Изобретение касается способа термической обработки стальных изделий, в частности полосовой или тонколистовой стали, в котором изделие в зоне (вспомогательного) подогрева, имеющей по меньшей мере одну горелку, нагревают от начальной температуры до заданной температуры, причем горелка или горелки работают на топливе, в частности на топливном (горючем) газе и кислородсодержащем газе, причем кислородсодержащий газ содержит более 21% кислорода, а изделие вступает в непосредственный контакт с пламенем горелки(ок).
Для получения полосовой стали с покрытием (например, оцинкованной путем горячего цинкования погружением) полосовую сталь, на которую следует нанести покрытие, прежде всего, очищают, нагревают в печи непрерывного действия, а затем подвергают отжигу в восстановительной среде с целью придания материалу требуемых свойств. После этого в соответствующей расплавленной ванне или с применением соответствующего способа проводят конкретную технологическую операцию нанесения покрытия.
На стадии нагревания в печи непрерывного действия сталь следует нагревать в определенных условиях, чтобы при последующих технологических операциях более эффективно обеспечить получение требуемых свойств. В зависимости от используемого сорта стали может оказаться целесообразным минимизировать степень ее окисления или преднамеренно провести окисление до определенной степени.
До настоящего времени нагревание полосовой стали осуществляли в печах непрерывного действия, в которых полосовая сталь проходит через конвекционную зону и зону нагрева. В зоне нагрева полосовая сталь нагревается с помощью горелок, а в расположенной перед ней конвекционной зоне она нагревается горячими топочными газами от горелок зоны нагрева. В конвекционной зоне особенно трудно регулировать степень окисления, так как температурный профиль в этой зоне зависит, в числе прочего, от длины конвекционной зоны, а также от температуры и количества топочных газов.
Состав топочных газов в конвекционной зоне определяется режимом работы горелок и, в соответствующих случаях, подсосом воздуха, проникающего в печь непрерывного действия. Это означает, что режим нагрева в конвекционной зоне в основном определяется требованиями, предъявляемыми к горелкам в зоне нагрева. По этой причине управляемая корректировка температурного профиля в конвекционной зоне до настоящего времени была невозможна.
Соответственно в основу настоящего изобретения положена задача разработки такого способа термообработки стальных изделий, который обеспечивает управляемую настройку режима нагревания.
Эта цель достигнута путем предлагаемого способа термической обработки стальных изделий, в частности полосовой или тонколистовой стали, в котором изделие в зоне подогрева, имеющей по меньшей мере одну горелку, нагревают от начальной температуры до заданной температуры, причем горелка или горелки работают на топливе, в частности на топливном газе и на кислородсодержащем газе, при этом кислородсодержащий газ содержит более 21 % кислорода, а изделие вступает в непосредственный контакт с создаваемым горелкой (горелками) пламенем, и который отличается тем, что изделие движется через зону подогрева в направлении перемещения, причем пламя охватывает изделие по всей внешней границе его поверхности поперечно направлению перемещения, а воздушный коэффициент λ в зоне пламени устанавливается в зависимости от начальной температуры и(или) заданной температуры.
Термин "зона (вспомогательного) подогрева" означает печь для термической обработки или зону печи для термообработки, в которой имеется по меньшей мере одна горелка, работающая на топливном газе и кислородсодержащем газе, включающем более 21% кислорода. Горелка расположена и работает так, что подвергаемое обработке изделие вступает в непосредственный контакт с пламенем горелки.
Воздушный коэффициент λ показывает отношение количества кислорода, подаваемого в процессе горения, к количеству кислорода, которое требуется для стехиометрической конверсии используемого топлива. При избытке кислорода - λ больше 1, т.е. горение происходит в сверхстехиометрических условиях. Соответственно, если λ меньше 1, то это означает, что имеет место достехиометрическая реакция, т.е. горение с недостатком кислорода.
В соответствии с настоящим изобретением пламя горелки или горелок находится очень близко к поверхности стального изделия. Стальная поверхность действует как катализатор, и все несгоревшее топливо догорает вблизи стальной поверхности. Благодаря тому что пламя горелок охватывает стальное изделие по всему его поперечному сечению, вблизи поверхности создается вполне определенная среда для нагрева и обработки. Следовательно, можно определенным образом изменить свойства поверхности стального изделия, а также возможно, например, окисление стальной поверхности до определенной заданной степени.
