Изобретение относится к области металлургии и может быть использовано для изготовления различных изделий сложной геометрической формы, преимущественно из алюминиевых сплавов, тиксоштамповкой заготовок с глобулярной структурой.
Известен способ тиксоштамповки цилиндрических заготовок, включающий нагрев цилиндрической заготовки с глобулярной структурой, ее установку в предварительно нагретый штамп, деформирование заготовки в штампе и удаление готового изделия из штампа с помощью толкателя (патент RU 2356677 С2, 28.05.2007, B21J 5/06, B21J 13/02).
Реализацию этого способа тиксоформования можно рассмотреть на примере штамповки ступицы автомобильного диска из цилиндрической заготовки (см. кн. Б.И.Семенова, К.М.Куштарова Производство изделий из металла в твердожидком состоянии. Изд. МГТУ им. Н.Э.Баумана, стр.190-200, 2010 г.). Тиксозаготовки нагревали до температуры 580°С, а штамповую оснастку - до температуры 300-350°С. Штамповку вели на гидравлическом прессе ус. 4000 кН. Качественная штамповка получалась только когда температура штампа tшт≥350°С, а температура пуансона tшт≥300°С при начальной температуре заготовки 580°С.
Недостатком известного технического решения является то, что оно не может быть применено для штамповки изделий с большой разницей габаритных размеров и сложной конфигурацией со значительным числом образующих элементов в продольном направлении и асимметричных относительно центра штамповки. При больших продольных деформациях металл подстывает и не заполняет периферийные зоны фигуры штампа.
Технический результат, заключающийся в расширении технологических возможностей, достигается за счет того, что в способе штамповки заготовок с глобулярной структурой, включающем нагрев заготовки до твердожидкого состояния, установку ее в нагретый штамп, деформирование в штампе и удаление готового изделия, используют штамп в виде контейнера с размещенными в нем двумя полуматрицами, пуансоном и выталкивателем, штамп нагревают до температуры заготовки, находящейся в твердожидком состоянии, после деформирования заготовки полуматрицы с деталью выталкивают из контейнера и производят принудительное интенсивное охлаждение детали до температуры, при которой ее материал находится в твердом состоянии, после чего полуматрицы разводят для удаления готового изделия.
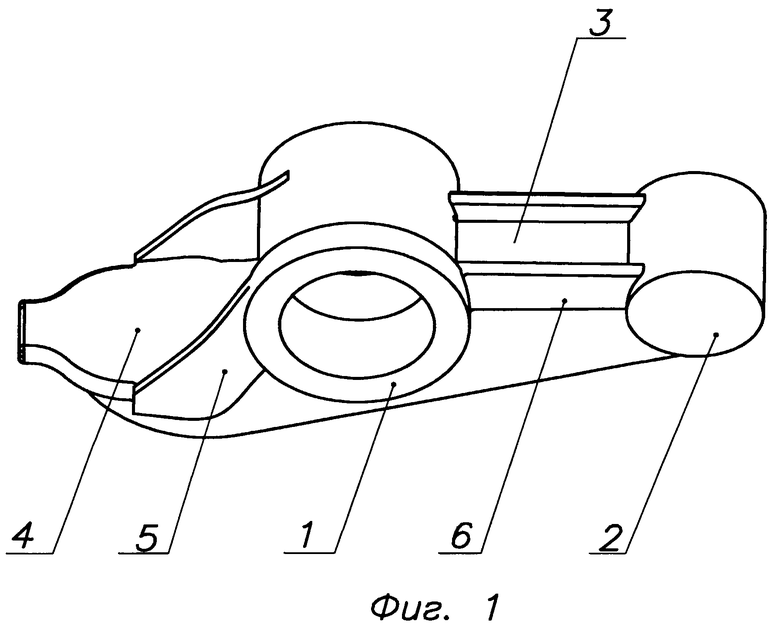
Сущность предложенного изобретения поясняется примером конкретного осуществления способа тиксоштамповки корпуса буксы (фиг.1.)
Корпус буксы представляет собой центральную 1 и периферийную 2 ступицы с перемычкой 3 между ними. С другой стороны центральной ступицы 1 расположена плоская площадка 4. Ступицы, перемычка и плоская площадка связаны между собой ребрами жесткости 5 и 6.
Штамп (фиг.2) состоит из контейнера 7, в котором размещены две полуматрицы 8 и 9, сопряженные с контейнером 7 наклонными поверхностями, обеспечивающими при нагружении нераскрытие разъема. Заготовка 10 устанавливается в верхней части полости центральной ступицы 1 буксы. Деформация металла заготовки осуществляется действием пуансона 11, закрепленного на верхней поперечине пресса 12, и пуансона 13, закрепленного на торце толкателя 14.
Технологические параметры процесса штамповки корпуса буксы следующие:
1. Габариты корпуса буксы: высота 95 мм, ширина 130 мм, длина 310 мм.
2. Материал буксы: сплав АК7 г, ГОСТ 4748-97.
3. Заготовка с глобулярной структурой: диаметр 80 мм, высота 150 мм.
4. Температура нагрева заготовки - 585°C.
5. Температура нагрева штампа - 585°С.
6. Диаметр пуансона - 80 мм
7. Диаметр прошивного пуансона - 50 мм
8. Смазка фигуры штампа - графитовая.
9. Усилие тиксоштамповки 2,5 МН.
10. Усилие толкателя 0,4 МН.
Способ изготовления корпуса буксы из заготовки с глобулярной структурой осуществляется следующим образом. Перед деформированием заготовку нагревают до 585°С.
