Изобретение относится к обработке металлов давлением, а именно к способу осуществления процесса обжатия ротационным выдавливанием при изготовлении оболочек, в том числе оболочек жидкостного ракетного двигателя (ЖРД).
Наиболее близким аналогом является способ получения оживальной оболочки со значительным перепадом профиля обжатием за один или несколько проходов ротационным выдавливанием, включающий деформирование обжатием вращающейся заготовки из партии заготовок раскатными вращающимися роликами, установленными с зазором между ними и оправкой (Гредитор М.А. Давильные работы и ротационное выдавливание. - М: Машиностроение, 1971, с.45).
Недостатком такого способа является отсутствие расчетного регулирования точности размера диаметра обжатой части детали при обжатии заготовки на значительную глубину. Без расчетного регулирования невозможно получить высокую точность по обжатому диаметру, имеющему значительную глубину, из-за изменяемой в процессе обжатия величины колебаний размера упругого отжатия диаметра от поверхности оправки в связи с происходящими изменениями механических свойств по месту обжатия заготовки и соответственно в этом месте сопротивления деформированию.
Техническим результатом является обеспечение расчетного регулирования точности получения диаметра обжатой части оболочки при обжатии на значительную глубину вне зависимости от механических свойств металла исходной заготовки и конструктивных особенностей детали и режимов обработки.
Данный технический результат достигается с помощью способа получения оживальной оболочки со значительным перепадом профиля обжатием за один или несколько проходов ротационным выдавливанием.
Обжатие оболочки производят с получением предварительного и окончательного профилей одновременно двумя роликами. Первый из которых, выполненный с радиусом деформирующей части R1=50 мм, устанавливают с зазором Z1, равным толщине заготовки, относительно поверхности оправки. Второй ролик, выполненный с диаметром, превышающим диаметр первого ролика, и с радиусом деформирующей части R2=28 мм, устанавливают с зазором Z2 относительно поверхности оправки, при этом величину зазора Z2 определяют после деформирования первой заготовки из партии первым роликом с получением детали с диаметром d01 по следующей зависимости:
Z2=sn × Kn × σв n заготовки/σв n детали × Kк,
где Z2 - зазор между вторым роликом и поверхностью оправки для каждой последующей заготовки партии;
sn - толщина исходной заготовки, мм;
Kn - коэффициент, учитывающий увеличение диаметра обжатой части заготовки при обжатии с расчетным зазором Z1 из-за пружинения заготовки;
Kn=Z1/(Z1+0,5×(do1-do));
d0 - минимальный диаметр в обжимаемой части оправки;
σв n заготовки - предел прочности заготовки;
σв n детали - предел прочности металла детали после обжатия, который определяется из зависимости σв n детали=σв n заготовки × Kоб;
Kоб - коэффициент обжатия, Kоб=Do\do заг;
D0 - начальный диаметр заготовки, мм, d0 заг. - диаметр после обжатия, мм;
Kк - коэффициент зависимости величины отжатия от пятна контакта второго ролика в отличие от первого ролика, Kк=1+R2/R1.
Величина отжатия зависит от пятна контакта ролика. Чем больше радиус деформирующей части ролика, тем больше площадь пятна контакта и больше требуется усилия для ротационного выдавливания обжатием, т.к. для стабилизации процесса потребуется увеличение режимов прокатки, т.е. увеличение осевой подачи на оборот шпинделя.
При увеличении усилия ротационного выдавливания обжатием увеличивается величина отжатия.
При уменьшении коэффициента зависимости величины отжатия от пятна контакта второго ролика в отличие от первого (Kк) радиус деформирующей части первого ролика (R1) увеличивается, это и приводит к увеличению пятна контакта и, следовательно, к увеличению величины отжатия деформирующей части второго ролика (R2).
Предлагаемый способ поясняется чертежом, на котором изображено получение оживальной оболочки из заготовки обжатием за один или несколько проходов ротационным выдавливанием.
Способ осуществляется следующим образом.
