Область техники, к которой относится изобретение
Настоящее изобретение относится к дальнейшему совершенствованию предмета шведской патентной заявки 0402192-9 (WO 2006/030319), а именно к способу изготовления огнеупорной изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей с использованием силиката калия или силиката натрия в качестве связующего для зернистых огнеупорных материалов, чьи характеристики делают их подходящими для использования в качестве базовых составляющих такой огнеупорной изнашиваемой футеровки.
Более конкретно настоящее изобретение относится к способу изготовления изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей, предназначенных для использования в разливочных цехах, причем при этом способе текучую массу вводят, например, в зазор между формой, вставленной в разливочный ковш или в промежуточный ковш, и его более постоянной футеровкой, причем текучая масса состоит из гранулированного или зернистого огнеупорного материала, который обладает низкой теплопроводностью и содержит связующее в форме, по меньшей мере, 4 мас.% силиката натрия или силиката калия и сложного эфира или смеси сложных эфиров, причем указанное связующее способно преобразовать указанный силикат в силикатосодержащий гель, который связывает зернистый огнеупорный материал до образования сплошной субстанции.
Изобретение относится также к изнашиваемой футеровке, изготовленной указанным способом.
Предшествующий уровень техники и решаемая задача
Применяемый здесь термин «разливочный ковш» означает как очень большие разливочные ковши, применяемые в сталеплавильном производстве и в других отраслях металлургии для производства различных литых изделий, например путем непрерывной разливки, так и гораздо меньшие разливочные ковши, также применяемые в литейном производстве. Термин «промежуточный ковш» используется здесь для обозначения промежуточных ковшей или промежуточных разливочных устройств, применяющихся на установках непрерывной разливки и позволяющих увеличить количество ручьев.
Как подразумевает само название, изнашиваемая футеровка является той частью футеровки разливочного ковша или промежуточного ковша, которая расходуется в процессе работы и поэтому должна обновляться через регулярные интервалы. В связи с этим время и трудозатраты, которых требует ее замена, играют ключевое значение с точки зрения экономичности производственного процесса.
Обычная практика нанесения изнашиваемой футеровки такого типа на разливочный ковш или промежуточный ковш заключается или в наложении на более стойкую, защитную футеровку подготовленных плит из огнеупорного материала с использованием технологии каменной кладки, или в нанесении отверждаемой массы или смеси гранулированного огнеупорного материала путем набрызгивания, наклеивания или каким-либо другим способом.
Отвердитель или связующее, присутствующее в такой набрызгиваемой или наклеиваемой смеси, которые в настоящее время применяются в промышленности, обычно является органическим связующим, таким как фенолформальдегидная смола или карбамидоформальдегидная смола, но возможно также применение некоторых других неорганических связующих. Насколько известно, до сих пор никому не удалось до сих пор доказать, что фенольные смолы, являющиеся наиболее часто применяемыми связующими в этой области, вредны для здоровья, однако согласно некоторым сообщениям они вызывают недомогание у операторов, имеющих с ними дело. Кроме того, фенольные смолы, оставшиеся после использования, не могут согласно существующим правилам по охране окружающей среды рассматриваться просто как обычные отходы типа песка и должны вместо этого направляться на мусорные свалки при смешивании их с некоторыми органическими отходами, такими как бытовой мусор, который способствует разложению содержащихся в них остаточных фенолов.
Поэтому существуют даже некоторые связанные с охраной окружающей среды причины для того, чтобы попытаться найти новое связующее для зернистых огнеупорных материалов, применяемых в настоящее время в разливочных цехах для изготовления изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей.
Разнообразные огнеупорные материалы с низкой теплопроводностью использовались до сих пор для футеровки разливочных ковшей и промежуточных ковшей в форме упомянутых выше предварительно изготовленных плит или блоков и в форме зернистых материалов, образующих основные компоненты твердеющих зернистых смесей, упомянутых выше. Те же самые зернистые огнеупорные смеси могут использоваться как основные компоненты и в изнашиваемой футеровке согласно настоящему изобретению. Тип огнеупорного материала, используемого в любом данном случае для приготовления изнашиваемой футеровки согласно настоящему изобретению, в большой степени зависит от вида расплавленного металла, который помещают в футерованных разливочных ковшах и промежуточных ковшах, следующих за ними в литейном цехе.
Подходящие зернистые огнеупорные материалы этого типа включают в себя, например, кремнезем (диоксид кремния), магнезит, карбонат магния, глинозем (оксид алюминия), силикаты алюминия (напр., огнеупорную глину), силикаты магния (напр., оливин) и углеродосодержащие огнеупорные материалы (напр., измельченные кокс и доменный шлак). Известна также добавка к таким жаропрочным футеровочным материалам меньших количеств неорганического волокнистого материала или опилок, которые обгорают, когда готовый продукт, то есть футеровка, входит в контакт с расплавленным металлом, так что в нем образуются поры, которые снижают теплопроводность готовой футеровки.
