Изобретение относится к черной металлургии и может быть использовано в прокатном производстве.
Известен бандажированный прокатный валок, состоящий из оси с конической посадочной поверхностью и. бандажа, в кольцевых полостях которого установлены распорные элементы, выполненные изпружиннозатяжных колец с коническими контактными поверхностями и стягиваемые болтовыми соединениями Г13.
Недостатком этой конструкции является уменьшение жесткости и прочности валка при тепловом расширении бандажа в процессе эксплуатации. За счет линейного расширения бандажа ослабляется крепление распорных элементов . Кроме того, конструкция валка весьма сложна в изготовлении, сборке и разборке.
Известен также бандажированный прокатный валок, содержащий коническую ось и бандаж, закрепленный на ос посредством самозатягивающейся при вращении валка конической резьбы, выполненной на.посадочной поверхности 2.
Данное техническое решение снижает прочность валка, так как резьба является концентратором напряжения. Наличие резьбы на конических поверх- ностях оси и бандажа усложняет изготовление валка. Кроме того, в процессе прокатки происходит значительная затяжка и запрессовка конической рез резьбы, что затрудняет демонтаж валка.
Наиболее близки l по технической сущности к дзобретению является валок, состоящий из оси и бандажа, сопрягаемые между собой по конической поверхности, зажимную гайку, установленную по торцу бандажа 3 .
Недостаток известного валка заключается S сложности его изготовления и-необходимости специального оборудо вания (нагревательные средства,прессы и др.) для его сборки и разборки поскольку конструктивно бандаж посажен на ось с предварительным натягом Кроме того, компенсирующая втулка не устраняет зазор, возникший вследствие неравномерной деформации оси и бандажа в процессе прокатки, что снижает жесткость крепления бандажа на оси.
Целью изобретения является упрощение монтажа и демонтажа валка, повышение его жесткости во время прокатки.
Указанная цель достигается тем, что составной прокатный валок для нереверсивной прокатки, содержащий ось и бандаж, сопрягаемые между собой по конической поверхности, и зажимную гайку, установленную по торцу бандажа, гайка соединена с торцом
бандажа соединением типа ласточкина хвоста.
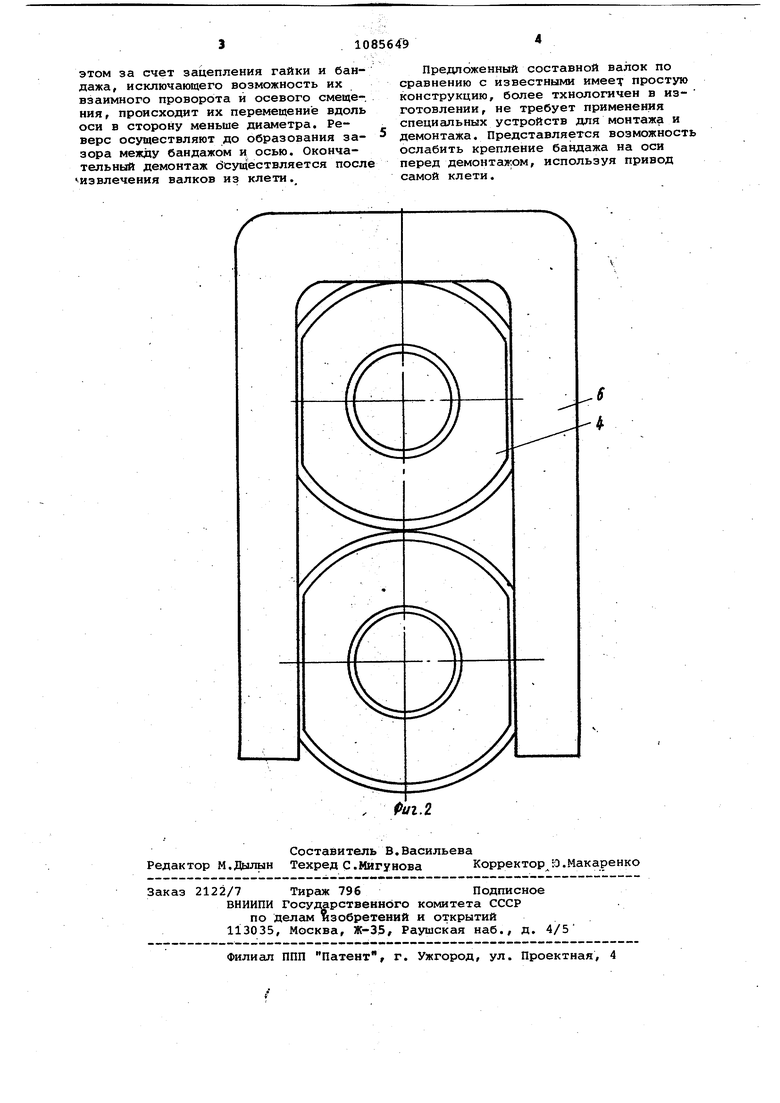
На фиг.1 изображен предлагаемый составной валок; на фиг. 2 - схема фиксации демонтаже валка.
Валок состоит из оси 1 и бандажа 2 с гладкими коническими посадочными поверхностями. Ось валка со стороны меньшего диаметра имеет цилиндрический участок 3 с резьбой под гайку 4, которая входит в зацепление типа ласточкина хвоста, с торцевой поверхностью бандажа. Зацепление типа ласточкина хвоста является таким видом соединений, который исключают взаимный проворот гайки и бандажа и их . аксиальное смещение. Направление резрезьбы выбирается в зависимости от направления вращения валка при npioKaке и расположения гайки на оси, таким образом, чтобы при эксплуатации валка гайка осуществляла самозапрессовку бандажа на коническую ось. Данное решение допускает расположение гайки на оси как со стороны меньшего, так и со стороны большего диаметров кoничedкoй оСи, однако конструктивно и технически более предпочтительно расположение Гайки со стороны меньшего диаметра конической оси.
