Изобретение относится к способу изготовления профилированного предмета из пенопласта, как, например, подушек, матрацев или фасонных внутренних упаковочных подставок для фотоаппаратов, измерительных приборов или других изделий, чувствительных к ударам.
Из полезной модели DE 1758789 U известна форма для изготовления сводчатых поверхностей на предметах из пористых упругих материалов, как, например, из пенопласта, пенистой резины и т.п. Форма содержит нажимную деталь или сама состоит из такой детали, которая снабжена выемками для создания сводчатых поверхностей, через которые при сжатии материала детали, не подверженные давлению прессования материала, выпучиваются и отрезаются, вслед за чем после снятия давления поверхности среза образуют желательные сводчатые поверхности.
Из полезной модели DE 1891607 U известно устройство для машинной вырубки симметричных и несимметричных пространственных тел из пенопласта и аналогичных материалов, в котором вращающиеся ленточные нож или пила обрезают пенопласт, запрессованный в форму. При этом цилиндрический нажимной валик запрессовывает деталь в плоскую форму, которая транспортируется со скоростью, равной окружной скорости валика, в прямом направлении на рабочем столе под самым валиком. За валиком в направлении поперек направления транспортировки формы установлен вращающийся нож, прорезающий пенопласт примерно по его средней плоскости, причем для установления зазора как между верхней кромкой формы и нижней кромкой валика, так и уровня расположения ножа предусмотрено перестановочное устройство.
Из полезной модели DE 1709739 U известна пресс-форма для формовки тел из пористой массы, как то: пенорезина, губчатая резина, пенопласт или т.п., с выбранной поверхностью снизу и плоской поверхностью сверху. При этом, например, коробчатая или трубчатая форма снизу имеет дно с отверстием, край которого имеет форму наибольшей окружности выемки, которую должно иметь формируемое тело. В качестве прессующего пуансона служит параллельный дну диск, который подогнан под форму и может двигаться в ней, так что прессуемый материал сжимается между пуансоном и дном, а часть прессовочной массы выгибается в виде купола и может отрезаться ножом, ведомым по поверхности дна.
Из DE 3522192 А1 известен способ изготовления тела из заготовки из пенопласта, жесткого пенопласта и т.п. с помощью резательного прибора с нагретой проволокой или теплового резательного прибора, или т.п. При этом через заготовку проводятся несколько воображаемых плоскостей. Определенные точки каждой касательной к плоскости на заготовке или за пределами заготовки соединяются с соответствующими определенными точками соответствующей касательной к соседней плоскости на заготовке или за пределами заготовки с помощью гибких термостойких соединений, и вдоль этих соединений направляется режущий элемент.
Известна вырубка контуров в пенопласте. Известно также выполнение в пенопластах профильных вырубленных форм с помощью машин для продавливания и профильной вырубки. Для этого в ходе технологической операции часть заготовки из пенопласта, первоначально, например, в виде блока, с помощью валика вдавливается в первую негативную форму, называемую также первой пресс-формой. Затем часть пенопласта, вдавленная в негативную форму, отрезается, например, с помощью вибрирующего или вращающегося ножа. При дальнейшей транспортировке пенопласт снова разгружается, и тогда в пенопласте образуется, по меньшей мере, первый профильный вырубленный участок в соответствии с первой негативной формой. Негативная форма может быть выполнена, например, их дерева или алюминия.
Недостатком этого способа является то, что он непригоден для создания в пенопласте также сложной профильной вырубленной формы, т.е., например узких угловатых выемок большей или различной глубины. Границы и кромки в этом случае раскраиваются неточно, и поверхности становятся негладкими.
US-A 4240240 раскрывает предмет, изготовленный из пенопласта путем профильной вырубки и содержащий первый профильный или контурный вырубленный участок, причем имеющийся по меньшей мере один второй профильный вырубленный участок, наложенный на первый профильный или контурный вырубленный участок, достигает большей глубины в пенопласте, чем первый вырубленный участок.
Французская публикация FR 2674183 раскрывает способ изготовления профилированного предмета из пенопласта, при котором
а) путем отрезания первой части заготовки из пенопласта, вдавленной в первую негативную форму, изготавливается первая предварительная версия предмета; или
а') первая предварительная версия предмета изготавливается путем отрезания первой части заготовки из пенопласта с помощью первой контурной вырубки, и
б) часть первой предварительной версии предмета в зоне первой профильной или контурной вырубки вдавливается с помощью нажимного пуансона во вторую негативную форму; и
с) предмет с профильным вырубленным участком, наложенным, соответственно, на первый профильный или контурный вырубленный участок, изготавливается путем отрезания вдавленной во вторую негативную форму части первой предварительной версии.
