Изобретения относятся к области металлургии и могут быть использованы при изготовлении различных изделий, снабженных валом, тиксоштамповкой сборных цилиндрических заготовок преимущественно из алюминиевых сплавов.
Известны способ и устройство для получения металлических заготовок с глобулярной структурой (RU 2371279 С1, 17.04.2008, B22D 1/00, B22D 27/00), состоящие в том, что расплав дозированно разливают на наклонный водоохлаждаемый желоб, при перемещении по которому он активно перемешивается, образуя глобулярную суспензию, поступающую в тонкостенный, вертикально расположенный стакан, выполненный в виде цилиндрической обечайки с нижней теплоизолирующей крышкой. Затем стакан закрывают верхней теплоизолирующей крышкой, устанавливают на нее груз и остужают суспензию до заданной температуры в условиях затрудненного теплоотвода от торцов, а затем окончательно охлаждают закалкой в воду.
Недостаток известного технического решения проявляется при дальнейшей обработке заготовки, а именно перед деформированием заготовку нагревают и переводят в твердожидкое состояние, что вызывает сложности при транспортировке, установке в штамп и, в конечном итоге, снижает качество готовой продукции. Кроме того, готовое (отштампованное) изделие требует механической обработки осевого отверстия ступицы для монтажа вала, что ограничивает технологические возможности.
Известны способ и устройство для тиксоштамповки цилиндрических заготовок преимущественно из алюминиевого сплава (RU 2357830 С2, 02.07.2007, B21J 5/06, B21J 13/02), в котором заготовку помещают в контейнер, накрывают стаканом, после чего совместно нагревают, транспортируют к предварительно нагретому штампу и размещают на поднятом толкателе соосно ему, а затем удаляют стакан с контейнером из рабочей зоны и, опуская толкатель, устанавливают заготовку в матрице штампа в исходное для деформирования положение. Заготовку штампуют пуансоном, а готовое изделие удаляют из матрицы с помощью толкателя.
В известном техническом решении нельзя полностью исключить брак готовой продукции, поскольку возможны повреждения твердожидкой заготовки о внутренние поверхности стакана, перемычки контейнера и ее смещение от оси толкателя как при транспортировке в рабочую зону, так и при установке на толкатель. Следует также отметить и сложность конструкции. Ограниченные технологические возможности обусловлены необходимостью обработки осевого отверстия в ступице готового изделия для его монтажа на вал.
Техническим результатом, на достижение которого направлены заявленные изобретения, является повышение качества готовой продукции за счет полного устранения повреждений твердожидкой заготовки и обеспечения ее соосного расположения относительно деформирующей оснастки как при транспортировке, так и в процессе ее установки в матрицу предварительно нагретого штампа.
Для достижения указанного технического результата способ изготовления изделий с валом тиксоштамповкой включает изготовление сборной заготовки с закрепленным по оси валом, концы которого выступают над торцами заготовки, нагрев сборной заготовки, вертикально установленной на съемной проставке, последующую транспортировку нагретой сборной заготовки, удерживаемой за верхний конец вала, в зону предварительно нагретого штампа, содержащего контейнер с матрицей, расположенный над матрицей пуансон и выталкиватель, выполненный с осевым отверстием, размещение сборной заготовки на торце предварительно поднятого выталкивателя штампа, фиксирование нижнего конца вала сборной заготовки в осевом отверстии выталкивателя, после чего выталкиватель опускают, сборную заготовку устанавливают в матрицу и деформируют пуансоном, при этом осуществляют осевое перемещение вала сборной заготовки с размещением его в заданное положение по оси изделия.
Способ изготовления сборной заготовки с закрепленным по оси валом, концы которого выступают над торцами заготовки, характеризуется тем, что в цилиндрическом стакане, имеющем нижнюю крышку с осевой глухой расточкой, вертикально монтируют вал, конец которого фиксируют в упомянутой осевой глухой расточке, после чего в вертикально расположенный стакан заливают глобулярную суспензию, закрывают стакан верхней крышкой с осевым сквозным отверстием, в котором размещают конец вала, устанавливают на верхнюю крышку груз и охлаждают суспензию в условиях теплоизоляции торцев стакана под нагрузкой с обеспечением закрепления вала в заготовке.