Согласно поданной автором данной заявки шведской патентной заявке №0402192-9, упомянутой выше, изобретение не предусматривает применение фенольных полимеров, которые так часто используются в настоящее время, или других отвердителей, применяемых для тех же целей после формовки жаропрочного гранулированного материала, но вместо этого обеспечивает его скрепление путем добавления к нему в самом начале небольшого количества силиката натрия или силиката калия, вступающих в реакцию с диоксидом углерода, введенным после формовки массы. Фактом является то, что эти силикаты взаимодействуют с диоксидом углерода, образуя силикатосодержащий гель, который быстро связывает гранулированный основной компонент, образуя готовую футеровку, которая является жесткой, прочной и хорошо пристает к уже находящейся на месте защитной футеровкой. Как предлагается в указанной шведской патентной заявке, используемое здесь связующее может быть или силикатом натрия, или силикатом калия, которые оба могут быть обозначены словом «жидкое стекло». Количество добавляемого силиката натрия или силиката калия обычно больше 4% и предпочтительно составляет 6-12%, что обеспечивает после ввода диоксида углерода образование достаточного количества силикатосодержащего геля для связывания композитного зернистого базового материала предлагаемым здесь путем.
Базовая технология связывания зернистого огнеупорного материала путем добавления небольшого количества силиката натрия или силиката калия, который вступает в реакцию с диоксидом углерода после формовки массы, является такой же, как та, которая применялась до сих пор в практике литейного производства главным образом для изготовления разливочных ковшей и литейных форм, но также для футеровки прибыльных надставок. Эта технология описана в шведской патентной заявке №4837, датируемой еще 1956 годом.
Можно посчитать очевидной возможность заимствования технологии, которая применяется для прибыльных надставок, и применения ее к разливочным ковшам и промежуточным ковшам, но в действительности, похоже, этого до сих пор не делали, хотя способ с использованием диоксида углерода известен в практике литейного производства с 50-х годов. Это следует принять как указание на то, что такой перенос технологии ни в коей мере не кажется очевидным специалистам, работающим в этой области.
Во французском патенте №2732915 предлагается способ получения изнашиваемой футеровки для установок непрерывной разливки, в котором наружный изнашиваемый слой образуется силикатом натрия, отвержденным диоксидом углерода, а слой неотвержденного пористого материала помещают внутри него. Цель очевидно заключается в том, чтобы использовать неотвержденный слой в качестве теплоизолятора и обеспечить достаточную проницаемость футеровки.
Однако выяснилось, что механическая прочность такой футеровки с полностью неотвержденным внутренним слоем неудовлетворительна и поэтому, похоже, представляет совершенно не нужный риск, поскольку уже обнаружена возможность получить однородную футеровку, которая обладает как требующимися теплоизолирующими возможностями, так и требующейся проницаемостью благодаря должному выбору размеров частиц основного зернистого компонента материала футеровки.
Основная идея поданной автором данной заявки шведской патентной заявки №0402192-9 (WO 2006/030319) заключается, следовательно, в использовании для получения изнашиваемой футеровки разливочных ковшей и промежуточных ковшей «силикатного способа», при котором изнашиваемая футеровка разливочных ковшей и промежуточных ковшей формируется путем ввода текучей массы зернистого огнеупорного материала между постоянной футеровкой и вставленной в них арматурой, причем указанная масса содержит, по меньшей мере, 4%, и предпочтительно 6-12% силиката натрия или силиката калия, и в эту массу непосредственно на месте вводят диоксид углерода в количестве, достаточном для объединения силикатной добавки в силикатосодержащий гель, который в свою очередь связывает массу зернистого огнеупорного материала в футеровку с образованием прочно связанного тела.
Однако впоследствии была обнаружена такая же возможность отверждения связующего на основе силиката натрия или силиката калия с образованием требуемого силикатосодержащего геля без добавления диоксида углерода и, в частности, путем добавления к содержащей силикат зернистой основе подходящего сложного эфира. Конечно, хорошо известно, что силикат натрия и калия (Na/K) можно отверждать сложным эфиром, но, насколько можно выяснить, идея использования этого способа отверждения при изготовлении таких крупных объектов, как изнашиваемая футеровки разливочных ковшей и промежуточных ковшей, является определенно новой.
Суть отверждения содержащей силикат зернистой массы на основе сложных эфиров заключается в том, что в присутствии воды сложный эфир разлагается на кислоту и спирт, который в свою очередь вызывает превращение силиката Na/K в гель, и этот гель склеивает зернистую массу с исключением воды. Скорость отверждения массы, содержащей силикат Na/K, при добавлении сложного эфира можно регулировать путем выбора используемого сложного эфира. Сложный эфир, который должным образом добавляется к зернистой основе непосредственно перед добавлением силиката Na/K, должен быть добавлен в количестве 10-12% от веса силиката Na/K, что должно в свою очередь составить, по меньшей мере, 3,5-4,5% материала.
Для отверждения силикатов Na/K могут быть использованы многочисленные различные сложные эфиры, обладающие различной скоростью отверждения. Достаточно указать здесь в качестве примеров только те сложные эфиры, которые уже использовались для отверждения силикатов Na/K в литейных формах и разливочных ковшах и которые обладают хорошо известными возможностями для отверждения силикатов и другими характеристиками для данной сферы применения, причем рассматриваемыми сложными эфирами являются глицеролмоноацетат (1,2,3-пропантриол моноацетат), глицеролдиацетат (1,2,3-пропантриол диацетат) и глицеролтриацетат (1,2,3-пропантриол триацетат).
Скорость отверждения силиката Na/K можно регулировать не только путем выбора добавляемого сложного эфира, но и смешиванием между собой различных сложных эфиров для получения требующейся скорости отверждения.
