Изобретение относится.к механическому оборудованию металлургических цехов и может быть использовано на машинах непрерывного литья заготовок и рольгангах прокатных станов.
Цель изобретения - увеличение долговечности и ремонтопригодности роликов .
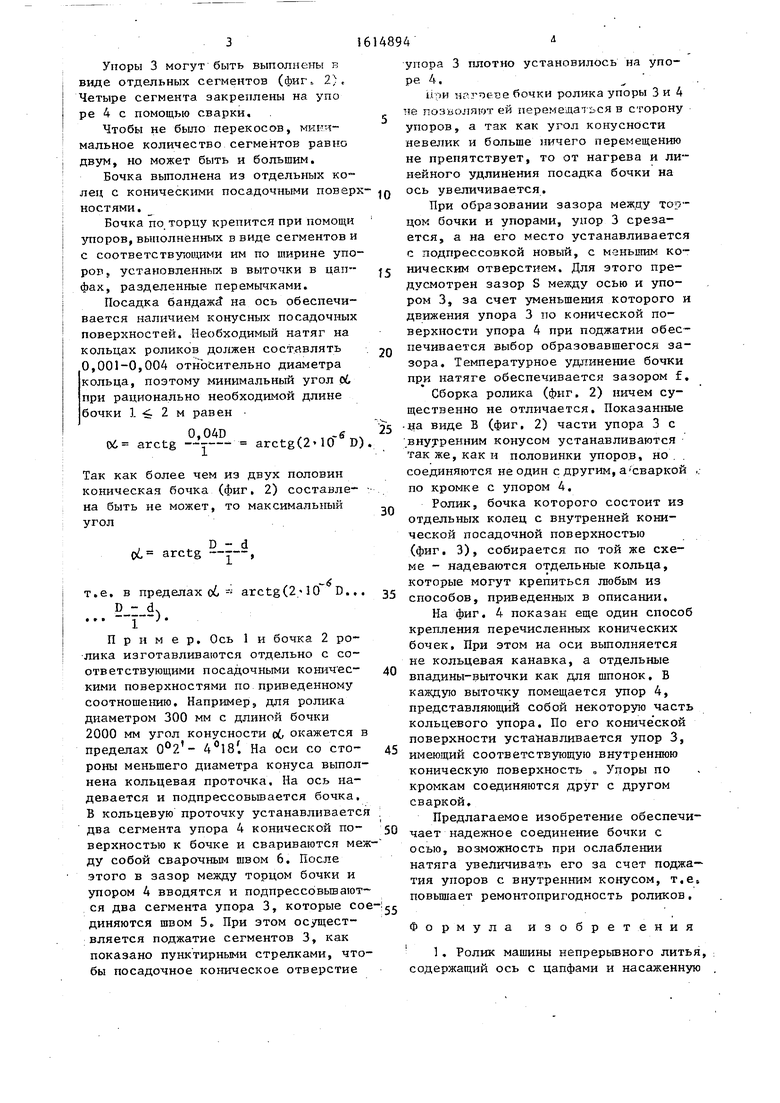
На фиг. 1 представлен ролик с коническими посадочными поверхностями и кольцевыми упорами; на фиг. 2 - узел I на фиг. 1; на фиг. з - вид А . 1; на фиг. 4 - ролик с бочкой, состоящей из двух частей; на фиг. 5 - узел II на фиг. 2; на фиг. 6- вид В на фиг. 2; на фиг. 7 - ролик с бочкой, выполненной из отдельных колец} на фиг. 8 - вариант вьшолне- ния упоров в виде отдепьных сегменТОН} на фиг. 9 - разрез Е-Е на фиг. 8.
Ролик (фиг. 1) содержит ось 1 с
конической посадочной поверхностью и посаженную на ось с натягом бочку 2 с соответствующей внутренней конической поверхностью. Бочка по торцу контактирует с кольцевым упором 3, установленным на упоре 4, помещенным
; в кольцевой проточке на цапфе. Полукольца упоров соединены мезеду собой соединением 5 и 6..Бочка установлена с зазором (поз. 1).
Посадочные конические поверхности могут быть выполнены с обеих сторон оси (фиг. 2). При этом бочка соста- ит из двух частей с дополнительными упорами 3 и 4.
