ел G
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ футеровки металлургических емкостей | 1990 |
|
SU1792803A1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1989 |
|
SU1724433A1 |
| Способ футеровки металлургических емкостей | 1989 |
|
SU1699710A1 |
| Способ футеровки металлургических емкостей | 1989 |
|
SU1724434A1 |
| Набивная масса для футеровки сталеразливочных ковшей | 1982 |
|
SU1060595A1 |
| Масса для приготовления футеровки | 1990 |
|
SU1784606A1 |
| Огнеупорная набивная масса | 1990 |
|
SU1818320A1 |
| Способ футеровки металлургических емкостей | 1982 |
|
SU1072994A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВСПЕНЕННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2003 |
|
RU2263647C2 |
| Способ тепловой обработки футеровки металлургических емкостей | 1990 |
|
SU1770076A1 |
Сущность изобретения: способ содержит подачу футеровочной массы, уплотнение и сушку. При подаче в футеровочную массу вводят добавки во вспененном состоянии в количестве 3,0-4,5 мас.%. В качестве добавок используют продукты взаимодействия водорастворимых неорганических солей и гидрооксидов металлов, огнеупорность которых выше или равна огнеупорности основного материала футеровочной массы. Соотношение вводимых продуктов взаимодействия водорастворимых неорганических солей и гидрооксидов металлов составляет 1:0,3-0,6. 1 з.п.ф-лы, 1 ил., 1 табл.
Изобретение относится к металлургии и может быть использовано для футеровки металлургических емкостей, например, ста- леразливочных ковшей.
Известен способ футеровки металлургических емкостей, включающий изготовление многослойной по толщине футеровки с равномерной твердостью путем подбора огнеупорных масс различного химического и фрикционного состава, уплотнение слоев футеровки и их сушку. Рабочую или контактную футеровку выполняют из огнеупорного материала, огнеупорность которого ниже, чем материала,.применяемого для изготовления защитного слоя.
Указанный способ футеровки чрезвычайно сложен, т.к. требует применение набора огнеупорных масс различной огнеупорности. Кроме того, способ характеризуется повышенной энергоемкостью процесса уплотнения футеровки и снижением долговечности футеровки за счет применения огнеупорных масс различной энергоемкости и коэффициентов расширения.
Известен способ футеровки металлургических емкостей, включающий подачу футеровочной массы с последующим уплотнением и сушкой. Подачу футеровочной массы осуществляют прерывисто круговыми циклами. Уплотнение производится непрерывно. При этом отношение продолжительности цикла подачи к продолжительности цикла уплотнения регулируют в интервале 0,5-0,1,
Недостатками известного способа являются следующие:
низкая стойкость футеровки, т.к. не обеспечивается эффективное снижение пористости;
значительные энергозатраты на.футеровку из-за большой длительности процесса сушки.
Цель изобретения - повышение стойкости футеровки и снижение энергозатрат.
VJ
ч
ю
00
о
ю
Поставленная цель достигается тем, что способ футеровки включает подачу футеро- вочной массы, уплотнение и сушку. При подаче в футеровочную массу вводят добавки во вспененном состоянии в количестве 3,0- 4,5 мас.%. В качестве добавок используют продукты взаимодействия водорастворимых неорганических солей и гидрооксидов металлов, огнеупорность которых выше или равна огнеупорности основного материала футеровочной массы, Продукты взаимодействия водорастворимых неорганических солей и гидроокислов металлов вводят в соотношении 1:0,3-0,6 по массе соответственно.