Как упоминалось выше, при отверждении силиката Na/K сложным эфиром образуется вода, так что воде нужно дать возможность уйти после реакции отверждения, поскольку иначе она вызовет ее замедление. Благодаря присутствию этой воды отвержденная сложным эфиром масса, содержащая силикат, обычно образует хорошо развитый наружный слой, поскольку вода, образованная в процессе реакции отверждения, имеет возможность уйти из него, в то время как более глубоко лежащие области массы имеют тенденцию к наличию более низкой механической прочности благодаря преобладающему там более высокому содержанию остаточной влаги.
Поэтому можно считать преимущественным использование диоксида углерода для отверждения таких крупных объектов, как предусмотренная здесь футеровка разливочных ковшей и промежуточных ковшей. Однако это ведет к возникновению двух проблем, одна из которых связана с трудностью достижения равномерного проникновения газа в крупные объекты, а другая проблема связана с тем, что, как ясно показали тщательно выполненные эксперименты, недостаточная подача СО2 ведет к получение плохо отвержденной массы, в то время как избыточная подача СО2 вызывает уменьшение механической прочности по сравнению с прочностью массы, полученной при нужном количестве СО2. Поэтому проблема может заключаться в доведении последнего значения до нужного уровня.
При дальнейшем развитии настоящего изобретения отверждение Na/K посредством СО2 комбинируется с отверждением на основе сложного эфира. В этом случае сложный эфир добавляют должным образом к зернистой массе непосредственно перед введением силиката Na/K. Это дает время отверждения, которое можно установить заранее, при условии, что сложный эфир и силикат Na/K добавляют равномерно ко всему зернистому материалу по ходу времени, и они достигают всех его частей и футеровки, приготовленной из него, более или менее одновременно. Диоксид углерода может быть введен в более проницаемые части футеровки с целью ускорения или усиления процесса гелеобразования в этих частях футеровки. Этот комбинированный процесс отверждения может также быть применен таким путем, при котором в определенных частях футеровки используется отвержение на основе сложного эфира, в то время как в других ее частях используется отверждение на основе СО2. Возможно использование компьютеризованной системы управления в сочетании со специально сконструированным шнековым конвейером для смешивания и подачи сложного эфира и силиката Na/K в зернистую основу. В таком случае подача зернистого базового материала в предусмотренное для него место в разливочном ковше или в промежуточном ковше не связана с проблемами, создаваемыми отклонениями или поломками, а также с необходимостью возобновления подачи сложного эфира в базовый материал. Силикат Na/K должен, конечно, подаваться, но изменение химического состава базового материала, происходящее в процессе работы, может потребовать изменения в процентном содержании силиката Na/K для получения футеровки с наилучшими характеристиками.
При дальнейшем развитии настоящего изобретения добавленный силикат Na/K может быть в форме порошка («сухое жидкое стекло»), но при этом требуется также вода, которая может поступать, например, от влажного зернистого базового материала.
Как упоминалось выше, такие силикаты Na/K в течение длительного времени применяются в качестве связующих для изнашиваемой футеровки литейных форм и разливочных ковшей. В связи с этим хорошо известны различные свойства различных силикатов Na/K, представленных на рынке, и накопленные сведения об этих силикатах могут быть с пользой использованы при испытании содержащей силикаты футеровки, предложенной в этом изобретении для разливочных ковшей и промежуточных ковшей. В данном случае особый интерес вызывает вязкость различных марок силикатов Na/K.
При использовании смеси, отвержденной силикатом Na/K и применяемой для изготовления литейных форм и литейных стержней, специалисты иногда жалуются на то, что неотвержденный исходный материал обладает слабой текучестью, так что оказывается затруднительным получение достаточно мелких деталей отливок, изготовленных в готовых формах. Однако это является меньшей проблемой, чем изготовление футеровки в разливочных ковшах и промежуточных ковшах, поскольку эти объекты, конечно, не имеют мелких деталей по определению. Несмотря на это может оказаться желательным добавить в некоторых случаях к силикатной Na/K добавке улучшающее текучесть средство с тем, чтобы гарантировать ее достаточную текучесть для того, чтобы гарантировать равномерное перемешивание силиката Na/K с зернистым базовым материалом.
Из использования связующих на основе силикатов Na/K в изложницах и литейных стержнях известно также, что возможности их удаления в окружающую среду можно улучшить за счет добавления разлагающего средства в форме сахара или очень простого сырого продукта типа мелассы. Это объясняется тем, что при нагреве до высокой температуры в течение определенного периода времени с последующим охлаждением масса, отвержденная с помощью силиката Na/K, к которой добавлено подходящее разлагающее средство этого типа в количестве до 10% от содержания силиката Na/K, становится хрупкой. Этот признак может быть также использован в случае разливочных ковшей и промежуточных ковшей согласно дальнейшему развитию настоящего изобретения, поскольку в этой области существует необходимость как можно более быстрого удаления изношенной футеровки после того, как истечет ее срок службы и потребуется замена.
После перенесения процесса отверждения силикатом Na/K в целом из его первоначальной области применения в отношении литейных форм и их литейных стержней на производство изнашиваемой футеровки в разливочных ковшах и промежуточных ковшах становится возможным произвести несколько полезных наблюдений, ведущих к дальнейшим улучшениям.