С5
00
со
4ib
Упоры 3 могут быть выполнены в виде отдельных сегментов (фиг. 2), Четыре сегмента закреплены на упо ре 4 с помощью сварки,
Чтобы не было перекосов, минимальное количество сегментов равно двум, но может быть и большим,
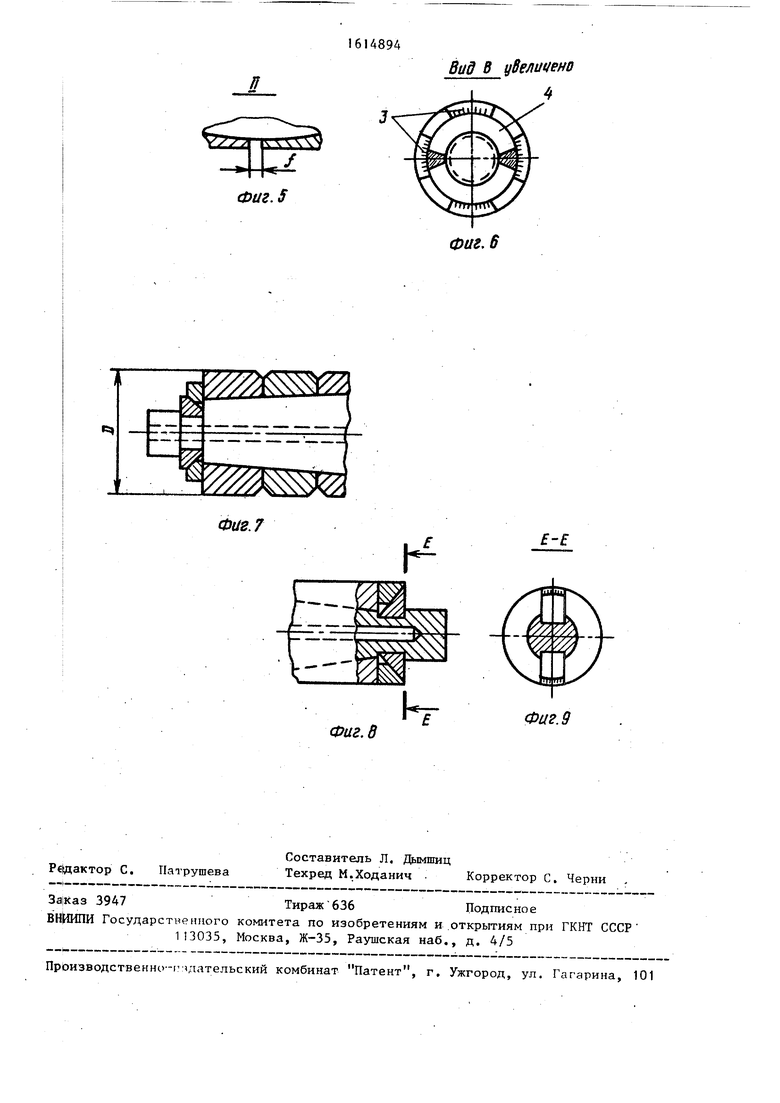
Бочка выполнена из отдельных колец с коническими посадочными повер ностями.
Бочка по торцу крепится при помощи упоров,выполненных в виде сегментов и с соответствуюидими им по ширине упоров 5 установленных в выточки в цапфах, разделенные перемычками,
Посадка бандажгГ на ось обеспечивается наличием конусных посадочных поверхностей. Необходимый натяг на кольцах роликов должен составлять 0,001-0,004 относительно диаметра кольца, поэтому минимальный угол р6 при рационально необходимой длине бочки 1 -ё- 2 м равен
0,p4D
СУ arctg
arctg(210 D
Так как более чем из двух половин коническая бочка (фиг, 2) составлена быть не может, то максимальный угол
D-d
,
0 arctg
т.е, в пределах ci - arctg(2 iO D-d
в
.
D,,,
Ъ.