Исходя из этого уровня техники в основу изобретения положена задача по усовершенствованию известного способа изготовления профилированного или оконтуренного предмета из пенопласта в том направлении, чтобы в пенопласте могло также обеспечиваться точное выполнение профильной вырубки сложной формы.
Эта задача решается с помощью способа, заявленного в пункте 1 формулы изобретения.
Под профильным вырубленным участком в рамках настоящего изобретения понимаются также выемки или любое профилирование и оконтуривание в пенопласте. Негативная форма называется также пресс-формой.
Изобретение предусматривает, чтобы пенопласт после первой профильной или контурной вырубки как первой операции способа подвергался второй операции способа. Во второй операции способа часть пенопласта, оставшегося после первой стадии производства, с помощью машины для профильной вырубки вдавливается в негативную форму, т.е. в пресс-форму. Если в первой операции способа также применялась машина для профильной вырубки, то первая и вторая негативные формы предпочтительно отличаются друг от друга.
Чтобы во время вдавливания пенопласта в области первого профильного или контурного вырубленного участка в негативную форму, используемую во второй операции способа, добиться хорошего распределения давления не только в направлении вниз, но и в стороны, вдавливание, предпочтительно, осуществляется с помощью нажимного пуансона, который в качестве позитивной формы, по меньшей мере, приблизительно соответствует первой части заготовки из пенопласта, отрезанной с помощью профильной или контурной вырубки. Таким образом, достигается вдавливание пенопласта во второй операции способа даже в узкие или угловатые области негативной формы.
Нажимной пуансон может быть изготовлен из того же материала, что и обработанный пенопласт, или из другого материала, как, например, дерева, алюминия или пены большой плотности.
Во время второй операции способа нажимной пуансон укладывается своей позитивной матрицей на пенопласт между нажимным валиком и пенопластом, а именно, предпочтительно, в области первого профильного или контурного вырубленного участка. Затем часть пенопласта, вдавленная таким образом в негативную форму, отрезается по линии отреза, и тогда в том же пенопласте получается профильный вырубленный участок. Профильные или контурные вырубленные участки, полученные во второй операции способа, накладываются на первый профильный вырубленный участок и проникают в пенопласт на большую глубину, чем первый вырубленный участок.
В общем случае способ согласно изобретению путем n-кратного повторения описанных операций способа каждый раз, предпочтительно, с другими пресс-формами делает возможным наложение любого количества любых профильных вырубленных участков в одной и той же заготовке из пенопласта. Благодаря такой поэтапной обработке суммарный профильный вырубленный участок сложной формы с четкими контурами/границами/кромками и гладкими поверхностями может изготовляться в пенопласте и на большую глубину.
Способ согласно изобретению пригоден для пенопластов с различными свойствами в отношении плотности и поверхности, например для вязкоупругих пенопластов, полиэфирных пенопластов или для пенорезины из латекса.