Например, обнаружено, что процесс отверждения силикатом Na/K в целом, вне зависимости от того, осуществляется ли он с использованием диоксида углерода или сложного эфира, предоставляет исключительные возможности для получения футеровки разливочных ковшей и промежуточных ковшей, различные части которой приспособлены для приведения в соответствие с агрессивностью воздействия расплавленного металла и шлака на футеровку металлургического агрегата. Конечно, в практике литейного производства хорошо известно, что шлак, плавающий на поверхности расплавленного металла, всегда обладает более агрессивным воздействием на свое окружение, чем чистый расплавленный металл, находящийся под ним. Поскольку стойкий материал обычно имеет тенденцию быть более дорогостоящим, чем обладающий более низкой стойкостью, можно добиться значительной экономии, приспосабливая стойкость футеровки к агрессивности материала, воздействию которого в первую очередь подвергается футеровка. Такое приспособление стойкости футеровки к воздействию материала, которому она главным образом подвергается, также дает то преимущество, что вся футеровка подвергается более равномерному износу и истиранию и поэтому вся может заменяться в одно и то же время.
Хорошо известно, например, что из упомянутых ранее огнеупорных материалов, применяемых для футеровки разливочных ковшей и промежуточных ковшей в сталеплавильном производстве, те, которые имеют высокое содержание магнезии (MgO), демонстрируют значительно более высокую стойкость к воздействию агрессивного сталеплавильного шлака, чем материалы с более низким содержанием магнезии. В то же время, однако, высокое содержание магнезии в зернистом огнеупорном материале, который используется как исходный материал, ведет к автоматическому повышению цены. Согласно настоящему варианту реализации изобретения предлагается поэтому использовать отвержденный силикатом зернистый огнеупорный материал с содержанием магнезии, незначительно превышающим 45-48%, для футеровки днища разливочных ковшей и промежуточных ковшей, а также их нижних частей, которые преимущественно входят в контакт с чистым расплавленным металлом, и в то же время снабжая те части, которые в значительной мере находятся в контакте с гораздо более агрессивным шлаком, футеровкой в основном такого же типа, но в которой содержание магнезии превышает 45%, и во всех случаях, когда это возможно, футеровкой из чистой магнезии.
Конечно, ранее предлагалось изготовление слоистой футеровки такого типа, но всегда имелась заинтересованность в использовании более стойкого материала рядом с расплавленным материалом и шлаком, и или более дешевого материала, или материала с отличающимися свойствами (напр., превосходными теплоизолирующими свойствами) для использования внутри, как предлагает, например, французский патент №2338100, упомянутый ранее. Поэтому в этих более старых слоистых футеровках слои идут вертикально по стенкам металлургических агрегатов. В отличие от этого настоящее изобретение предлагает горизонтальную слоистость или разделение футеровки в боковых стенках разливочных ковшей и промежуточных ковшей и, более конкретно, использование материала с более низким содержанием магнезии и поэтому более низкой ценой, на уровне ниже обычного уровня ванны чистого расплавленного материала, а материал с более высоким содержанием магнезии - над обычным уровнем ванны расплавленного металла, т.е в области, где футеровка находится главным образом в контакте с гораздо более агрессивным шлаком. Днище здесь может быть выполнено из материала с более низким содержанием магнезии.
Базовый принцип процесса согласно изобретению, предназначенного для изготовления такой футеровки разливочных ковшей и промежуточных ковшей, заключается в том, что вся футеровка выполняется из наносимого и содержащего силикат Na/K зернистого огнеупорного материала, который отверждается диоксидом углерода и/или сложным эфиром для формирования твердого тела. Это позволяет использовать автоматизированный смеситель, который подает силикат Na/K и, возможно, сложный эфир в зернистый базовый материал таким образом, чтобы изменить химический состав зернистого базового материала, например для осуществления постепенного перехода от низкого содержания магнезии к более высокому ее содержанию для мест, расположенных возле обычного места нахождения слоя шлака, плавающего на поверхности расплавленного металла.
Важным преимуществом выполнения изнашиваемой футеровки разливочных ковшей и промежуточных ковшей с использованием зернистого материала, первоначально применяемого в рыхлом виде, который отверждается и склеивается на месте применения, является то, что при этом возникает возможность осуществления постепенного перехода между различными характеристиками основанного на изменении химического состава и/или гранулометрического состава материала.
Зернистый базовый материал, который используется главным образом согласно настоящему изобретению, имеет обычно размеры частиц порядка 0,1-1 мм, но они могут варьироваться в этом диапазоне, например для контроля газопроницаемости и теплоизолирующих свойств готовой футеровки, так же как требующегося количества связующего силиката Na/K.
Поэтому существует возможность варьировать газопроницаемость и теплоизолирующие свойства готовой футеровки в довольно широких пределах за счет ограниченного изменения размеров частиц и химического состава частиц базового материала. Кроме того, поскольку для различных огнеупорных материалов основы требуется различное количество связующего, необходимо контролировать количество добавляемых силиката Na/K, а также сложного эфира, поскольку отверждение на основе сложного эфира используется в довольно узких рамках и - как упоминалось выше - оно должным образом осуществляется с помощью шнекового конвейера с компьютерным управлением, применяемого для смешивания или с помощью другого типа смесителя, применяемого для подачи связующего в базовый материал, и для одновременной выдачи базового материала в требующееся место в футеровке. Что касается необходимости контролировать добавления связующих компонентов в узких рамках, то при этом следует помнить, что для чистого оливина требуется гораздо меньше связующего, чем, например, для магнезита.