Используют двухсуппортный станок для ротационной вытяжки. Берут первую заготовку 3 из партии заготовок и деформируют ее первым роликом 4 с радиусом деформирующей части R1=50 мм, который устанавливают с зазором Z1, равным толщине заготовки, к поверхности оправки 1. В результате деформирования получают деталь 2 с диаметром d01. Затем по приведенной зависимости определяют Z2 - зазор между вторым роликом 5 с радиусом деформирующей части R2=28 мм и поверхностью оправки 1 для каждой последующей заготовки из партии, и все остальные заготовки деформируют с зазорами Z1 и Z2, т.е. по приведенной зависимости рассчитывают величину зазора между вторым роликом 5 и оправкой 1. Зазор Z1 устанавливают равным толщине заготовки.
Пример осуществления способа.
Необходимо получить профильную деталь - оживальную оболочку ЖРД с диаметром в обжимаемой части оправки 80 мм с отклонением по диаметру не более 2 мм. Цилиндрическую заготовку из сплава БРХМ диаметром 120 мм, толщиной 10 мм устанавливают на оправку. Изготавливают первую деталь со следующими результатами:
предел прочности σ1 заготовки=28,0 кгс/мм2,
радиус деформирующей части первого ролика R1=50 мм,
радиус деформирующей части второго ролика R2=28 мм,
зазор по первому ролику Z1=10 мм, равный толщине заготовки.
Выполняют обжатие первым роликом. Получают d01=100 мм - минимальный диаметр после деформирования первой заготовки из партии первым роликом.
По зависимости выполняют расчет зазора Z2 для получения d0=80 мм минимального диаметра в обжимаемой части оправки.
Z2=sn × Kn × σв n заголовки/σ в n детали × Kк
Зазор по второму ролику Z2=10 × Kn × 28,0/σв n детали × Kк,
где Kn=Z1/(Z1+0,5 × (d01-d0))=10/(10+0,5(100-80))=0,5;
σв n детали=28 × (120/100)=33,6 кгс/мм2
Kк=1+28/50=1,56.
Z2=10 × 0,5 × (28,0/33,6) × 1,56=6,5 мм - это расчетный зазор для получения фактического размера обжимаемого диаметра без отклонений и, подставляя в зависимость величину возможного отклонения 2 мм, получают максимально допустимое увеличение зазора, т.е.
Z2 max=12 × 0,5 × (28,0/33,6) × 1,56=7,8 мм
Далее обжимают следующие заготовки с толщиной стенки 10 мм одновременно двумя роликами с зазорами Z1=10 мм, Z2=6,5 мм, увеличивая, при необходимости, повышение устойчивости проведения процесса Z2 max до 7,8 мм.
Таким образом, в результате указанного способа получают оживальную оболочку со значительным перепадом профиля обжатием за один или несколько проходов ротационным выдавливанием из партии заготовок из металлов и сплавов с необходимым допуском на обжимаемый диаметр.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ ПАРТИИ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2380184C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С АКТИВНЫМ РЕГУЛИРОВАНИЕМ ТОЛЩИНЫ ОБОЛОЧКИ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2438820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ ИЗ МАТЕРИАЛОВ С ИНТЕНСИВНЫМ УПРОЧНЕНИЕМ | 2013 |
|
RU2550477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2007 |
|
