазменной резки, что, при согласовании скорости вращения детали и скорости продольного перемещения самоходного поста 18, позволяет выполнять резы любой формы и конфигурации, а на линиях 1 и 2 установлены соответственно подвижное рабочее место 19 сварщика, выполняющего корневой слой шва, состоящее из рамы (не показана), установленной на колеса (не показаны), с установленным на ней сиденьем сварщика (не показано) и подлокотником (не показан) для более удобного положения при выполнении корневого слоя шва и подвижные вращатели 3, каждый из которых состоит из рамы (не показана), установленной на колеса (не показаны), на которой смонтирован привод (не показан) вращения планшайбы 20 и привод (не показан) расхождения/схождения кулачков 21, причем планшайба 20 состоит из листа 22, например, из стали толщиной 18…20 мм, круглой формы, с вырезанными путями для перемещения кулачков 21, с приваренной к листу 22 штангой 23, последняя выполнена с возможностью захвата трубного узла за отвод, тройник и любой закрытый конец с заводским фасонным изделием (не показаны) посредством телескопического захвата 24, установленного на штанге 23, при этом с одной стороны каждого торца жестко закреплены неподвижные вращатели 25, которые выполнены аналогично подвижным вращателям 3 и между которыми установлен источник питания 26 сварочной дуги для головки автоматической сварки под слоем флюса.
Полевая многофункциональная установка для сварки трубных узлов и нестандартного оборудования работает следующим образом.
Для монтажа полевой многофункциональной установки для сварки трубных узлов и нестандартного оборудования подбирают площадку, соответствующую следующим требованиям: горизонтальность с углом наклона в пределах 0…2°, жесткость грунта, позволяющая выдержать без усадки и проваливания вес изделия + вес оборудования и приведенных выше технологических приспособлений, площадь рабочей зоны должна обеспечить возможность размещения всех приведенных выше узлов и позиций, а также возможность размещения грузоподъемной техники, подъезда автомобильного грузового транспорта (плетевозы, длинномеры, траллы), складирования заготовок и готовой продукции с возможностью проведения погрузочных и разгрузочных операций на установке грузоподъемной техникой (не показано), а также обеспечение укрытий на случай выпадения осадков, либо любого другого вредного влияния окружающей среды, размещение либо подключение источника электроэнергии (промышленная трехфазная сеть 380 В, либо дизельная элетростанция с аналогичными выходными характеристиками не показана). Это может быть спланированная и отсыпанная территория, со смонтированными железобетонными плитами или любой другой фундаментной основой, территория цеха, бокса с наличием крана-балки или мостового крана. После выбора и подготовки площадки под монтаж полевой многофункциональной установки для сварки трубных узлов и нестандартного оборудования производят проверку территории на горизонтальность и жесткость грунта, разметку территории, размещают шпалы, на которые в данном случае затем устанавливают линию 1, 2 и рельсовый ходовой путь 17, после чего с одной стороны торцев линий 1, 2 жестко устанавливают неподвижные вращатели 25 с источником питания 26 сварочной дуги для головки автоматической сварки под слоем флюса. Далее монтажные работы по пусконаладке установки производят последовательно: устанавливают самоходный пост 18 автоматической сварки под слоем флюса, подсоединяют к нему сварочную головку, с одновременным соединением ее с источником питания 26 и подсоединением управляющих кабелей (не показан) на пульт дистанционного управления (не показан), устанавливают подвижные роликовые опоры 4 (в данном случае 4 опоры), подвижные рабочие места 19 (в данном случае 4 места) сварщиков, выполняющих корневой слой шва, подвижные вращатели 3 (в данном случае 2 вращателя), подсоединяют управляющие кабели (не показаны) к рабочим местам 19 сварщиков, выполняющих корневой слой шва, и к самоходному посту 18 автоматической сварки под слоем флюса, подсоединяют все вышеперечисленные потребители электроэнергии к промышленной трехфазной сети 380 В, либо к дизельной элетростанции с аналогичными выходными характеристиками, проверяют работоспособность самоходного поста 18 автоматической сварки под слоем флюса путем пробного запуска всех приводов перемещения, а именно запуска привода продольного перемещения с проверкой регулировок скорости и стопорения на месте, запуска привода изменения высоты с проверкой стопроения, запуска привода поворота с проверкой стопорения, запуск приводов перемещения сварочной головки для автоматической сварки под слоем флюса, проверка работоспособности механизма подачи сварочной проволоки (не показан), и последовательной проверкой работоспособности двух подвижных вращателей 3 и двух неподвижных вращателей 25, которая включает в себя проверку работы каждого из пультов дистанционного управления на всех режимах вращения, а именно исправность пульта, расположенного на подвижном рабочем месте 19 сварщика, выполняющего корневой слой шва, и исправность пульта, расположенного на самоходном посту 18 автоматической сварки под слоем флюса.