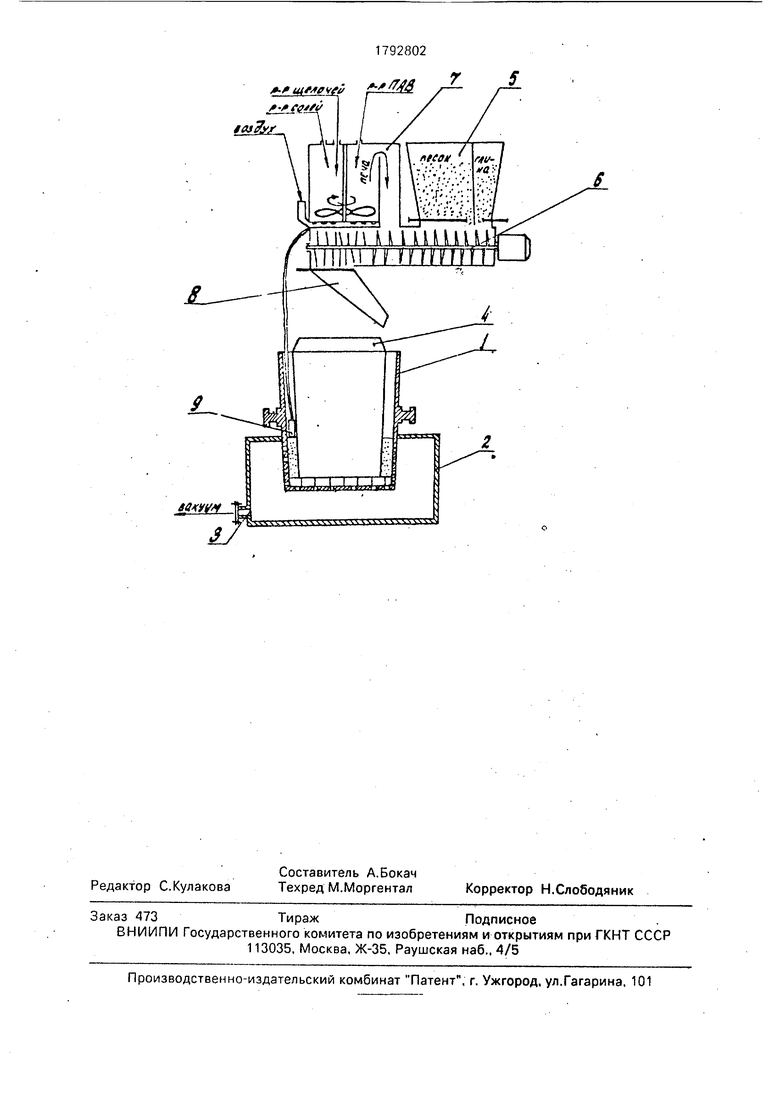
На чертеже приведена схема осуществления предлагаемого способа.
Футеровку сталёразливочного ковша производят следующим образом. Ковш 1 устанавливают в отверстие полого основания 2, которое в нижней части снабжено патрубком 3 для соединения с вакуумной системой. Затем основание 2 герметизируют герметизирующей пастой и в ковш 1 помещают формообразующий шаблон 4. Из бункера 5 футеровочную массу дозированно подают в шнековый смеситель б и одновременно из пеногенератора 7 дозированно вводят во вспененном состоянии продукты взаимодействия водорастворимых неорганических солей и гидрооксидов металлов. Полученная масса подается на распределитель 8 и далее в зазор между арматурным слоем ковша 1 и боковой поверхностью шаблона 4. Футеровочная масса равномерно распределяется по периметру и уплотняется пневмотрамбовкой 9. Одновременно с подачей и уплотнением футеровочной массы полость основания 2 соединяется с вакуумной системой, в результате чего, в процессе уплотнения удаляются пары воды через выпарные отверстия в донной и боковой частях ковша, т.е. производится предварительная подсушка футеровки. После уплотнения футеровочной массы формообразующий шаблон 4 удаляется из ковша 1 и осуществляется сушка изготовления футеровки.