RU2360760C1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| Способ изготовления тонкостенных осесимметричных стальных оболочек | 2015 |
|
RU2615959C1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
Изобретение относится к обработке металлов давлением. Способ включает деформирование обжатием вращающейся заготовки из партии заготовок раскатными вращающимися роликами. Ролики установлены с зазором относительно поверхности оправки. Обжатие с получением предварительного и окончательного профилей оболочки производят одновременно двумя роликами. Первый ролик выполнен с радиусом деформирующей части R1=50 мм и установлен с зазором Z1, равным толщине заготовки. Второй ролик выполнен с диаметром, превышающим диаметр первого ролика, и с радиусом деформирующей части R2=28 мм и установлен с зазором Z2. Величину зазора Z2 определяют после деформирования первой заготовки из партии первым роликом с получением детали с диаметром d01 по зависимости. В результате обеспечивается повышение точности получаемого диаметра обжатой части оболочки. 1 ил.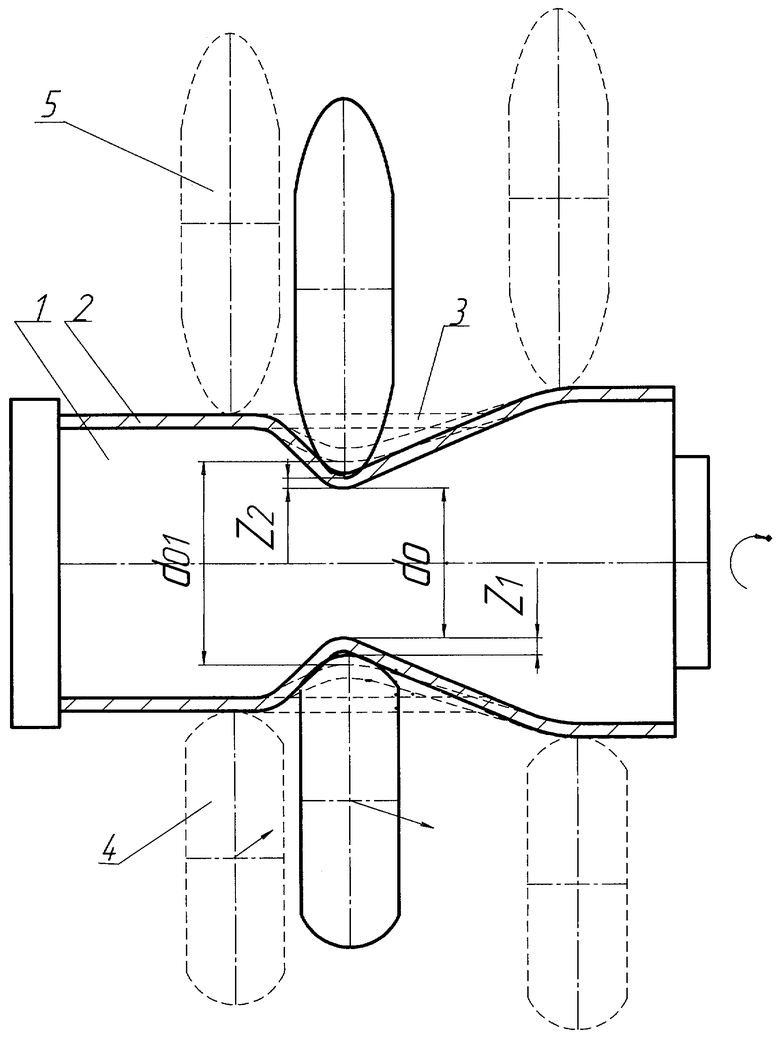
Способ получения оживальной оболочки со значительным перепадом профиля обжатием за один или несколько проходов ротационным выдавливанием, включающий деформирование обжатием вращающейся заготовки из партии заготовок раскатными вращающимися роликами, установленными с зазором между ними и оправкой, отличающийся тем, что обжатие с получением предварительного и окончательного профилей оболочки производят одновременно двумя роликами, первый из которых, выполненный с радиусом деформирующей части R1=50 мм, устанавливают с зазором Z1, равным толщине заготовки, относительно поверхности оправки, а второй ролик, выполненный с диаметром, превышающим диаметр первого ролика, и с радиусом деформирующей части R2=28 мм, устанавливают с зазором Z2 относительно поверхности оправки, при этом величину зазора Z2 определяют после деформирования первой заготовки из партии первым роликом с получением детали с диаметром d01 по следующей зависимости:
Z2=sn
·Kn
·σв n заготовки/σв n детали
·Кк,
где Z2 - зазор между вторым роликом и поверхностью оправки для каждой последующей заготовки партии;
sn - толщина исходной заготовки, мм;
Kn - коэффициент, учитывающий увеличение диаметра обжатой части заготовки при обжатии с расчетным зазором Z1 из-за пружинения заготовки,
Kn=Z1/(Z1+0,5·(do1-do));
do - минимальный диаметр в обжимаемой части оправки;
σв n заготовки - предел прочности заготовки;
σв n детали - предел прочности металла детали после обжатия, который определяют из зависимости: σв n детали=σв n заготовки·Коб;
Коб - коэффициент обжатия, Koб=Do\do заг.;
Do - начальный диаметр заготовки, мм;
do заг.- диаметр после обжатия, мм;
Кк - коэффициент зависимости величины отжатия от пятна контакта второго ролика в отличие от первого ролика, Kк=1+R2/R1.
| ГРЕДИТОР М.А | |||
| Давильные работы и ротационное выдавливание | |||
| - М.: Машиностроение, 1971, с.45 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2007 |
|
RU2360760C1 |
| US 4176539 A, 04.12.1979 | |||
| US 5016459 A, 21.05.1991. | |||