На гайке выполнены параллельные грани 5 для ее фиксации при реверсе оси с целью ослабления крепления бандажа при демонтаже валка. Фиксаци,ю осуществляют с помощью скобы 6. Возможны и другие способы фиксации, например, относительно станины клети и прочие.
i .
Перед завалкой в клеть валки собирают следующим образом. Сначала вводят в зацепление торцовые поверхности гайки 4 и бандажа 2, после чего вводят коническую ось 1 в полость бандажа 2 и, ввинчивая ось, производят предварительную посадку бандажа 2 на ось 1 без его запрессовки.
Во время работы валка под действи.ем момента прокатки происходит навинчивание гайки 4 на цилиндрический участок 3 оси 1, при этом бандаж 2 перемещается вдоль оси в сторону большего даметра до момента, исключакнцего их взаимный проворот, при котором силы трения на посадочной поверхности уравновесят момент прокатки. При тепловом расширении бандажа появляющийся зазор также выбирается за счет навинчивания гайки на ось по действием момента прокатки. Для ослаления крепления бандажа на оси перед дёмонтажом валков непосредственно в клети предварительно стопорят гайки 4 , например, с помощью скобы б. Затем осуществляют реверс валков. Пр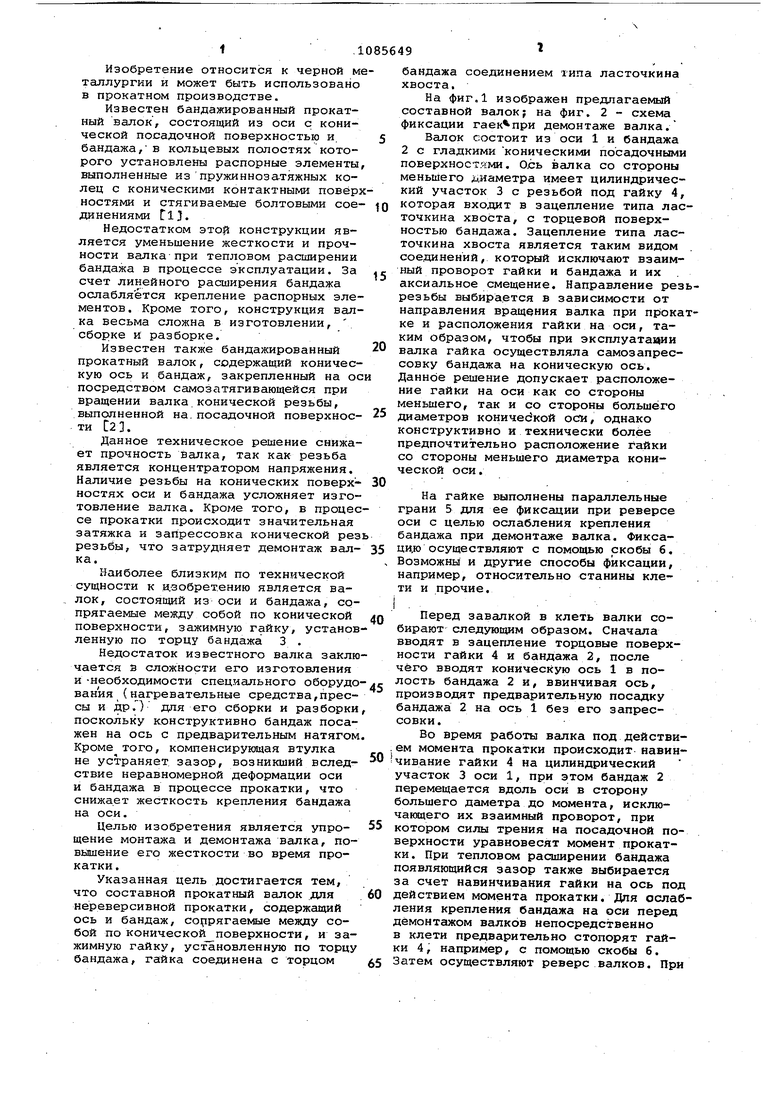
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1986 |
|
SU1366252A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| Составной прокатный валок | 1981 |
|
SU1026861A1 |
| ПРОКАТНЫЙ ВАЛОК | 1973 |
|
SU435022A1 |
| Валок для прокатки лития | 1984 |
|
SU1328015A1 |
| БАНДАЖИРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 2004 |
|
RU2254184C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
| БАНДАЖИРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2223158C2 |
| Составной валок | 1981 |
|
SU990355A1 |
СОСТАВНОЙ ПРОКАТНЬт ВАЛОК ДЛЯ НЕРЕВЕРСИВНОЙ ПРОКАТКИ, содержащий ось и бандаж, сопрягаемые между собой по конической поверхности, зажимную гайку, установленную по торцу бандажа,отличающий ся тем, что, с целью упрощения монтажа и демонтажа валка, повышения его жесткости во время прокатки, гайка соединена с торцом бандажа соедине-. нием типа ласточкина хвоста. X ел в ф
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| БАНДАЖИРОВАР!НЫЙ ПРОКАТНЫЙ ВАЛОК | 0 |
|
SU384581A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