1
Пример, Ось 1 и бочка 2 ролика изготавливаются отдельно с соответствующими посадочными конич ес- кими поверхностями по приведенному соотношению. Например, для ролика диаметром 300 мм с длиной бочки 2000 мм угол конусности оС окажется в пределах 0°2 - , На оси со стороны меньшего диаметра конуса выполнена кольцевая проточка. На ось надевается и подпрессовьюается бочка. В кольцевую проточку устанавливается два сегмента упора 4 конической поверхностью к бочке и свариваются меж ду собой сварочным швом 6, После этого в зазор между торцом бочки и упором 4 вводятся и подпрессовьшают- ся два сегмента упора 3, которые co диняются швом 5. При этом осуществляется поджатие сегментов 3, как показано пунктирными стрелками, чтобы посадочное коническое отверстие
3 плотно установилось на упоупора
ре 4,
i.ipn бочки ролика упоры 3 и 4 не позволяет ей перемещаться в сторону упоров, а так как угол конусности невелик и больше шчего перемещению не препятствует, то от нагрева и линейного удлинения посадка бочки на ось увеличивается.
При образовании зазора между торцом бочки и упорами, упор 3 срезается, а на его место устанавливается
s
0
0
45
0
с подпрессовкой новый, с меньвшм коническим отверстием. Для этого предусмотрен зазор S между осью и упором 3, за счет уменьшения которого и движения упора 3 по конической поверхности упора 4 при поджатии обеспечивается выбор образовавшегося зазора. Температурное удлинение бочки при натяге обеспечивается зазором f.
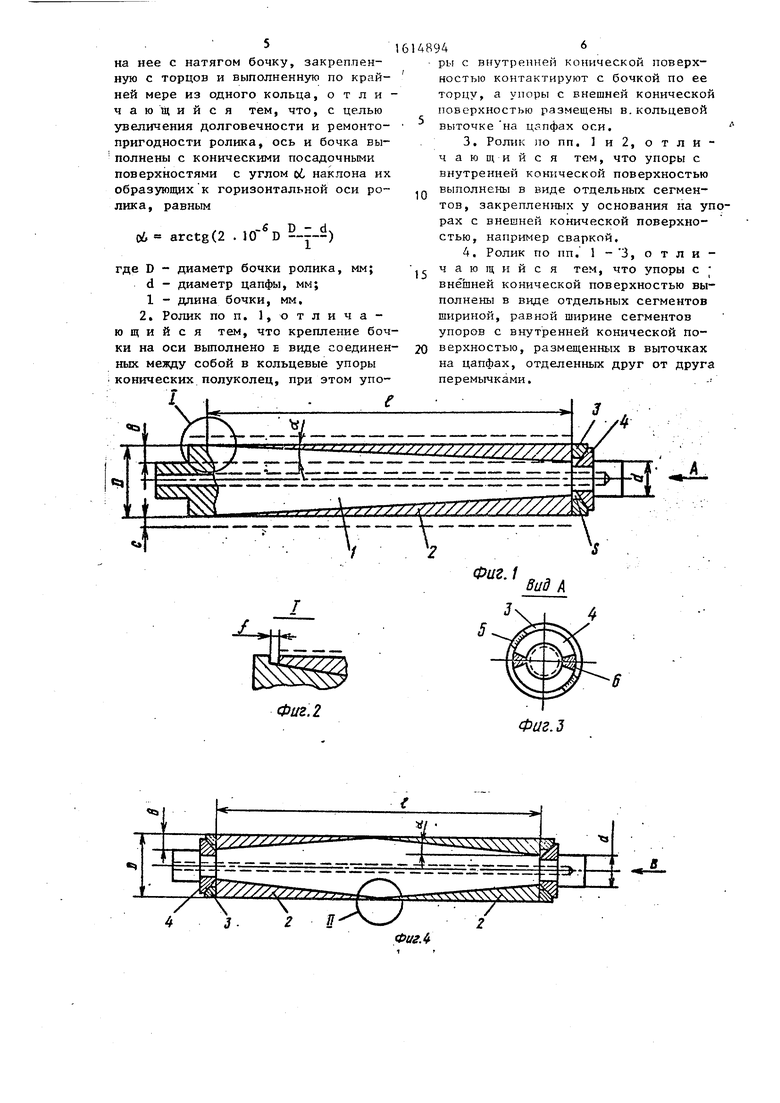
Сборка ролика (фиг, 2) ничем существенно не отличается. Показанные 5 -ча виде В (фиг, 2) части упора 3 с внууренним конусом устанавливаются так же, как и половинки упоров, но . . соединяются не один с другим, а ев ар кой ,. по кромке с упором 4,
Ролик, бочка которого состоит из отдельных колец с внутренней конической посадочной поверхностью (фиг, 3), собирается по той же схеме - надеваются отдельные кольца, которые могут крепиться любым из способов, приведенных в описании,
На фиг, 4 показан еще один способ крепления перечисленных конических бочек. При этом на оси вьшолняется не кольцевая канавка, а отдельные впадины-выточки как для шпонок, В каждую выточку помещается упор 4, представляющий собой некоторую часть кольцевого упора. По его кониче ской поверхности устаиавгшвается упор 3, имеющий соответствующую внутреннюю коническую поверхность „ Упоры по кромкам соединяются друг с другом сваркой.