Описанный выше способ согласно изобретению ниже поясняется на примерах со ссылкой на приложенные чертежи, на которых
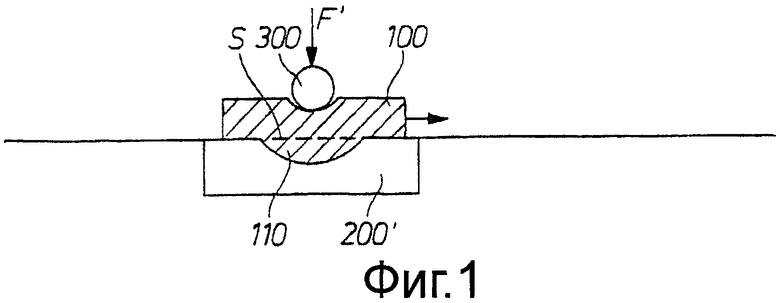
фиг.1 изображает первую операцию способа согласно изобретению;
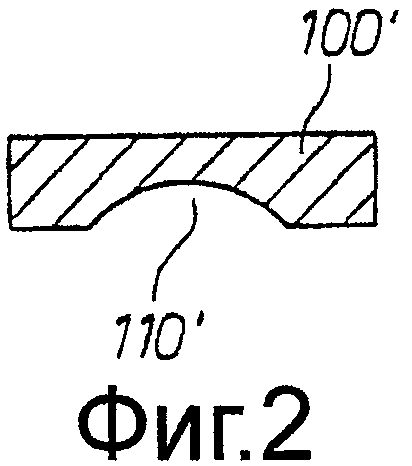
фиг.2 - первую предварительную версию профилированного или оконтуренного предмета из пенопласта в качестве результата первой операции способа;
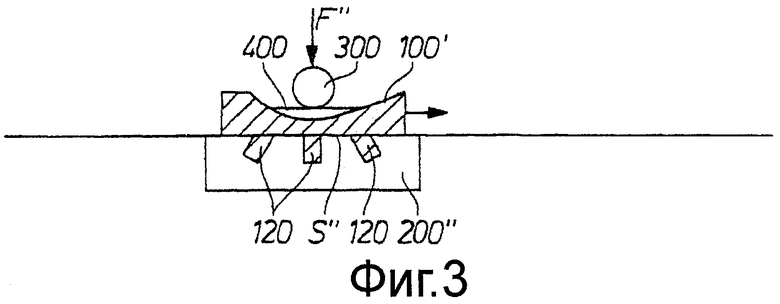
фиг.3 - вторую операцию способа;
фиг.4 - профилированный предмет после второй операции способа, и
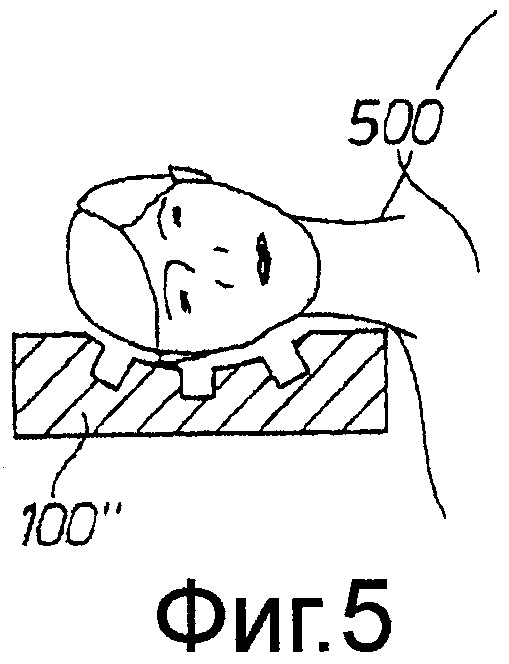
фиг.5 - применение профилированного предмета.
На фиг.1-5 изображено изготовление подушки в качестве примера профилированного предмета. На всех чертежах одинаковые технические элементы обозначены одинаковыми позициями.
На фиг.1 показана первая операция способа, во время которой первая часть 110 первоначально прямоугольной заготовки 100 из пенопласта вдавливается в первую негативную форму 200'. Вдавливание осуществляется силой F' с помощью валика 300. Сила F' или обусловленное ей давление устанавливаются индивидуально. Часть 110 пенопласта, вдавленная в негативную форму, отрезается по линии S отреза.
Затем после снятия нагрузки в пенопласте образуется первый профильный вырубленный участок в виде первой выемки 110', как это показано на фиг.2. В этом случае в ненагруженном состоянии пенопласт представляет собой первую предварительную версию 100' изготавливаемого в конечном счете профилированного предмета.
На фиг.3 показана вторая операция способа, во время которой во вторую негативную форму 200'' вдавливается (вторая) часть 120 пенопласта первой предварительной версии 110' предмета. Вдавливание осуществляется силой F''. Чтобы во время вдавливания во вторую негативную форму 200'', в частности в области первого профильного вырубленного участка 110', добиться хорошего распределения давления не только в направлении вниз, но и в стороны, вдавливание, предпочтительно, осуществляется с помощью нажимного пуансона 400, отформованного в качестве позитивной формы, по меньшей мере, примерно комплементарным первому профильному вырубленному участку 110'. Затем пенопласт, вдавленный во вторую негативную форму, отрезается по линии S'' отреза.
Во время второй операции способа в области профильного вырубленного участка 110 выполняются вторые профильные вырубленные участки 120' в виде выемок или вырезов в поверхности подушки, как это показано на фиг.4. Таким образом, наряду с вырезами появляются ребра 130, имеющие, соответственно, верхнюю поверхность 132 и боковые поверхности 134. Боковые поверхности могут быть скошенными или прямыми, так что ребра 134 выполнены трапецеидальными или прямоугольными.
На фиг.4 показан результат второй операции способа; в данном случае - это готовая профилированная подушка, правда, в перевернутом виде. В других случаях для выполнения дальнейших профильных вырубленных участков в подушке, накладываемых на соответствующие прежние профильные вырубленные участки и достигающих все большей глубины в пенопласте, могут быть осуществлены дополнительные операции способа.
