Изобретение относится к обработке металлов давлением, в частности к способам осуществления процесса ротационного выдавливания.
Известен способ изготовления оболочек с криволинейной поверхностью при сочетании гибки с ротационным выдавливанием из плоской заготовки (М.А.Гредитор. «Давильные работы и ротационное выдавливание», М.: Машиностроение, 1971 г., стр.7-14, 109).
Недостатком данного способа является отсутствие механизма управления снижением разнотолщинности стенки оболочек.
Наиболее близким аналогом является способ изготовления оболочек оживальной формы, включающий деформирование путем одно- или несколькопереходной давильной обработки вращающейся листовой заготовки при продольном перемещении давильного инструмента раскатными роликами, установленными с зазором между ними и оправой (патент RU 2255827 С1, МПК B21D 22/16).
Недостатком способа является отсутствие механизма управления снижением разнотолщинности стенки в процессе изготовления оболочек не только по результатам изготовления первой детали.
Технической задачей данной разработки является снижение разнотолщинности стенки изготавливаемой оболочки, повышение точности изготовления, а следовательно, и снижение веса оболочки.
Данная задача решается с помощью способа изготовления оболочки оживальной формы путем одно- или несколькопереходной давильной обработки листовой заготовки, установленной на вращающейся оправе, при продольном перемещении давильного инструмента, установленного с зазором относительно последней. В процессе изготовления оболочки при выполнении каждого последующего перехода ротационного выдавливания в любой точке профиля для активного регулирования толщины стенки оболочки величину зазора между давильным инструментом и оправой в процессе изготовления изменяют на величину, определяемую из зависимости:

где  - величина изменения зазора в i-й точке профиля;
- величина изменения зазора в i-й точке профиля;
 - величина изменения зазора между роликом и оправой на единицу изменения толщины заготовки в (i-1) точке профиля;
- величина изменения зазора между роликом и оправой на единицу изменения толщины заготовки в (i-1) точке профиля;
Si - требуемая толщина стенки в оболочке в i-й точке профиля;
S(i-1) - полученная толщина стенки в оболочке в (i-1) точке профиля;
S0i - толщина стенки в i-й точке профиля в заготовке под ротационную вытяжку;
S0(i-1) - толщина стенки в (i-1) точке профиля в заготовке под ротационную вытяжку.
Данный способ изготовления оболочек учитывает не только погрешности, вызываемые недостаточной жесткостью оборудования, оснастки, упругого отжатия металла заготовки, но и учитывает неточности расчетов рабочих зазоров для каждой точки профиля из-за имеющихся колебаний механических свойств, профилей, толщин в пределах одной заготовки и между каждой заготовкой в партии.
Способ осуществляется следующим образом. Листовую заготовку 1 в форме диска устанавливают в раскатный стан на оправу 2, совмещая оси оправы и диска. Затем деформирующими роликами 3, сменяя оправы, осуществляют ротационную вытяжку оболочки оживальной формы до получения требуемых толщин стенки. Деформирующие ролики 3 движутся от меньшего диаметра к большему с установленным для каждого перехода и для заданных точек на профиле оболочки по известной зависимости (патент RU 2255827 C1):

Однако в отличие от способа по патенту RU 2255827 С1 по настоящему изобретению в процессе изготовления оболочки вводится еще одна операция активной корректировки зазора в каждой точке профиля по результатам получения толщины в предыдущей точке профиля по зависимости:

Предлагаемый способ поясняется представленным чертежом.
Способ активной корректировки зазора в каждой точке профиля осуществляется следующим образом.
В соответствии с изобретением RU 2255827 C1 осуществляется ротационная вытяжка первой оболочки, производится измерение ее толщины по точкам профиля. Находятся отклонения толщины от требуемых в тех же точках. Все данные заносят в компьютер, в программу корректировки зазора в точках профиля, используя указанное в изобретении RU 2255827 C1 соотношение. Далее ротационная вытяжка остальных оболочек проводится с учетом рассчитанных на первой оболочке корректировок.
Одновременно производится повышение точности по толщине стенки в соответствии с настоящим изобретением.
В процессе ротационной вытяжки одновременно с прохождением каждой точки профиля производится измерение с помощью контактного датчика полученной толщины в точке (i-1), этот размер вносится в зависимость (1), и делается расчет величины изменения зазора между роликом и оправой в i-й точке профиля . На полученную величину делается корректировка зазора в i-й точке профиля раскатываемой оболочки, т.е. происходит активная корректировка зазора в каждой точке профиля по результатам получения толщины в предыдущей точке профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ | 2007 |
|
RU2351425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2003 |
|
RU2255827C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА БЕСШОВНЫХ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ЭКВИДИСТАНТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ ИЗ КОНУСНЫХ ЗАГОТОВОК | 2010 |
|
RU2466816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ ПАРТИИ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2380184C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЖИВАЛЬНОЙ ОБОЛОЧКИ СО ЗНАЧИТЕЛЬНЫМ ПЕРЕПАДОМ ПРОФИЛЯ ОБЖАТИЕМ ЗА ОДИН ИЛИ НЕСКОЛЬКО ПРОХОДОВ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2009 |
|
RU2434704C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2638605C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ ИЗ МАТЕРИАЛОВ С ИНТЕНСИВНЫМ УПРОЧНЕНИЕМ | 2013 |
|
RU2550477C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
Изобретение относится к обработке металлов давлением. Способ включает деформирование путем одно- или несколькопереходной давильной обработки вращающейся листовой заготовки, установленной на оправе. Раскатные ролики давильного инструмента установлены с зазором относительно оправы. При выполнении каждого перехода ротационного выдавливания в любой точке профиля для активного регулирования толщины стенки оболочки величину зазора изменяют на величину, определяемую из зависимости. В результате обеспечивается снижение разнотолщинности стенки, повышение точности изготовления и снижение веса оболочки. 1 ил.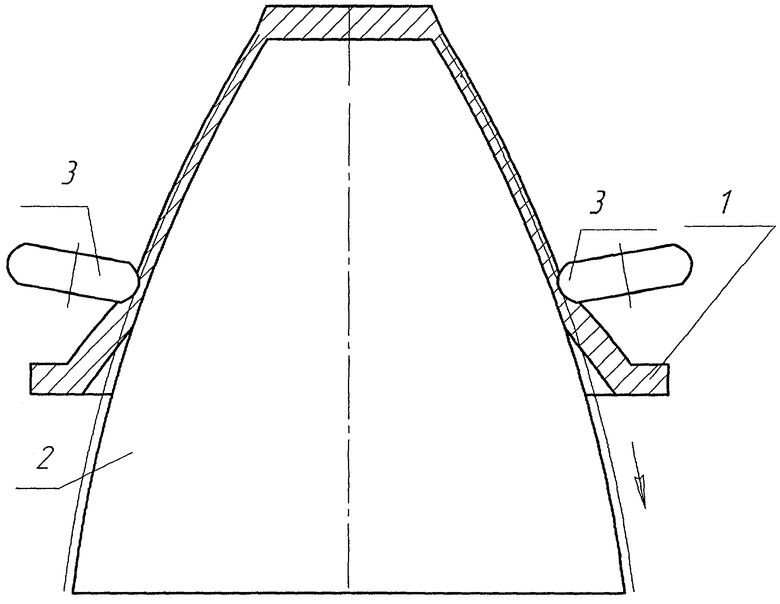
Способ изготовления оболочки оживальной формы ротационным выдавливанием с активным регулированием толщины стенки оболочки в процессе изготовления, включающий деформирование путем одно или несколькопереходной давильной обработки вращающейся листовой заготовки, установленной на оправе, при продольном перемещении давильного инструмента в виде раскатных роликов, установленных с зазором относительно оправы, отличающийся тем, что в процессе изготовления оболочки при выполнении каждого перехода ротационного выдавливания в любой точке профиля для активного регулирования толщины стенки оболочки величину зазора между давильным инструментом и оправой в процессе изготовления изменяют на величину, определяемую из зависимости

где Δδi - величина изменения зазора в i-й точке;
Δδ1(i-1) - величина изменения зазора между роликом и оправой на единицу изменения толщины заготовки b (i-l) точке профиля;
Si - требуемая толщина стенки в оболочке в i-й точке профиля;
S(i-1) - толщина стенки в оболочке в (i-1) точке профиля;
S0i - толщина стенки в i-й точке профиля в заготовке под ротационную вытяжку;
S0(i-1) - толщина стенки в (i-1) точке профиля в заготовке под ротационную вытяжку.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2003 |
|
RU2255827C1 |
| Способ изготовления тонкостенных оболочек | 1986 |
|
SU1465152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ | 2007 |
|
RU2351425C2 |
| DE 10036348 A1, 21.02.2002 | |||
| WO 2007109766 A2, 27.09.2007. | |||