Основные характеристики футеровки, полученной согласно настоящему изобретению, могут также варьироваться в зависимости от гранулометрического состава базового материала, и различные зернистые огнеупорные материала могут потребовать различного количества связующих в виде силикасодержащего геля, образованного используемым силикатом Na/K, так что смесительное оборудование с компьютерным управлением позволяет также получать футеровку с наилучшими свойствами.
Как указывалось ранее, зернистый огнеупорный базовый материал, применяемый в первую очередь согласно настоящему изобретению, имеет размеры частиц в диапазоне 0,1-1 мм. Подходящие базовые материалы, которые в настоящее время поставляет промышленность, имеют размеры частиц в следующих диапазонах: 0,2-1 мм, 0,1-0,5 мм и 0,1-0,3 мм. Походящее смешивание этих марок позволяет легко получить базовый материал с размерами частиц в диапазоне 0,1-1 мм. Если эта операция комбинируется с использованием упомянутого выше смесителя с компьютерным управлением, в котором процентное содержание всех компонентов, которые он загружает и смешивает, может варьироваться в очень широких пределах, появляется возможность постоянно и постепенно изменять и базовый материал, и связующее, а также отверждать все части изнашиваемой футеровки, полученной согласно изобретению, так что удовлетворяются конкретные требования, которые предъявляются к различным частям футеровки.
Это может быть очень полезным, поскольку позволяет также получить изнашиваемую футеровку согласно изобретению, которая обладает оптимальными свойствами во всех своих частях. Так, базовый материал с меньшим размером частиц дает более плотный и более стойкий материал футеровки. Однако в данном случае требуется больше связующего, поскольку общая площадь контактной поверхности между частицами здесь больше. В отличие от этого базовый материал, состоящий из более крупных частиц, требует меньше связующего по тем же причинам, то есть из-за меньшей общей площади контактной поверхности и, как можно ожидать, он обладает несколько меньшей стойкостью; однако бóльшая газопроницаемость обеспечивает улучшенную теплоизоляцию в материале футеровки.
Футеровка, изготовленная из зернистого материала и отвержденная непосредственно на месте применения, должна быть подвергнута набивке или трамбовке перед отверждением, поскольку в противном случае в отвержденной массе могут легко образоваться пустоты. По сравнению с получением футеровки путем сборки предварительно изготовленных компонентов на месте в данном случае появляется дополнительная производственная операция, но здесь можно получить выигрыш от всех преимуществ, упомянутых выше, из которых наибольшую выгоду, возможно, дает гибкость.
Эта гибкость может быть использована, например, для изготовления футеровки с дополнительно увеличенной толщиной в ударной зоне промежуточных ковшей, то есть на участке, в котором в них подают свежий расплавленный металл. Она может быть также использована для формирования «стоек» для порогов, окружающих выпускные отверстия или стаканы в обычных промежуточных ковшах для того, чтобы не позволить шлаку достичь этих отверстий при опорожнении промежуточного ковша. Возможность контролировать толщину футеровки путем ее подачи в форме зернистого материала позволяет также включить крепления или усиления в тех местах футеровки, где они требуются, например в упомянутых выше стойках порогов.
И, наконец, материал футеровки, сформированный с помощью связующего Na/K, может также применяться согласно изобретению для того, чтобы заменить обычную набивочную глину вокруг сменных выпускных стаканов в днище разливочных ковшей и промежуточных ковшей, причем эти стаканы изготавливают из чрезвычайно стойкого материала.
Цели и особенности изобретения
Важной целью настоящего изобретения является предложение усовершенствованного способа получения изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей литейных цехов, причем способ устраняет или, по меньшей мере, значительно уменьшает проблемы, описанные выше.
Эта цель, так же как другие, здесь не перечисленные, достигаются в способе, изложенном в независимых пунктах формулы изобретения, в то время как различные варианты реализации изобретения описаны в зависимых пунктах.
Настоящее изобретение предлагает таким образом улучшенный способ получения изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей, применяемых в литейном производстве, отличающийся тем, что связующее имеет форму силиката натрия или калия и сложного эфира, которые добавляются к зернистому огнеупорном материалу одновременно с подачей этого материала в место формирования футеровки.
Другие аспекты способа согласно изобретению описаны ниже.
- Компоненты связующего, то есть силикат натрия и калия и сложный эфир, добавляют к зернистому огнеупорному материалу в комбинированном оборудовании смешивания и загрузки, таком как шнековый конвейер, который используется также для смешивания и транспортировки зернистого базового материала в требующееся место формирования футеровки, и указанное добавление осуществляется одновременно с подачей зернистого базового материала в требующееся место.
- Газопроницаемость и теплоизолирующие свойства готовой футеровки регулируются путем контроля пористости смеси, что в свою очередь достигается путем регулирования размеров и химического состава частиц базового материала с помощью смешивающего и питающего устройства.
- Количество компонентов связующего, добавленных к зернистому огнеупорному базовому материалу в смешивающем и питающем устройстве, регулируется в зависимости от типа зернистого базового материала и его потребности в связующем, а также в зависимости от размеров и химического состава частиц.