В средней части вала по окружности могут быть выполнены продольные канавки.
Изобретения поясняются графическими материалами, на которых показаны:
- фиг.1 - сборная заготовка;
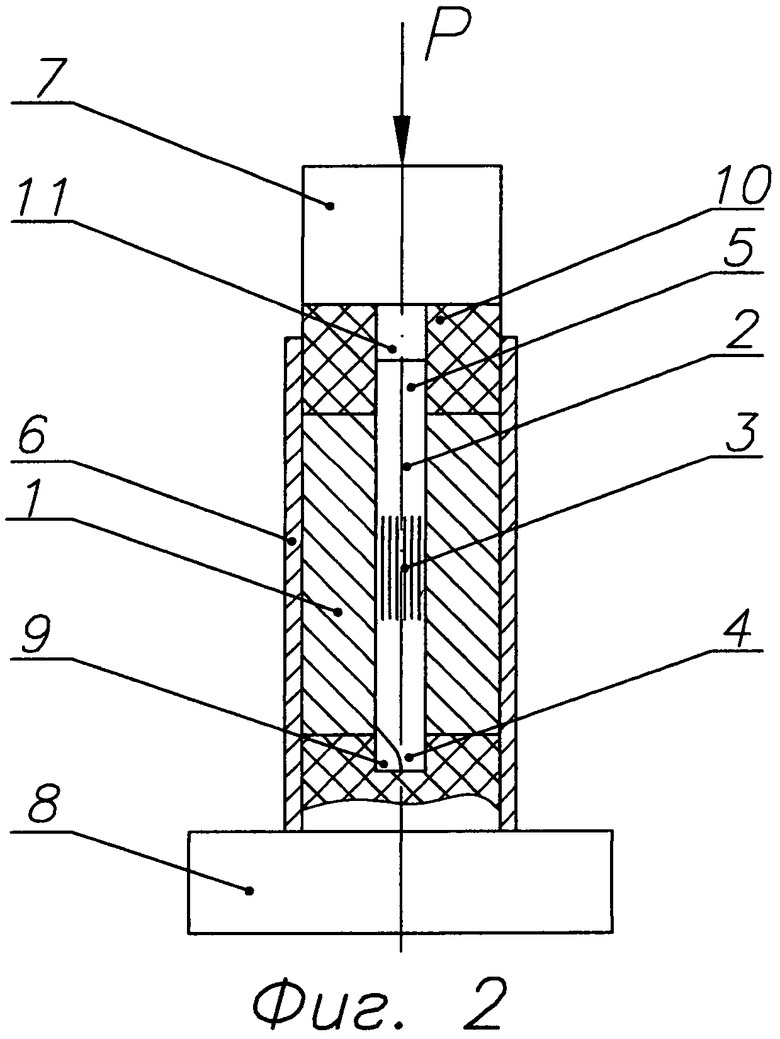
- фиг.2 - охлаждение суспензии;
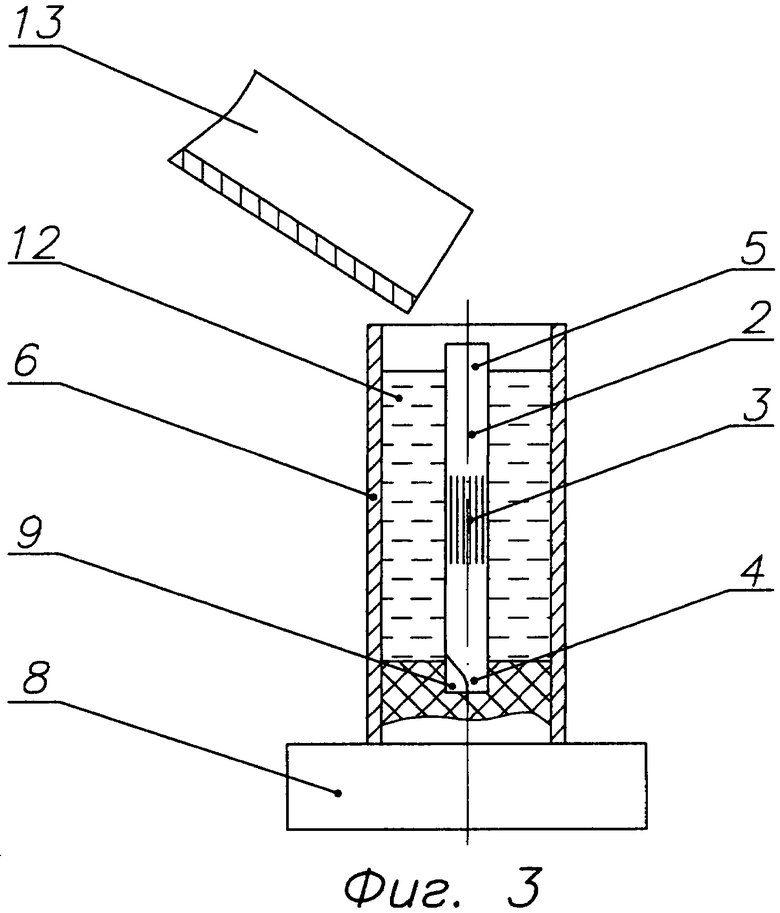
- фиг.3 - установка вала в стакан и заливка суспензии;
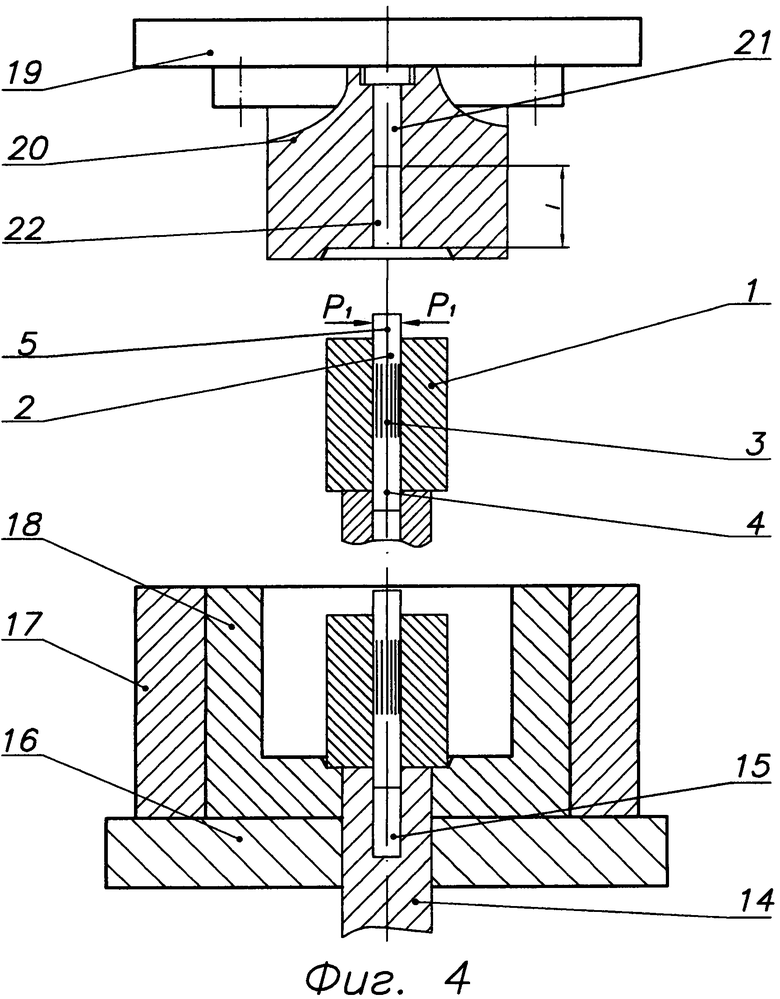
- фиг.4 - размещение сборной заготовки на торце выталкивателя (в середине чертежа) и сборная заготовка в матрице штампа в исходном для деформирования положении (внизу чертежа);
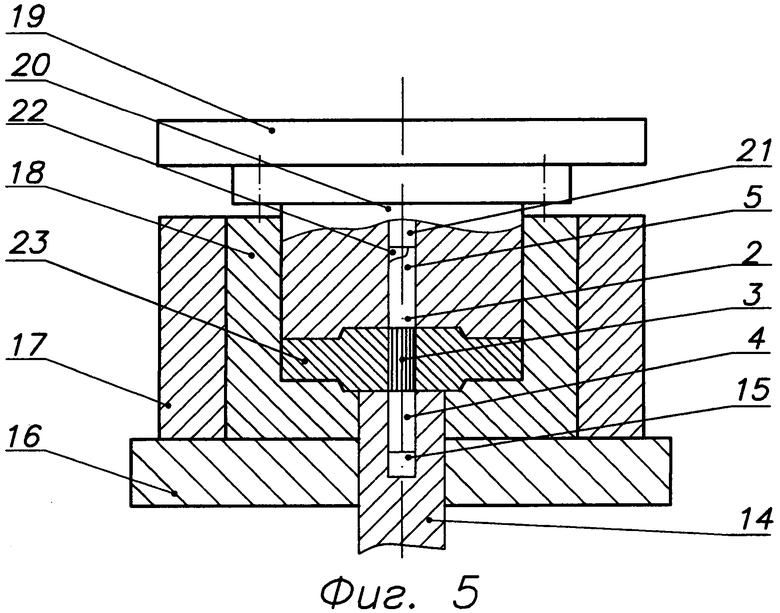
- фиг.5 - окончание штамповки спорной заготовки.
Сборная заготовка 1 снабжена валом 2, который расположен по ее оси. В средней части вала по его окружности выполнены продольные канавки 3, а его концы 4 и 5 выступают над торцами заготовки (фиг.1). Стакан 6 