Данное изобретение вполне применимо для обработки холоднокатаной и горячекатаной стали. В результате окисления поверхности стали в соответствии с данным изобретением такая сталь является вполне подготовленной для последующего нанесения покрытия или цинкования.
Термины "начальная температура" и "заданная температура" в каждом случае относятся к температуре поверхности или, в зависимости от толщины материала, к температуре средней внутренней части стального изделия, соответственно, до и после обработки с использованием горелки или горелок в зоне подогрева. В случае обработки тонколистовой стали толщиной до 5 мм температура поверхности и температура средней внутренней части почти одинаковые. Однако, если толщина обрабатываемых изделий больше, эти температуры могут значительно отличаться друг от друга. В последнем варианте в качестве начальной и заданной температур выбирают или температуру поверхности, или температуру средней внутренней части, в зависимости от конкретного случая.
В этом случае заданная температура необязательно должна быть больше начальной температуры. В объем настоящего изобретения входит также поддержание температуры изделия в зоне подогрева на постоянном уровне. В таком случае начальная температура и заданная температура являются одинаковыми. Заданная температура может быть даже ниже начальной температуры, например, если стальное изделие каким-то образом охлаждают, а горелка или горелки в зоне подогрева используются для предотвращения избыточного охлаждения или для регулирования степени охлаждения.
Следовательно, в соответствии с изобретением термическая обработка стальных изделий осуществляется в зоне подогрева, имеющей горелку, работающую на топливе, в частности на топливном газе с использованием более чем 21% кислорода. В качестве окислителя используется обогащенное кислородом дутье или технически чистый кислород. Содержание кислорода в окислителе предпочтительно должно составлять более 50%, более предпочтительно более 75%, наиболее предпочтительно более 90%.
С одной стороны, обогащение кислородом обеспечивает более высокую температуру пламени и, следовательно, более быстрое нагревание стального изделия, а с другой стороны, улучшает способность к окислению.
В соответствии с данным изобретением стальное изделие подвергается непосредственному воздействию пламени горелки, т.е. стальное изделие или часть стального изделия вступает в непосредственный контакт с пламенем горелки. Горелки такого типа, которые работают на топливе и кислородсодержащем газе с содержанием кислорода более 21% и пламя которых ориентировано таким образом, что стальное изделие вступает в непосредственный контакт с пламенем, ниже называются бустерными (вспомогательными) горелками. В данном способе термической обработки бустерные горелки, в принципе, можно использовать в любом нужном месте.
Обычно нагревание полосовой стали в печах непрерывного действия осуществляется с использованием горелок, которые расположены над полосовой сталью и(или) под ней, и пламя которых направлено на находящийся вокруг них огнеупорный материал печи. Таким образом, на проходящую через печь полосовую сталь воздействует обратное излучение тепловой энергии от огнеупорного материала. Следовательно, воздействие пламени на полосовую сталь является не прямым, а скорее косвенным, посредством излучения от огнеупорного материала, нагретого пламенем.
Прямое действие пламени на стальное изделие в соответствии с данным изобретением позволяет определенным способом устанавливать режим термической обработки. В соответствии с изобретением стехиометрические условия горения в зоне пламени, т.е. воздушный коэффициент λ, выбирают в зависимости от начальной температуры и(или) заданной температуры.
Предшествовавшие изобретению испытания показали, что для получения оптимальных результатов термообработки при повышении температуры стального изделия на стехиометрические условия в зоне пламени бустерной горелки благоприятное действие оказывают изменения в направлении уменьшения содержания кислорода.