На фиг.5 показано применение предмета, профилированного согласно изобретению в качестве подушки, причем пользователь 500 кладет свою голову на подушку 100''. В случае подушки первая профильная вырубка 110' обеспечивает оптимальное расположение наклоненной головы пользователя. Вторая профильная вырубка обеспечивает лучшую вентиляцию в области головы, что ведет к уменьшению потоотделения при лежании пользователя на подушке.
При использовании способа по изобретению обеспечивается даже прецизионное выполнение сложных по форме профилированных вырубленных участков в пенопласте. Способ согласно изобретению включает операции: изготавливают первую предварительную версию предмета в области первого профильного или контурного вырубленного участка путем отрезания первой части заготовки из пенопласта, вдавленной в первую негативную форму. Затем вдавливают часть первой предварительной версии предмета в области первого профильного или контурного вырубленного участка с помощью нажимного пуансона во вторую негативную форму. При этом нажимной пуансон в качестве позитива соответствует первой части заготовки из пенопласта, отрезанной соответствующей вырубкой. Изготавливают предмет с профильным вырубленным участком, наложенным, соответственно, на первый профильный или контурный вырубленный участок, путем отрезания вдавленной во вторую негативную форму части первой предварительной версии. При этом снабжают (вторым) профильным вырубленным участком, накладываемым на первый профильный или контурный вырубленный участок и достигающим большей глубины, чем первый вырубленный участок. Предпочтительными областями использования способа и связанных с ним предметов из пенопласта по изобретениям являются, например, подушки. 2 н. и 3 з.п. ф-лы, 5 ил.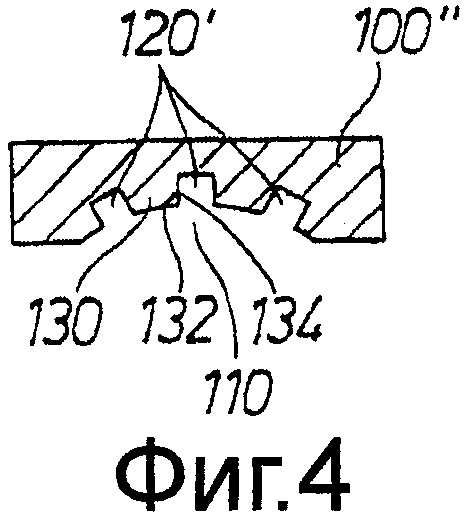
1. Способ изготовления профилированного предмета (100'') из пенопласта, включающий следующие операции:
а) изготовляют первую предварительную версию (100') предмета с первым профильным вырубленным участком (110) путем отрезания первой части заготовки из пенопласта, вдавленной в первую негативную форму (200'); или
а) изготовляют первую предварительную версию предмета путем отрезания первой части (110) заготовки (100) из пенопласта с помощью контурной вырубки;
отличающийся тем, что
б) вдавливают часть (120) первой предварительной версии (100') предмета в области первого профильного или контурного вырубленного участка с помощью нажимного пуансона (300, 400) во вторую негативную форму (200''), причем нажимной пуансон в качестве позитива соответствует первой части (100) заготовки из пенопласта, отрезанной путем профильной или контурной вырубки; и
в) изготовляют предмет (100'') с профильным вырубленным участком, наложенным, соответственно, на первый профильный или контурный вырубленный участок путем отрезания вдавленной во вторую негативную форму части (120) первой предварительной версии.
2. Способ по п.1, отличающийся тем, что в качестве первой (200') и второй негативной формы (200'') используют различные негативные формы.
3. Способ по п.1 или 2, отличающийся тем, что вдавливание первой части пенопласта в одну из негативных форм осуществляют каждый раз с помощью давления, устанавливаемого индивидуально, например, в зависимости от соответствующего используемого материала или глубины профильного или контурного вырубленного участка, уже выполненного в пенопласте предварительно.
4. Предмет (100''), изготовленный из пенопласта посредством профильной вырубки способом по любому из пп.1-3.
5. Предмет по п.4, отличающийся тем, что пенопласт является вязкоупругим пенопластом, полиэфирным пенопластом или пенорезиной из латекса.
| Устройство для выщелачивания концентратов цветных, редких и редкоземельных металлов | 2017 |
|
RU2674183C1 |
| US 4240240 А, 23.12.1980 | |||
| US 3665792 А, 30.05.1972 | |||
| US 3186271 А, 01.06.1965 | |||
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1989 |
|
RU2031790C1 |