Штамп, включающий две полуматрицы 8 и 9, сомкнутые в контейнере 7, размещенном на подкладной плите 15, пуансон 11 с одной стороны и прошивной пуансон 13 с другой введены в штамп. Вся эта сборка (см. фиг.2) нагревается охватывающим их индуктором 16 до температуры 585°С.
После достижения заданной температуры пуансон 11 отходит в исходное положение. В освободившуюся полость устанавливается нагретая до температуры 585°С заготовка 10. Включается рабочий ход пресса.
Пуансон 11, прошивая первоначально осаженную заготовку 10, разносит ее металл по фигуре, образованной между матрицами 8, 9, оформляет изделие. После окончания хода верхнего пуансона 11 проводится прошивка прошивным пуансоном 13.
После окончания процесса штамповки отключается индуктор 16 обогрева штампа. Полным ходом толкателя 14 полуматрицы 8 и 9 выталкиваются из контейнера 7 и устанавливаются над ним. Проводится интенсивное охлаждение детали (например, водой). После того как металл детали охладится и изделие 10 станет твердым, матрицы 8 и 9 расклинивают и разводят. Готовое изделие удаляют из штампа.
Освобожденные полуматрицы 8 и 9 чистят, смазывают и запрессовывают в контейнер 7. Пуансоны 11 и 13 вводят в штамп, включают индуктор 16 и подогревают штамп до рабочей температуры.
Таким образом способ штамповки, включающий нагрев заготовки до твердожидкого состояния, установку ее в нагретый штамп, деформирование заготовки в штампе, удаление выталкивателем готового изделия, нагрев штампа до температуры заготовки, находящейся в твердожидком состоянии, а после штамповки осуществляют принудительное интенсивное охлаждение готового изделия до температуры, при которой материал изделия находится в твердом состоянии, позволяет расширить технологические возможности за счет:
- увеличения ассортимента изготавливаемых изделий,
- увеличения ассортимента изготавливаемых металлов,
- возможности изменения температурных режимов,
- возможности изменения формы и габаритов изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПОЛОСТЯМИ ТИКСОШТАМПОВКОЙ И ЗАКРЫТЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443496C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2573543C1 |
Изобретение относится к области металлургии и может быть использовано для изготовления изделий сложной формы из цилиндрических заготовок с глобулярной структурой. Заготовку, нагретую до твердожидкого состояния, устанавливают в нагретый штамп. Штамп выполнен в виде контейнера с размещенными в нем двумя полуматрицами, пуансоном и выталкивателем. Штамп нагревают до температуры заготовки, находящейся в твердожидком состоянии. Производят деформирование заготовки, после чего полуматрицы с деталью выталкивают из контейнера. Осуществляют принудительное интенсивное охлаждение детали до температуры, при которой ее материал находится в твердом состоянии. Затем полуматрицы разводят для удаления готового изделия. В результате расширяются технологические возможности при штамповке изделий. 2 ил.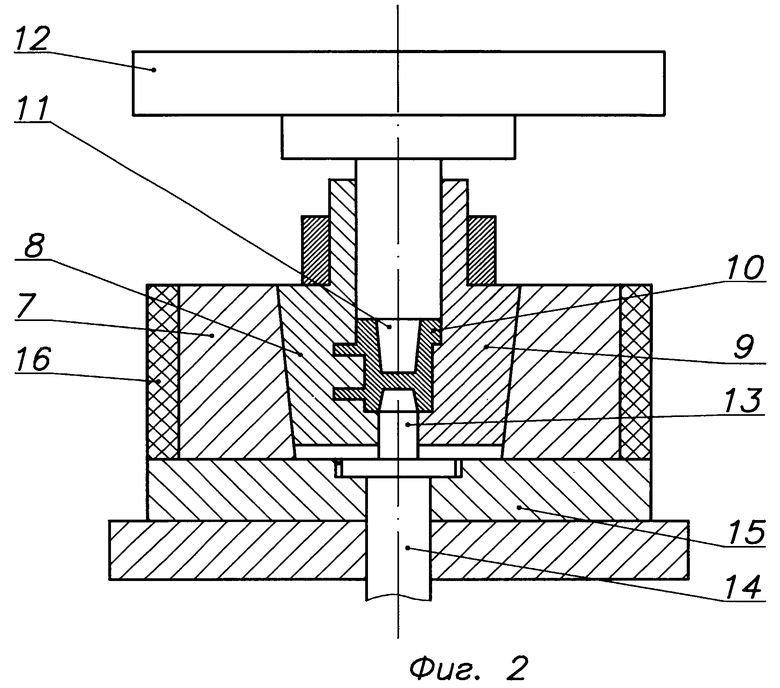
Способ штамповки заготовок с глобулярной структурой, включающий нагрев заготовки до твердожидкого состояния, установку ее в нагретый штамп, деформирование в штампе и удаление готового изделия, отличающийся тем, что используют штамп в виде контейнера с размещенными в нем двумя полуматрицами, пуансоном и выталкивателем, штамп нагревают до температуры заготовки, находящейся в твердожидком состоянии, после деформирования заготовки полуматрицы с деталью выталкивают из контейнера и производят принудительное интенсивное охлаждение детали до температуры, при которой ее материал находится в твердом состоянии, после чего полуматрицы разводят для удаления готового изделия.
| СЕМЕНОВ Б.И., КУШТАРОВ К.М | |||
| Производство изделий из металла в твердожидком состоянии | |||
| Новые промышленные технологии | |||
| - М.: Издательство МГТУ им | |||
| Н.Э.Баумана, 2010, с.190-200 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| Демодулятор фазоманипулированных сигналов | 1987 |
|
SU1443200A1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