снабжен двумя съемными теплоизолирующими крышками и грузом 7. Нижняя крышка 8 имеет осевую глухую расточку 9 и фланец для устойчивости стакана. В верхней крышке 10 выполнено осевое сквозное отверстие 11 (фиг.2). Для приготовления глобулярной суспензии 12 и ее заливки в стакан используют, например, наклонный водоохлаждаемый желоб 13 (фиг.3). Штамп содержит выталкиватель 14 с осевым отверстием 15, нижнюю плиту 16 с контейнером 17, в который запрессована матрица 18. Над матрицей соосно ей на подвижной траверсе 19 гидравлического пресса смонтирован пуансон 20, при этом последний снабжен комплектом упоров 21 для изменения глубины осевого отверстия 22 (фиг.4). Все упомянутые в тексте отверстия и расточка выполнены в размер диаметра вала. На фиг.3 показано окончание штамповки сборной заготовки в готовое изделие 23 с валом.
Способ изготовления сборной заготовки 1, имеющей закрепленный по оси вал, концы которого выступают над торцами заготовки (фиг.1), заключается в следующем.
Вал 2 опускают в стакан 6, фиксируя его конец 4 в расточке 9 нижней крышки 8. Затем собранную конструкцию устанавливают под выходом желоба 13. Расплав, например АЛ-9, дозированно подают на наклонный водоохлаждаемый желоб, при перемещении по которому образуется глобулярная суспензия 12, поступающая в стакан (фиг.2). По окончании заливки суспензии стакан 6 закрывают верхней крышкой 10, размещая при этом конец 5 вала 2 в осевом отверстии упомянутой крышки, что обеспечивает строгую соосность вала и стакана. На верхнюю крышку устанавливают груз 7 (Р=5 кг). В таком (фиг.3) положении в условиях затрудненного теплоотвода от торцев заготовку 1 остужают до температуры 575°С, а затем окончательно охлаждают закалкой в воду (не показано).
