Изобретение относится к способам изготовления бандажированных валков и может быть использовано при производстве бандажированных валков.
Известен способ изготовления составного валка, включающий установку бандажа с зазором на валу с буртом между распорными втулками, которые стягивают крепежными элементами для создания натяга (1).
Недостаток способа состоит в сложности изготовления и сборке большого числа элементов.
Известен способ изготовления составного валка, включающий установку бандажа с зазором на валу с буртом между распорными втулками, которые стягивают крепежными элементами для закрепления на валу и создания натяга (2).
Недостатками способа являются сложность изготовления, низкая надежность закрепления бандажа от осевого смещения, сложность сборки и ремонта, требующих термического и прессового оборудования.
Другим недостатком является необходимость замены всего бандажа по мере износа с большой остаточной толщиной из-за потери жесткости и опасности разрушения.
Задачей изобретения является повышение надежности соединения осевому и радиальному сдвигу, упрощение изготовления, сборки и ремонта, снижение потерь металла при замене изношенного бандажа.
Поставленная задача решается тем, что в способе изготовления составного валка, включающем установку бандажа с зазором на вал с буртом между распорными втулками, которые стягивают крепежными элементами для закрепления на валу и создания натяга, бандаж собирают из внутренней и наружной частей, при этом внутреннюю часть бандажа разрезают по образующей и свободно надевают на вал, а наружную часть бандажа собирают из сменных колец, которые размещают на наружной цилиндрической поверхности внутренней части, после чего создают радиальный натяг между внутренней и наружной частями бандажа крепежными элементами и дополнительно закрепляют сменные кольца.
Существенными совпадающими признаками изобретения и прототипа является то, что бандаж закрепляют на валу за счет сближения конических распорных втулок с крепежными элементами, создающими радиальный натяг. Существенными отличительными признаками заявляемого способа от прототипа является то, что бандаж собирают из внутренней несущей части бандажа, которую разрезают по образующей, и наружной части, собранной в виде набора сменных колец, свободно надеваемых и компенсирующих износ.
Еще одним отличительным признаком является то, что радиальный натяг между внутренней разрезанной частью бандажа и набором сменных колец наружной части создают стягиванием крепежных элементов распорных втулок за счет разжима при этом внутренней разрезной части бандажа, который необходим для их центрации.
Другим дополнительным существенным отличием является то, что осевую радиальную фиксацию наружной части бандажа, собранной из сменных колец, на разрезной внутренней части бандажа создают закреплением сменных колец коническими резьбовыми штифтами.
Сменные кольца, компенсирующие износ, устанавливаемые без натяга, могут подвергаться термообработке.
Совокупность совпадающих и отличительных признаков изобретения позволяет упростить сборку - разборку составного валка, уменьшить необходимость создания больших радиальных натягов, уменьшить нагрузку на разрезной бандаж, обеспечивая гарантированную прочность и жесткость независимо от степени износа набора компенсирующих износ сменных колец. В процессе эксплуатации составного валка износ сменных колец неравномерен. В результате доступной и легкой разборки и сборки сменные кольца могут меняться выборочно или переставляться местами. Отсутствует необходимость полной разборки бандажа при ремонтах составного валка, которая сводится только к снятию натяга за счет развинчивания крепежных элементов без их разборки. Значительно уменьшается остаточная толщина изношенного набора сменных колец, так как они несут значительно меньшее значение радиального натяга и не определяют прочность и жесткость валка. В качестве набора сменных колец могут использоваться отработавшие ресурс трубы, бандажи железнодорожных и трамвайных колес и др. Для изготовления колец не требуется мощного вальцовочного оборудования. Для сборки составного валка не требуется термического и прессового оборудования. Ремонт возможен на месте эксплуатации составного валка с частичным демонтажем одной из опор.