- Футеровка проектируется с горизонтальной разделительной плоскостью, которая, как считается, должна отмечать верхнюю поверхность слоя расплавленного чугуна или стали и нижнюю поверхность слоя шлака, плавающего на поверх металла в применяемых на практике разливочных ковшах и промежуточных ковшах. Химический состав гранулированного базового материала, применяемого для изготовления футеровки, выбирают таким образом, что готовая футеровка имеет в этой части разливочного ковша или промежуточного ковша пониженное общее содержание магнезии и более высокое содержание магнезии выше этой линии. Более конкретно химический состав базового материала в тех частях футеровки, которые располагаются над этим уровнем (т.е. в частях, которые наиболее вероятно войдут в контакт со шлаком), демонстрирует содержание магнезии не меньше 45%.
- Силикат натрия или калия является «сухим жидким стеклом», которое подмешивают в форме порошка к влаге в базовом материале.
Далее настоящее изобретение изложено в формуле изобретения и проиллюстрировано на прилагаемом чертеже как в отношении разделения футеровки по горизонтали на части, обладающие различной стойкостью к расплавленному металлу и шлаку, которые различаются по агрессивности, так и в отношении усиленной зоны выпуска, порога и укрепленного окружения порога.
Подробное описание предпочтительного варианта реализации
На прилагаемом чертеже показан частичный поперечный разрез промежуточного ковша 1 с футеровкой 2, выполненной по способу, являющемуся предметом изобретения. Эта футеровка делится на верхнюю часть или слой 2а, который имеет наибольшее возможное содержание магнезии и, таким образом, обладает дополнительной стойкости к агрессивному воздействию шлака, и нижнюю часть, или слой 2b, который содержит меньше чем 45-48% магнезии и предназначен для вхождения в контакт с гораздо менее агрессивным расплавленным металлом, который обычно содержится в этой области. Переход между двумя горизонтальными слоями футеровки 2а и 2b может быть или резким, или постепенным в зависимости от выбора пользователя. Промежуточный ковш 1 имеет также в днище выпускные отверстия 3 и 4 с соответствующими стаканами, погруженными в слой 2b футеровки, причем выпускное отверстие 4 показано на чертеже только частично. Промежуточный ковш 1 имеет также ударную зону 5 с футеровкой повышенной толщины. Две пороговые стойки 6 и 7, расположенные с каждой из сторон ударной зоны 5, имеют два внедренных в них усиливающих элемента 8 и 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНАШИВАЕМОГО СЛОЯ ОГНЕУПОРНОЙ ФУТЕРОВКИ В РАЗЛИВОЧНЫХ КОВШАХ И РАЗЛИВОЧНЫХ ФОРМАХ, А ТАКЖЕ ИЗГОТОВЛЕННЫЙ В СООТВЕТСТВИИ С НИМ ИЗНАШИВАЕМЫЙ СЛОЙ ФУТЕРОВКИ | 2005 |
|
RU2383412C2 |
| ФУТЕРОВКА ЛИТЕЙНОЙ ЕМКОСТИ | 2011 |
|
RU2490090C2 |
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2010 |
|
RU2424213C1 |
| Способ изготовления и ремонта многослойной футеровки металлургических емкостей | 1978 |
|
SU1372742A1 |
| Огнеупорная масса для монолитной футеровки сталеразливочных ковшей | 1987 |
|
SU1505915A1 |
| Шихта для изготовления футеровки | 1987 |
|
SU1483860A1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2011647C1 |
| КОМПОЗИЦИЯ ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, ПРЕДУПРЕЖДАЮЩАЯ ОБРАЗОВАНИЕ ДЕФЕКТОВ ОТ РЕАКЦИОННЫХ ГАЗОВ | 2008 |
|
RU2493933C2 |
| ГЕОПОЛИМЕРНАЯ ВЯЖУЩАЯ СИСТЕМА ДЛЯ ЖАРОСТОЙКИХ БЕТОНОВ, СУХАЯ ЖАРОСТОЙКАЯ БЕТОННАЯ СМЕСЬ, СОДЕРЖАЩАЯ ВЯЖУЩУЮ СИСТЕМУ, А ТАКЖЕ ПРИМЕНЕНИЕ СМЕСИ | 2014 |
|
RU2664723C2 |
Изнашиваемая футеровка формируется путем ввода в зазор между формой, вставленной в разливочный ковш или в промежуточный ковш, и постоянной футеровкой огнеупорного материала. Огнеупорный материал содержит 4 мас.% силиката натрия или силиката калия и сложного эфира или смеси сложных эфиров. Сложный эфир и силикат натрия или калия добавляют к огнеупорному материалу одновременно с подачей последнего в заданное место изготовления футеровки, а сложный эфир добавляют к огнеупорному материалу непосредственно перед введением силиката натрия или калия. Газопроницаемость и теплоизолирующие свойства готовой футеровки варьируют, вводя диоксид углерода в более проницаемые части футеровки для ускорения или усиления процесса гелеобразования в этих частях. Обеспечивается увеличение срока службы изнашиваемой футеровки. 5 н. и 15 з.п. ф-лы, 1 ил.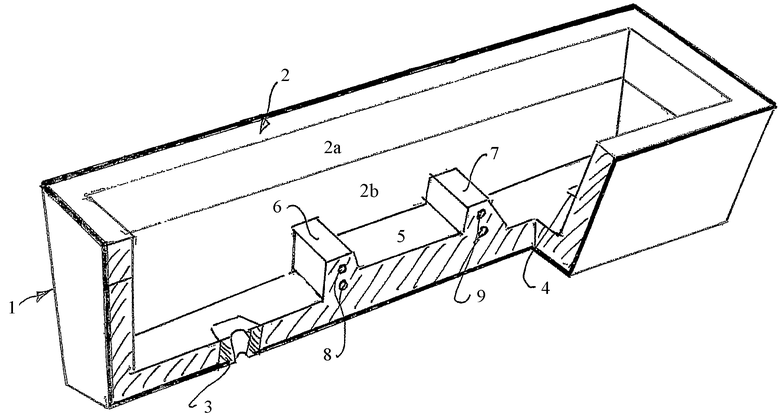