Продукты взаимодействия водорастворимых неорганических солей и гидрооксидов металлов распределяются в пене в виде золя (распределение происходит в пеноге- нераторе 7). Поверхностно-активные вещества существенно облегчают пропитку футеровочной массы золями продуктов реакции и обеспечивают равномерное распре- деление золя в футеровочной массе. Образовавшийся мелкодисперсный золь располагается в пористом пространстве футеровочной массы и закупоривает поры,
снижая общую пористость массы. Подобранные соотношения водорастворимых неорганических солей и гидрооксидов металлов обеспечивают образование золей,
огнеупорность которых выше огнеупорности основного материала футеровки, Если огнеупорность добавок ниже огнеупорности основного материала, то происходит более быстрое разрушение футеровки под
0 действием жидкого металла и шлака, т.к. добавка быстро вымывается. В случае, когда огнеупорность добавок превышает огнеупорность основного материала, такое разрушение отсутствует, При нагреве
5 футеровки ковша для приема жидкого металла введенный золь образует на поверхности футеровки твердую корочку, которая имеет плотную структуру и низкую пористость. Это способствует уменьшению про0 никновения жидкого металла и шлака вглубь футеровки и ее размыванию, что обеспечивает стойкость футеровки. Введение добавок в виде пены снижает влажность футеровки и, следовательно, энергозатраты
5 на ее сушку и процесса в целом, сохраняя при этом хорошую подвижность смеси.
В качестве примера осуществления способа проводят футеровку в лабораторных условиях сталёразливочного ковша емко0 стью 100 кг. Размеры ковша: диаметр - 510 мм, высота - 610 мм. В качестве футеровочной массы используют смесь песка марок 2К 04А-85 мас.% и огнеупорной глины марки 40-15%. Песок и глину подают в бункер 5, а
5 затем в шнековый смеситель 6. Затем в пе- ногенератор 7 подают водные растворы гид- роксида кальция и оксинитрата алюминия в количестве 3,9% футеровочной массы (в расчете на сухое вещество), Одновременно
0 в пеногенератор 7 вводят поверхностно-активные вещества - оксиэтилированные на 10 молей окиси этилена алкинфенолы в количестве 0,25% футеровочной масы (в расчете на сухое вещество). Образующаяся пена
5 с продуктами реакции дозированно подается в смесительб, затем в распределитель 8 и далее равномерно в зазор между боковой стенкой ковша 1 и боковой поверхностью формообразующего шаблона 4 (размеры
0 шаблона: наружный диаметр -410 мм, внутренний - 360 мм). После укладки и уплотнения футеровочной массы высотой 0,2 мм включают вакуум-насос и дальнейшее уплотнение производят под воздействием ва5 куума. Время изготовления футеровки - 20 мин. Далее из ковша 1 извлекают формообразующий шаблон 4, помещают в него электронагреватель и осуществляют сушку в течение 44 мин при температуре 250°. Через 44 мин футеровка имеет влажность 0,52%
(исходная влажность - 7,0 мас.%). После сушки ковш 1 подогревают газовой горелкой для приема жидкого металла, время по- догрева - 20 мин при температуре 500-1000°С. При этом пористость футеровки составляет 16,8%, а пористость корочки толщиной 3,5 мм составляет 8,3 %. Давление в вакуумной линии - 20 кПа.
Далее произведена эксплуатация ковша: стойкость футеровки составила 25 наливов (сталь 20 ГЛ). Коэффициент полезного использования энергии составляет 53,4.