Перед тиксоштамповкой сборную заготовку 1 устанавливают в муфельную печь вертикально на съемную проставку (не показано), размещая конец 4 вала 2 в отверстии последней, и нагревают до 585°С. Штамповую оснастку (выталкиватель 14, матрицу 18 и пуансон 20) нагревают до 350…400°С и напыляют на нее графитовую смазку. Нагретую заготовку 1 транспортируют в рабочую зону, удерживая ее вертикально усилием Р1 за конец 5 вала 2. Затем устанавливают сборную заготовку 1 соосно выталкивателю 14 на его торце с помощью конца 4 вала 2 и осевого отверстия 15. После чего прекращают удерживание конца 5 вала 2, опускают заготовку 1 выталкивателем 14 в исходное положение в матрице 18 для деформирования. Тиксоштамповку сборной заготовки 1 выполняют пуансоном 20, при этом осуществляют осевое перемещение вала 2, размещая его в заданное положение для, например, шкива клиноременной передачи.
Заявленные способ изготовления изделий с валом тиксоштамповкой и способ изготовления сборной заготовки с расположенным по оси валом, концы которого выступают над торцами заготовки, позволяют:
- расширить технологические возможности, поскольку вал закрепляют в сборной заготовке уже на этапе ее изготовления и осуществляют его окончательную осевую установку при тиксоштамповке;
- повысить качество готовой продукции за счет исключения возможности повреждения поверхностей нагретой тиксозаготовки как при ее доставке в рабочую зону, так и при размещении в матрице штампа, а также за счет обеспечения строгой соосности нагретой заготовки и матрицы штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| СПОСОБ ТИКСОПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ТИКСОЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ ЕЕ ТВЕРДОЙ ФАЗЫ | 2010 |
|
RU2444412C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396142C1 |
Изобретения относятся к области металлургии и могут быть использованы при изготовлении изделий с валом тиксоштамповкой сборных заготовок, выполненных преимущественно из алюминия. Изготавливают сборную заготовку с закрепленным по оси валом, концы которого выступают над торцами заготовки. Заготовку нагревают и переносят в зону предварительно нагретого штампа. Штамп содержит контейнер с матрицей, расположенный над матрицей пуансон и выталкиватель, имеющий осевое отверстие. Заготовку размещают на торце предварительно поднятого выталкивателя. При этом нижний конец вала фиксируют в осевом отверстии выталкивателя. Затем выталкиватель опускают, сборную заготовку устанавливают в матрицу и деформируют