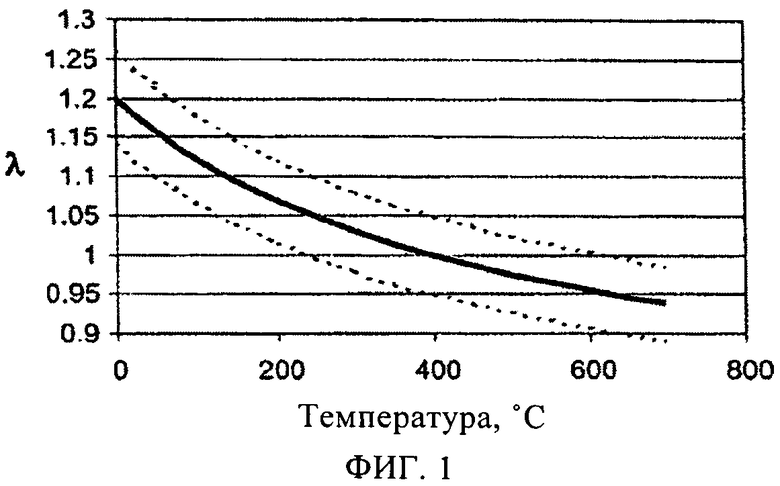
Для обычных сортов стали зависимость между величиной λ и температурой стального изделия, показанная на фиг.1, успешно подтверждена на примере. Например, при температуре 100°С предпочтительно выбирать величину λ, равную 1,12, при 200°С - величину λ, равную 1,07, при 400°С - величину λ, равную 1,00, а при 600°С - величину λ, равную 0,95. Однако термообработка дает положительные результаты и в поле допуска для величины λ±0,05. В зависимости от сорта стали график изменения величины λ в зависимости от температуры может отличаться от графика, представленного на фиг.1.
Величину λ в зоне пламени целесообразно устанавливать в зависимости от начальной температуры стального изделия. Однако в качестве параметра для выбора величины λ можно использовать и заданную температуру. В частности, было доказано, что при относительно быстрых процессах нагрева, в которых заданная температура значительно отклоняется от начальной температуры, при выборе величины λ целесообразно принимать во внимание обе температуры, а именно начальную температуру и заданную температуру.
В соответствии с изобретением, кроме зоны подогрева, целесообразно предусмотреть по меньшей мере еще одну зону обработки, в которой изделие нагревают от начальной температуры до заданной температуры, и в этом случае величину λ предпочтительно устанавливать также в зависимости от соответствующей начальной температуры и(или) от соответствующей заданной температуры в дополнительной зоне обработки. Таким образом, в дополнительной зоне (зонах) обработки, также как в зоне подогрева, можно проводить определенную термообработку.
В частности, является целесообразным проектировать по меньшей мере одну из дополнительных зон обработки также, как зону подогрева. Поэтому в данном варианте осуществления способа имеются по меньшей мере две зоны подогрева, в которых стальное изделие нагревают с использованием в каждом случае по меньшей мере одной бустерной горелки, т.е. горелки, которая работает на кислороде или на обогащенном кислородом дутье и на топливе, и пламя которой действует непосредственно на стальное изделие. В каждой из зон подогрева целесообразно устанавливать величину λ в зависимости от начальной температуры и(или) заданной температуры в соответствующей зоне подогрева.
Топочной газ, образующийся во время работы бустерных горелок, в зависимости от содержания в нем СО, предпочтительно догорает в трубе для топочных газов.
Доказано, что в зоне подогрева целесообразно воздействовать на изделие тепловым потоком плотностью от 300 до 1000 кВт/м2. Другими словами, теплоемкость, передаваемая бустерными горелками стальному изделию на квадратный метр площади поверхности, составляет от 300 до 1000 кВт. Такую высокую степень теплопередачи обеспечивает только предлагаемое в данном изобретении использование обогащенного кислородом дутья и даже использование кислорода технического сорта с содержанием кислорода более 80%. В результате стальные изделия могут нагреваться намного быстрее на более короткой дистанции их перемещения, что в итоге дает возможность либо значительно уменьшить длину печей непрерывного действия, либо существенно увеличить их пропускную способность.
В частности, целесообразно обеспечить движение изделия через зону подогрева в направлении перемещения, так как в этом случае пламя охватывает изделие по всей внешней границе его поверхности поперечно направлению перемещения. Стальное изделие, например полосовая сталь, проходит через печь в направлении перемещения. Пламя по меньшей мере одной бустерной горелки действует на стальное изделие поперечно этому направлению перемещения, причем пламя полностью охватывает стальное изделие, т.е. в месте обработки поперечное сечение стального изделия полностью находится в зоне пламени. Пламя охватывает стальное изделие в направлении, поперечном направлению перемещения. В результате происходит равномерное нагревание стального изделия в определенной степени по всему поперечному сечению, поскольку стехиометрические условия в зоне пламени заданы в соответствии с данным изобретением.
В зависимости от профиля и геометрии обрабатываемого стального изделия может появиться необходимость в различной степени нагрева кромок и средней внутренней части стального изделия. В этом случае целесообразно, чтобы пламя бустерной горелки или бустерных горелок не охватывало изделие полностью, как было указано выше, а было преднамеренно направлено на определенные участки, например только на кромки стального изделия.