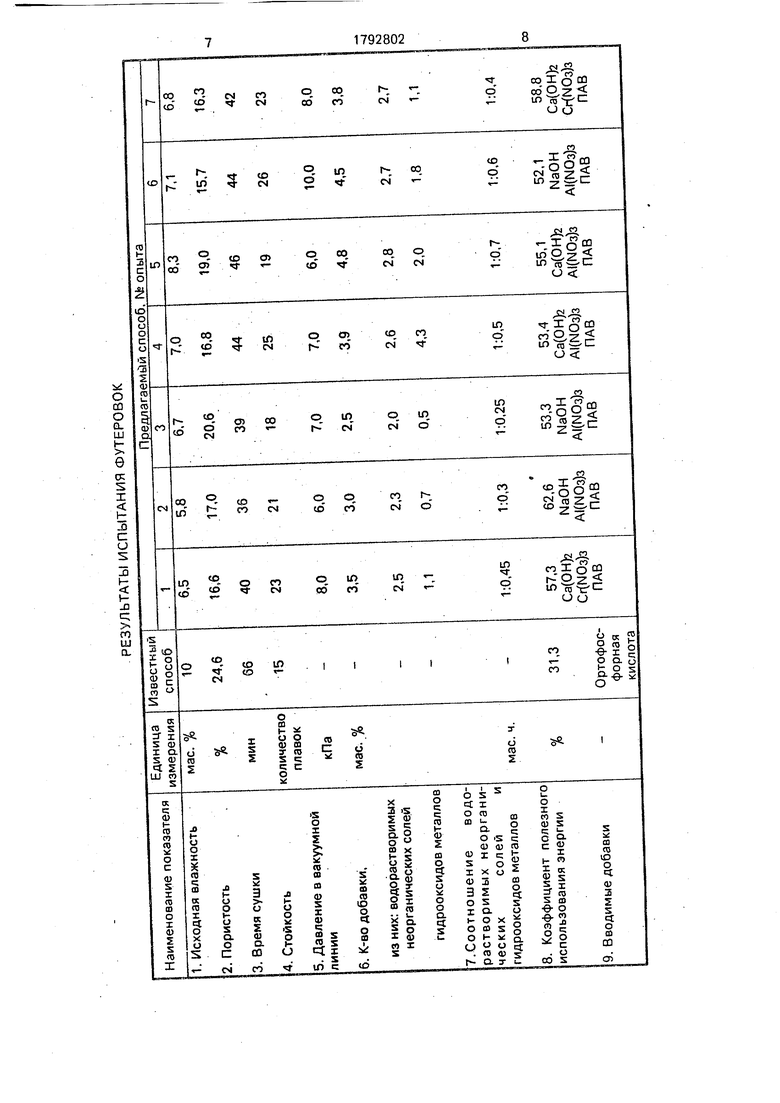
В представленной таблице приведены результаты испытаний футеровок, изготовленных предлагаемым способом и способом-прототипом.
Как следует из таблицы, увеличение концентрации добавки с 3,0 до 4,5% способствует повышению стойкости футеровки с 21 до 25 плавок.
Пористость футеровки с 24,6% понижается до 15,7-17,0% или уменьшается в 1,3- 1,5 раза.
Уменьшение пористости связано с тем, что зольные продукты реакции водорастворимых гидрооксидов металлов и неорганических солей в процессе нагрева образуют дополнительную связку между зернами осФормула из обретения
Коэффициент полезного использования
энергии составляет 52,1-62,6% против 31,3% по прототипу, т.к. КПД возрастает в 1,7-2 раза. Это объясняется тем, что под действием вакуума уменьшается температура кипения воды и интенсифицируются термодиффузионные процессы, причем поток тепла и удаляемой влаги направлены в одну сторону, а сушка футеровки производится при пониженной влажности ее, обеспечиваемой введением добавок во вспененном состоянии.
Использование предлагаемого способа позволяет повысить стойкость футеровки в 1,4-1,7 раза; сократить время сушки в 1.2- 1,5 раза, повысит коэффициент полезного
использования энергии в 1,7-2 раза, что эквивалентно снижению энергозатрат на сушку рабочего слоя футеровки.
римых неорганических солей и гидрооксидов металлов, огнеупорность которых выше или равна огнеупорности основного материала футеровочной массы.
| Авторское свидетельство СССР | |||
| Способ футеровки металлургических емкостей | 1982 |
|
SU1072994A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