пуансоном. Вал перемещают в осевом направлении для размещения его в заданном положении по оси изделия. Для изготовления сборной заготовки вал вертикально монтируют в цилиндрическом стакане. Затем в стакан заливают глобулярную суспензию, которую охлаждают в условиях теплоизоляции торцев стакана под нагрузкой с обеспечением закрепления вала в заготовке. Концы вала фиксируют в верхней и нижней крышках стакана. В результате обеспечивается повышение качества готовых изделий. 2 н. и 1 з.п. ф-лы, 5 ил.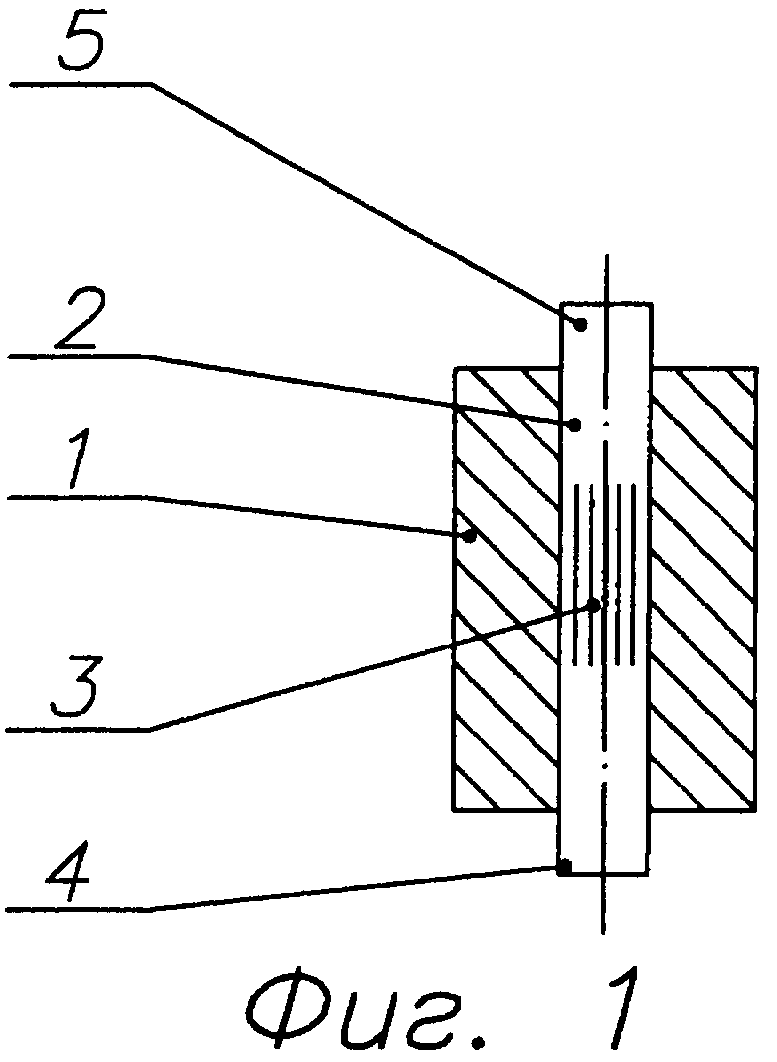
1. Способ изготовления изделий с валом тиксоштамповкой, характеризующийся тем, что он включает изготовление сборной заготовки с закрепленным по оси валом, концы которого выступают над торцами заготовки, нагрев сборной заготовки, вертикально установленной на съемной проставке, последующую транспортировку нагретой сборной заготовки, удерживаемой за верхний конец вала, в зону предварительно нагретого штампа, содержащего контейнер с матрицей, расположенный над матрицей пуансон и выталкиватель, выполненный с осевым отверстием, размещение сборной заготовки на торце предварительно поднятого выталкивателя штампа, фиксирование нижнего конца вала сборной заготовки в осевом отверстии выталкивателя, после чего выталкиватель опускают, сборную заготовку устанавливают в матрицу и деформируют пуансоном, при этом осуществляют осевое перемещение вала сборной заготовки с размещением его в заданное положение по оси изделия.
2. Способ изготовления сборной заготовки с закрепленным по оси валом, концы которого выступают над торцами заготовки, характеризующийся тем, что в цилиндрическом стакане, имеющем нижнюю крышку с осевой глухой расточкой, вертикально монтируют вал, конец которого фиксируют в упомянутой осевой глухой расточке, после чего в вертикально расположенный стакан заливают глобулярную суспензию, закрывают стакан верхней крышкой с осевым сквозным отверстием, в котором размещают конец вала, устанавливают на верхнюю крышку груз и охлаждают суспензию в условиях теплоизоляции торцев стакана под нагрузкой с обеспечением закрепления вала в заготовке.
3. Способ по п.2, в котором используют вал, в средней части которого по окружности выполнены продольные канавки.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2008 |
|
RU2371279C1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |
| СЕМЕНОВ Б.И., КУШТАРОВ К.М | |||
| Современные тенденции совершенствования технологий заготовительных производств, Металлургия машиностроения, 2003, №2, с.29-40. | |||