Кроме того, прямое действие пламени бустерной горелки на стальное изделие дает возможность путем изменения конфигурации пламени намеренно изменять заданную температуру в зоне подогрева.
В первую очередь, данное изобретение применимо для термической обработки стальных изделий, в частности полосовой и тонколистовой стали, подлежащей последующей обработке или нанесению покрытия в расплавленной ванне или другим подходящим способом. Например, прежде чем проводить горячее цинкование погружением, целесообразно провести термообработку подлежащих цинкованию изделий в соответствии с данным изобретением.
Настоящее изобретение и его другие особенности подробно раскрываются ниже на основе типичных вариантов его осуществления, показанных на чертежах, причем:
фиг.1 показывает зависимость величины λ от температуры обрабатываемого изделия;
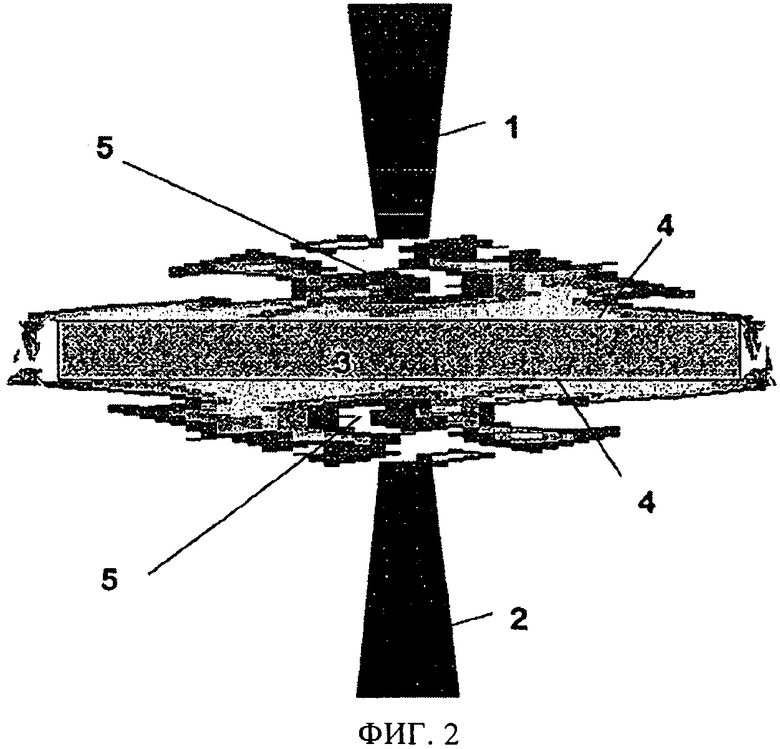
фиг.2 показывает расположение бустерных горелок, при котором создаваемое ими пламя охватывает изделие;
фиг.3 показывает расположение трех зон подогрева для предварительного нагрева полосовой стали в печи непрерывного действия;
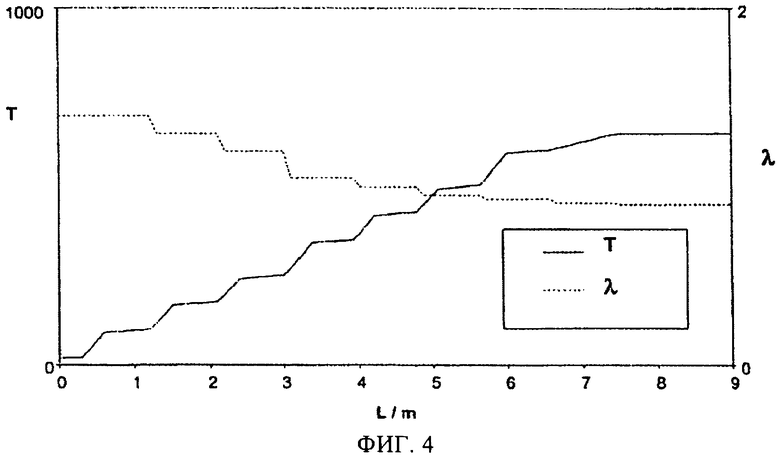
фиг.4 показывает график изменения величины λ, и температуры стального изделия в одном конкретном варианте осуществления изобретения;
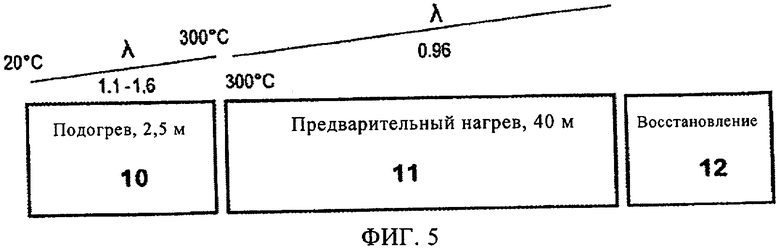
фиг.5 показывает использование зоны подогрева для очистки стального изделия;
фиг.6 показывает зависимость температуры стали от длины печи при схеме расположения, представленной на фиг.5; и
фиг.7 показывает использование зоны подогрева после обычной зоны предварительного нагрева.