1. Способ изготовления изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей, применяемых в литейном производстве, в котором в зазор между формой, вставленной в разливочный ковш или в промежуточный ковш, и постоянной футеровкой вводят текучую массу, состоящую из гранулированного или зернистого огнеупорного материала, который обладает низкой теплопроводностью и содержит связующее в форме, по меньшей мере, 4 мас.% силиката натрия или силиката калия и сложного эфира или смеси сложных эфиров, причем указанное связующее обеспечивает преобразование указанного силиката в силикатосодержащий гель, который скрепляет гранулированный или зернистый огнеупорный материал с образованием сплошного материала, отличающийся тем, что сложный эфир добавляют к гранулированному или зернистому огнеупорному материалу непосредственно перед введением силиката натрия или калия, при этом сложный эфир и силикат натрия или калия добавляют к гранулированному или зернистому огнеупорному материалу одновременно с подачей последнего в заданное место изготовления футеровки, причем газопроницаемость и теплоизолирующие свойства готовой футеровки варьируют и диоксид углерода вводят в более проницаемые части футеровки для ускорения или усиления процесса гелеобразования в этих частях.
2. Способ по п.1, отличающийся тем, что компоненты связующего, силикат натрия или калия и сложный эфир, добавляют к гранулированному или зернистому огнеупорному материалу посредством комбинированного смешивающего и питающего устройства, такого как смесительный шнек, который используют также для доставки гранулированного или зернистого огнеупорного материала в заданное место изготовления футеровки.
3. Способ по п.2, отличающийся тем, что газопроницаемость и теплоизолирующие свойства готовой футеровки варьируют через пористость смеси, которую в свою очередь регулируют путем установки размера и химического состава частиц гранулированного или зернистого огнеупорного материала, предпочтительно в диапазоне 0,1-1 мм, доставляемого с помощью смесительного и питающего устройства.
4. Способ по п.2, отличающийся тем, что количество компонентов связующего, добавленных к гранулированному или зернистому огнеупорному материалу с помощью смесительного и питающего устройства, регулируют в зависимости от типа гранулированного или зернистого огнеупорного материала и его потребности в связующем, так же как в зависимости от размера и химического состава частиц.
5. Способ по п.3, отличающийся тем, что количество компонентов связующего, добавленных к гранулированному или зернистому огнеупорному материалу с помощью смесительного и питающего устройства, регулируют в зависимости от типа гранулированного или зернистого огнеупорного материала и его потребности в связующем, так же как в зависимости от размера и химического состава частиц.
6. Способ согласно любому из пп.1-5, отличающийся тем, что силикат натрия или калия используют в виде «сухого жидкого стекла», которое добавляют в форме порошка к влаге базового материала.
7. Способ изготовления изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей, применяемых в чугунолитейном и сталелитейном производстве, в котором в зазор между формой, вставленной в разливочный ковш или в промежуточный ковш, и постоянной футеровкой вводят текучую массу, состоящую из гранулированного или зернистого огнеупорного материала, который обладает низкой теплопроводностью и содержит связующее в форме, по меньшей мере, 4 мас.% силиката натрия или силиката калия и сложного эфира или смеси сложных эфиров, причем указанное связующее обеспечивает преобразование указанного силиката в силикатосодержащий гель, который скрепляет гранулированный или зернистый огнеупорный материал с образованием сплошного материала, отличающийся тем, что сложный эфир добавляют к гранулированному или зернистому огнеупорному материалу непосредственно перед введением силиката натрия или калия, при этом сложный эфир и силикат натрия или калия добавляют к гранулированному или зернистому огнеупорному материалу одновременно с подачей последнего в заданное место изготовления футеровки, причем газопроницаемость и теплоизолирующие свойства готовой футеровки варьируют и диоксид углерода вводят в более проницаемые части футеровки для ускорения или усиления процесса гелеобразования в этих частях футеровки, при этом химический состав гранулированного или зернистого огнеупорного материала, используемого для изготовления футеровки с горизонтальной разделительной плоскостью, которая характеризует верхнюю поверхность слоя расплавленного чугуна или стали и нижнюю поверхность слоя шлака, плавающего на поверхности металла в разливочных ковшах и промежуточных ковшах, подбирают таким образом, что готовая футеровка в нижней части разливочного ковша или промежуточного ковша имеет более низкое общее содержание MgO, чем содержание MgO выше упомянутой плоскости, при этом химический состав гранулированного или зернистого огнеупорного материала в частях футеровки, которые лежат выше упомянутой плоскости и предназначены для контакта со шлаком имеет содержание MgO, равное, по меньшей мере, 45%.