В рассматриваемом примере выполняется одновременно два однотипных изделия на первой и второй линии на неподвижных вращателях 25, после чего происходит подготовка следующих двух трубных узлов на подвижных вращателях 3, пост автоматической сварки под слоем флюса последовательно выполняет сварку заполняющих и облицовочного слоев шва с производительностью, значительно превышающей сварку корневого слоя шва. При этом задействованы 2 сварщика, выполняющих корневой слой шва, располагающихся на рабочих местах 19, и 1 сварщик автоматической сварки под слоем флюса, управляющий самоходным постом 18 автоматической сварки под слоем флюса.
Собранный на прихватках трубный узел закрепляется в неподвижном вращателе 25 на линию 1, одновременно с этим загружается неподвижный вращатель 25 линии 2 аналогичным трубным узлом, после чего сварщики, выполняющие корневой слой шва на линии 1, 2, придав ему скорость, необходимую для качественного выполнения корневого слоя шва, выполняют полуавтоматическую сварку в среде защитных газов корневого слоя шва. По завершении корневого слоя шва каждый сварщик на своей линии 1 и 2 перемещается к подвижному вращателю 3, на котором, опять же одновременно, выполняют корневой слой шва на следующих соединениях, тем временем сварщик-оператор полуавтоматической сварки под слоем флюса последовательно выполняет сварку заполняющих и облицовочного слоев шва каждого трубного узла. При этом скорость и производительность сварки под слоем флюса значительно превышает скорости сварки корневого слоя шва в среде углекислого газа, таким образом, он выполняет оба соединения и успевает подготовиться к сварке узлов, которые готовятся в данный момент на подвижных вращателях 25.
На фиг.4 дана диаграмма рабочего времени, при этом на приведенной диаграмме дано:
сварщик 1 - сварщик, выполняющий корневой слой шва на линии 1.
Сварщик 2 - сварщик, выполняющий корневой слой шва на линии 2.
Сварщик 3 - сварщик, выполняющий заполняющие и облицовочный слои шва на самоходном посту 18 автоматической сварки под слоем флюса.
Н - узел, собранный на неподвижном вращателе 25.
П - узел, собранный на подвижном вращетеле 3.