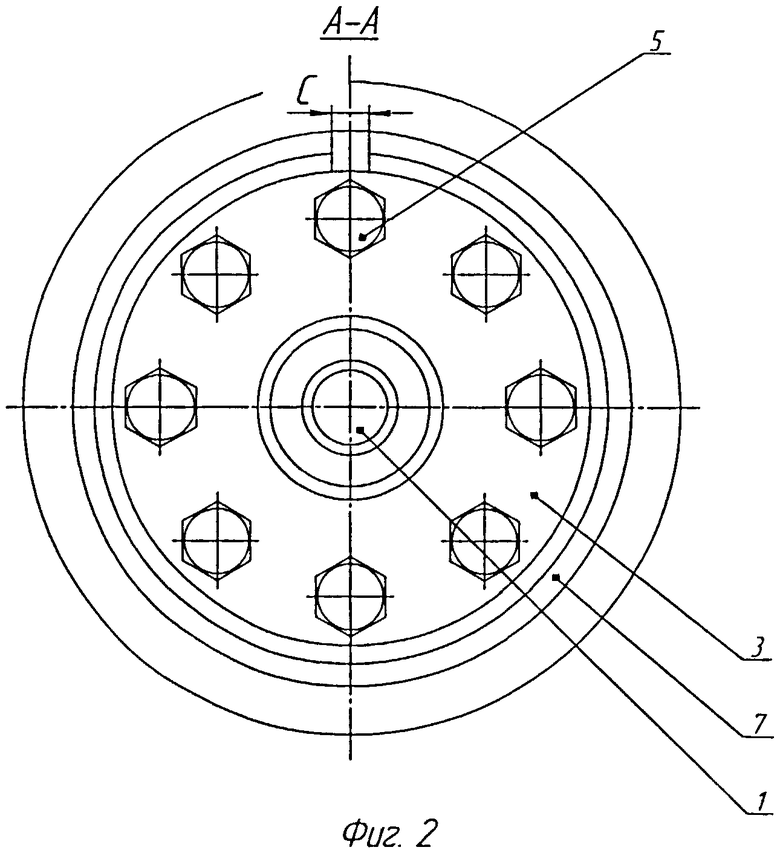
На фиг.1 изображено осевое сечение составного валка, изготовленного предлагаемым способом, на фиг.2 - вид А-А на торец валка, на фиг.3 - сечение Б-Б.
Составной валок состоит из вала 1 с буртом 2, механизма крепления бандажа на валу в виде распорных втулок 3, шпонок 4, крепежных элементов 5, разъемного бандажа 6, состоящего из внутренней части 7, выполненной в виде трубчатого элемента с прорезью «С» по цилиндрической образующей, и наружной части 8, состоящей из набора сменных колец 9, которые закреплены резьбовыми штифтами 10.
Сборка составного валка производится следующим образом,
На вал 1 последовательно надевают с зазором разъемный бандаж 6, который собирают из внутренней части 7, выполненной в виде трубчатого элемента с продольной прорезью «С» по цилиндрической образующей, и наружной части 8 из сменных колец, которые собирают и размещают на наружной цилиндрической поверхности внутренней части 7 бандажа 6. Устанавливают на валу 1 по обе стороны бурта 2 две распорные втулки 3, на конические торцевые поверхности которых опираются конические торцевые поверхности трубчатого элемента - внутренней части 7 разъемного бандажа 6.
После чего стягивают установленные по обе стороны бурта 2 распорные втулки 3 крепежными элементами 5. При этом трубчатый элемент внутренней части 7 бандажа 6 разжимается из-за наличия продольной прорези «С» по цилиндрической образующей, создавая натяг в сопряжении между внутренней поверхностью набора сменных колец 9 наружной части 8 бандажа 6 и наружной поверхностью трубчатого элемента - внутренней части 7 бандажа 6, что предотвращает прокручивание бандажа в процессе эксплуатации составного валка.
Закрепляют дополнительно сменные кольца 9 наружной части 8 бандажа 6 коническими штифтами 10.
Созданный натяг набора сменных колец наружной части бандажа по цилиндрической поверхности трубчатого элемента внутренней части практически по всей длине образующей гарантирует наиболее полный износ набора сменных колец наружной части бандажа без разрушения трубчатого элемента внутренней части, что увеличивает его срок службы.
Разрезание трубчатого элемента внутренней части бандажа продольной прорезью и закрепление сменных колец наружной части бандажа штифтами позволит, при сборке валка получить гарантированный минимальный натяг и прочность соединения до предельного износа наружной части бандажа, состоящей из сменных колец, без риска их разрушения, повысить эксплуатационную надежность, использование металла за счет уменьшения остаточной толщины сменных колец, не несущих дополнительной нагрузки, связанной с обеспечением жесткости и прочности.
Сборка и ремонтопригодность валка значительно упрощается, что обеспечивается при развинчивании крепежных элементов, за счет обратной деформации внутренней части бандажа происходит устранение натяга между всеми элементами составного валка. Изношенные кольца наружной части составного бандажа свободно заменяются новыми без разборки других элементов составного валка.
Изобретение обеспечивает, таким образом, увеличение жесткости и прочности валка, исключает потери металла изношенного бандажа большой остаточной толщины, повышает ремонтопригодность валка за счет быстрой и легкой замены изношенного до предела набора сменных колец - наружной части составного бандажа.