Предлагаемое изобретение обеспечи- чает надежное соединение бочки с осью, возможность при ослаблении натяга увеличивать его за счет поджа- тия упоров с внутренним конусом, т,е, повьшает ремонтопригодность роликов.
5
50
Формула изобретения
1, Ролик машины непрерьшного литья, содержащий ось с цапфами и насаженную
5
на нее с натягом бочку, закрепленную с торцов и выполненную по край- ней мере из одного кольца, о т л и - чаютцийся тем, что, с целью увеличения долговечности и ремонто- пригодности ролика, ось и бочка вы- полнены с коническими посадочными поверхностями с углом об наклона их образующих к горизонтальной оси ролика, равным
Об arctg(2 . ™)
где D - диаметр бочки ролика, мм;
d - диаметр цапфы, мм;
1 - длина бочки, мм, 2. Ролик по п. 1,отлича- ю щ и и с я тем, что крепление бочки на оси выполнено Е виде соединенных между собой в кольцевые упоры конических полуколец, при этом упоI- f
Фиг.1
6148946
- ры с внутренней конической поверхностью контактируют с бочкой по ее торцу, а упоры с внешней конической поверхностью размещены в. кольцевой выточке на цапфах оси.
3. Ролик по пп, и 2, о т л и
внутренней конической поверхностью выполнены в виде отдельных сегментов, закрепленных у основания на упорах с внешней конической поверхностью, например сваркой.
4. Ролик по пп. 1 - 3, отличающийся тем, что упоры с внешней конической поверхностью выполнены в виде отдельных сегментов шириной, равной ширине сегментов упоров с внутренней конической поверхностью, размещенных в выточках на цапфах, отделенных друг от друга перемычками.. -
Фаг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик для машины непрерывного литья | 1987 |
|
SU1560377A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Способ изготовления составного прокатного валка | 1977 |
|
SU673333A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2018 |
|
RU2700345C1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| Печной ролик | 1983 |
|
SU1126793A1 |
| Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов | 1988 |
|
SU1524963A1 |
| Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, ротор компрессора низкого давления и ротор компрессора высокого давления авиадвигателя пятого поколения с рабочими лопатками, закрепляемыми с помощью замков типа "ласточкин хвост" в кольцевых канавках этих устройств, способ сборки места крепления рабочих лопаток роторов компрессора | 2017 |
|
RU2686353C2 |
| Цапфа барабанной мельницы | 1987 |
|
SU1435292A1 |
Изобретение относится к металлургии, а именно к ролику машины непрерывного литья. Цель изобретения - увеличение ремонтопригодности ролика. Ролик содержит ось и насаженную на нее с натягом разрезную бочку. Бочка закреплена с торцов. Посадочные поверхности оси и бочки выполнены коническими так, что вершины конусов направлены к цапфам. Угол между образующими конусов и осью ролика находится в пределах Α=ARCTG (2.10-6D ... D-D/L), где D - диаметр бочки ролика, мм
D-диаметр цапфы, мм
L - длина бочки, мм. Крепление бочки на оси осуществляется коническими упорами, одни из которых расположены в выточках оси, а другие контактируют с торцами бочки ролика. 3 з.п. ф-лы, 9 ил.
/
Фаг. 5
Фаг. 7
Фаг, 8
Вид В gSeflutjeHD 4
фаг, 6
-Е
Фиг. 9
| СМЕСИТЕЛЬ - СУШИЛЬНАЯ КАМЕРА СО СФЕРИЧЕСКИМ КОРПУСОМ | 2007 |
|
RU2429058C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