8. Способ по п.7, отличающийся тем, что компоненты связующего, силикат натрия или калия и сложный эфир, добавляют к гранулированному или зернистому огнеупорному материалу посредством комбинированного смешивающего и питающего устройства, такого как смесительный шнек, который используют также для доставки гранулированного или зернистого огнеупорного материала в заданное место изготовления футеровки.
9. Способ по п.8, отличающийся тем, что газопроницаемость и теплоизолирующие свойства готовой футеровки варьируют через пористость смеси, которую в свою очередь регулируют путем установки размера и химического состава частиц гранулированного или зернистого огнеупорного материала, предпочтительно в диапазоне 0,1-1 мм, доставляемого с помощью смесительного и питающего устройства.
10. Способ по п.8, отличающийся тем, что количество компонентов связующего, добавленных к гранулированному или зернистому огнеупорному материалу с помощью смесительного и питающего устройства, регулируют в зависимости от типа гранулированного или зернистого огнеупорного материала и его потребности в связующем, так же как в зависимости от размера и химического состава частиц.
11. Способ по п.9, отличающийся тем, что количество компонентов связующего, добавленных к гранулированному или зернистому огнеупорному материалу с помощью смесительного и питающего устройства, регулируют в зависимости от типа гранулированного или зернистого огнеупорного материала и его потребности в связующем, так же как в зависимости от размера и химического состава частиц.
12. Способ согласно любому из пп.7-11, отличающийся тем, что силикат натрия или калия используют в виде «сухого жидкого стекла», которое добавляют в форме порошка к влаге базового материала.
13. Способ изготовления изнашиваемой футеровки для промежуточных ковшей, применяемых в литейном производстве, в котором в зазор между формой, вставленной в промежуточный ковш, и постоянной футеровкой вводят текучую массу, состоящую из гранулированного или зернистого огнеупорного материала, который обладает низкой теплопроводностью и содержит связующее в форме, по меньшей мере, 4 мас.% силиката натрия или силиката калия и сложного эфира или смеси сложных эфиров, причем указанное связующее обеспечивает преобразование указанного силиката в силикатосодержащий гель, который скрепляет гранулированный или зернистый огнеупорный материал с образованием сплошного материала, отличающийся тем, что сложный эфир добавляют к гранулированному или зернистому огнеупорному материалу непосредственно перед введением силиката натрия или калия, при этом сложный эфир и силикат натрия или калия добавляют к гранулированному или зернистому огнеупорному материалу одновременно с подачей последнего в заданное место изготовления футеровки, при этом гранулированный или зернистый огнеупорный материал представляет собой магнезит, оксид или силикат алюминия или оливин.
14. Способ по п.13, отличающийся тем, что компоненты связующего, силикат натрия или калия и сложный эфир, добавляют к гранулированному или зернистому огнеупорному материалу посредством комбинированного смешивающего и питающего устройства, такого как смесительный шнек, который используют также для доставки гранулированного или зернистого огнеупорного материала в заданное место изготовления футеровки.
15. Способ по п.14, отличающийся тем, что газопроницаемость и теплоизолирующие свойства готовой футеровки варьируют через пористость смеси, которую в свою очередь регулируют путем установки размера и химического состава частиц гранулированного или зернистого огнеупорного материала, предпочтительно в диапазоне 0,1-1 мм, доставляемого с помощью смесительного и питающего устройства.
16. Способ по п.14, отличающийся тем, что количество компонентов связующего, добавленных к гранулированному или зернистому огнеупорному материалу с помощью смесительного и питающего устройства, регулируют в зависимости от типа гранулированного или зернистого огнеупорного материала и его потребности в связующем, так же как в зависимости от размера и химического состава частиц.
17. Способ по п.15, отличающийся тем, что количество компонентов связующего, добавленных к гранулированному или зернистому огнеупорному материалу с помощью смесительного и питающего устройства, регулируют в зависимости от типа гранулированного или зернистого огнеупорного материала и его потребности в связующем, так же как в зависимости от размера и химического состава частиц.
18. Способ согласно любому из пп.14-17, отличающийся тем, что силикат натрия или калия используют в виде «сухого жидкого стекла», которое добавляют в форме порошка к влаге базового материала.
19. Изнашиваемая футеровка разливочных ковшей и промежуточных ковшей, применяемых в литейном производстве, приготовленная способом по любому из пп.1-6.
20. Изнашиваемая футеровка разливочных ковшей и промежуточных ковшей, применяемых в чугунолитейном и сталеплавильном производстве, приготовленная способом по любому из пп.7-12.
| Способ футеровки металлургический емкостей | 1990 |
|
SU1792802A1 |
| Способ получения отвердителя для жидкостекольной самотвердеющей смеси в литейном производстве и ее состав | 1990 |
|
SU1788921A3 |
| Самотвердеющая смесь для изготовления литейных форм и стержней | 1985 |
|
SU1276420A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Штамм гриба Fusarium equiseti ВКПМ F-1455 для получения биопрепарата, восстанавливающего почву для сельскохозяйственных растений, биопрепарат и способ его получения | 2019 |
|
RU2732915C1 |
| КАЩЕЕВ И.Д | |||
| Свойства и применение огнеупоров, справочное издание | |||
| - М.: Теплотехник, 2004, с.130, 139, 140. | |||