Источники информации
1. Патент РФ №2218218 от 12.10.2003 г. МПК В21 В27/03.
2. Патент РФ №2093264 от 20.10.1997 г. МПК В02С4/30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2808509C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2416674C1 |
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| ВАЛОК ВАЛКОВОЙ ДРОБИЛКИ | 1995 |
|
RU2093264C1 |
| Способ и устройство повышения долговечности рельсового пути | 2018 |
|
RU2711761C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| Способ демпфирования вагонов и устройство для его осуществления | 2017 |
|
RU2669043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ОПОРНОГО ВАЛКА ПРОКАТНОГО СТАНА | 2002 |
|
RU2218218C2 |
| Составной прокатный валок для нереверсивной прокатки | 1980 |
|
SU1085649A1 |

Изобретение предназначено для повышения надежности соединения, упрощения изготовления, сборки и ремонта бандажированных прокатных валков, снижения потерь металла при замене изношенного бандажа. Способ включает установку бандажа с зазором на вал с буртом между распорными втулками, которые стягивают крепежными элементами для закрепления на валу и создания натяга. Повышение надежности соединения в отношении осевого и радиального сдвига обеспечивается за счет того, что бандаж собирают из внутренней и наружной частей, при этом внутреннюю часть бандажа разрезают по образующей и свободно надевают на вал, а наружную часть бандажа собирают из сменных колец, которые закрепляют на наружной цилиндрической поверхности внутренней части, после чего создают радиальный натяг между внутренней и наружной частями бандажа крепежными элементами и дополнительно закрепляют сменные кольца. 3 ил.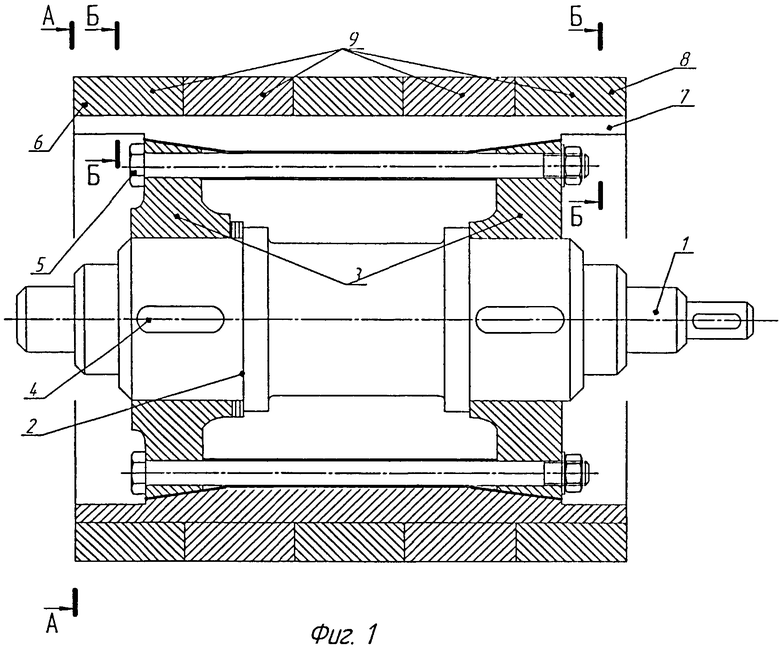
Способ изготовления составного валка, включающий установку бандажа с зазором на валу с буртом между распорными втулками, которые стягивают крепежными элементами для закрепления на валу и создания натяга, отличающийся тем, что бандаж собирают из внутренней и наружной частей, при этом внутреннюю часть бандажа разрезают по образующей и свободно надевают на вал, а наружную часть бандажа собирают из сменных колец, которые размещают на наружной цилиндрической поверхности внутренней части, после чего крепежными элементами создают радиальный натяг между внутренней и наружной частями бандажа и дополнительно закрепляют сменные кольца.
| ВАЛОК ВАЛКОВОЙ ДРОБИЛКИ | 1995 |
|
RU2093264C1 |
| ПРОКАТНЫЙ ВАЛОК | 2000 |
|
RU2221657C2 |
| Ролик машины непрерывного литья | 1987 |
|
SU1614894A1 |
| ПРОКАТНЫЙ ВАЛОК | 1985 |
|
RU1345433C |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА ИЛИ МОЩНОСТИ СВАРОЧНОГО АППАРАТА | 1991 |
|
RU2028203C1 |