Предлагаемое изобретение по сравнению с прототипом и другими известными техническими решениями имеет следующие преимущества:
- экономия времени при производстве сложных изделий, т.к. оно менее трудоемко, соответственно себестоимость изготовления узлов значительно ниже;
- изготовление трубных узлов практически любой конфигурации однотипно, с последовательным делением на типовые производственные операции, что положительно сказывается как на скорости изготовления, так и на качестве сварного соединения;
- возможность настройки узлов и агрегатов установки позволяет выполнять сварку соединений в диапазоне диаметров от 219 до 1420 мм любой толщины стенки, сложности;
- технология сварки не только позволяет полностью избежать наиболее дефектных участков сварных соединений (потолочное положение при выполнении корня шва), но и выполнить весь корневой слой в одном положении, что положительно сказывается на структуре металла;
- установка удобна для разборки и транспортировки как целиком, так и отдельными узлами и агрегатами, при этом работоспособность ее может меняться в зависимости от потребности на объекте, т.е. для выполнения соединения достаточно только одного рабочего места сварщика, выполняющего корневой слой шва и самоходного поста автоматической сварки с головкой для автоматической сварки под слоем флюса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| Универсальный штоковый вращатель трубного узла | 2021 |
|
RU2779655C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
Изобретение относится к полевой многофункциональной установке для сварки трубных узлов и может быть использовано при обвязке резервуарных парков, строительстве комплексов нефтеперекачивающих станций, газораспределительных станций, при монтаже технологических трубопроводных систем и т.д. Технический результат состоит в обеспечении возможности сваривать изделия в широком диапазоне диаметров и толщин, получении сварного соединения высокого качества. Установка состоит из двух линий (1), (2) сварки, выполненных в виде рельсовых ходовых путей, сварочного автомата, источника питания и подвижного рабочего места сварщика, выполняющего корневой слой шва. На каждой линии установлены роликовые опоры с возможностью перемещения в продольном направлении с вращателями, подвижным и неподвижным, и установленными на них планшайбами. Сварочный автомат выполнен в виде самоходного поста автоматической сварки под слоем флюса с пультом управления вращателями, выполненным с возможностью настройки скорости вращения. Упомянутый самоходный пост установлен на ходовом рельсовом пути с возможностью изменения высоты, продольного движения по ходовым рельсовым путям и разворота на 180°. Неподвижный вращатель установлен с одной стороны торца линии. Планшайба вращателя состоит из листа стали круглой формы с выполненными на ней путями для перемещения кулачков. На листе установлена штанга с телескопическим захватом, выполненным с возможностью захвата трубного узла за отвод или тройник. 1 з.п. ф-лы, 4 ил.
1. Полевая многофункциональная установка для сварки трубных узлов, содержащая линию, включающую рельсовый ходовой путь, на которой установлены с возможностью перемещения в продольном направлении роликовые опоры с подвижным и неподвижным вращателями и установленными на них планшайбами, сварочный автомат, источник питания, отличающаяся тем, что она снабжена подвижным рабочим местом сварщика, выполняющего корневой слой шва, а сварочный автомат выполнен в виде самоходного поста автоматической сварки под слоем флюса, при этом установка содержит вторую линию и один ходовой рельсовый путь, причем подвижное рабочее место сварщика, выполняющего корневой слой шва, снабжено пультом управления вращателями, выполненным с возможностью настройки скорости вращения, и расположено на каждой линии, а самоходный пост автоматической сварки под слоем флюса установлен на ходовом рельсовом пути с возможностью изменения высоты, продольного движения по ходовым рельсовым путям, разворота на 180° и снабжен пультом управления вращателями для настройки скорости вращения, причем неподвижный вращатель установлен с одной стороны торца линии, при этом планшайба вращателя состоит из листа стали круглой формы с выполненными на ней путями для перемещения кулачков, причем на листе установлена штанга с телескопическим захватом, выполненным с возможностью захвата трубного узла за отвод или тройник.
2. Установка по п.1, отличающаяся тем, что самоходный пост автоматической сварки под слоем флюса снабжен плазмотроном для резки металла, выполненным с возможностью согласования скорости вращения изделия и линейной скорости перемещения самоходного поста для реза любой конфигурации.
| Фалькевич А.С | |||
| Сварка магистральных и заводских трубопроводов, изд | |||
| Государственное научно-техническое издательство нефтяной и горно-топливной литературы | |||
| - М., 1962, с.130-132 | |||
| Вращатель для сварки трубчатых изделий | 1986 |
|
SU1339000A1 |
| Устройство для сборки и сварки кольцевых швов труб с фланцами | 1987 |
|
SU1433730A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| US 4442577 A, 17.04.1984 | |||
| JP 20002027 A, 25.07.2000 | |||
| JP 0063264275 A, 01.11.1988. | |||