На фиг.2 представлены две бустерные горелки 1, 2, которые в соответствии с изобретением используются для нагрева полосовой стали 3 от начальной температуры до заданной температуры. Полосовая сталь 3 перемещается через печь непрерывного действия (не показана) в направлении, перпендикулярном плоскости чертежа. Горелки 1, 2 расположены перпендикулярно направлению перемещения и перпендикулярно поверхности 4 полосовой стали. Пламя 5, создаваемое бустерными горелками 1, 2, охватывает полосовую сталь 3 по всему поперечному сечению. В зоне пламени 5 в зависимости от начальной температуры и заданной температуры описанным способом устанавливаются стехиометрические условия. В соответствии с изобретением охватывающее пламя 5 обеспечивает равномерное нагревание и обработку полосовой стали 3 до определенной степени.
Способ, предлагаемый в данном изобретении, предпочтительно применяется для очистки и(или) нагрева стальных изделий в виде полосовой стали в печах непрерывного действия. Особые преимущества данное изобретение обеспечивает при нагреве и предварительной обработке стальных изделий до нанесения покрытий или горячего цинкования погружением. На следующих фиг.3-7 показаны различные возможные схемы расположения одной или нескольких зон подогрева в печи непрерывного действия, в частности в печи непрерывного действия, в которой проводятся рабочие операции, обычно предшествующие обработке путем горячего цинкования погружением.
На фиг.3 в виде схемы показано использование зон подогрева для очистки и предварительного нагрева полосовой стали. Полосовая сталь, изготовленная путем холодной прокатки или горячей прокатки, подлежит термообработке, например, для последующего горячего цинкования погружением. С этой целью полосовую сталь при температуре помещения подают в первую зону 6 подогрева, в которой во время первой операции полосовую сталь основательно очищают и предварительно нагревают.В соответствии с низкой начальной температурой полосовой стали в этой зоне выбирают сравнительно большую величину λ, равную 1,3, и в таких сверхстехиометрических условиях нагревают полосовую сталь до 400°С.
Для дальнейшего нагрева полосовой стали имеются две зоны 7, 8 подогрева, в которых полосовую сталь сначала нагревают с 400°С до 600°С, а затем - до требуемой конечной температуры 650°С. С этой целью полосовую сталь в обеих зонах 7, 8 подогрева, как и в зоне 6 подогрева, в каждом случае нагревают с помощью целого ряда горелок, работающих с использованием обогащенного кислородом дутья и топливного газа, причем пламя горелок воздействует непосредственно на полосовую сталь. Горелки предпочтительно расположены так, чтобы полосовая сталь по своему поперечному сечению была полностью охвачена пламенем горелок, как показано на фиг.2. В этом варианте в зоне 7 подогрева для зоны пламени горелок устанавливается величина λ, равная 0,96, а в зоне 8 подогрева для зоны пламени горелок устанавливается величина λ, равная 0,90. После прохождения через зоны 6, 7, 8 подогрева полосовая сталь подвергается воздействию восстановительной среды в секции 9 печи.
На фиг.4 представлен график изменения температуры нагреваемой полосовой стали и величины λ в зоне пламени при нагреве полосовой стали на всей протяженности другой печи для термообработки. В этом варианте печь по длине L разделена на ряд зон подогрева, причем величина λ в каждой зоне подогрева постепенно уменьшается в соответствии с начальной температурой данной зоны подогрева. В результате получают оптимальное соответствие режима термообработки температурным условиям в каждый момент времени.
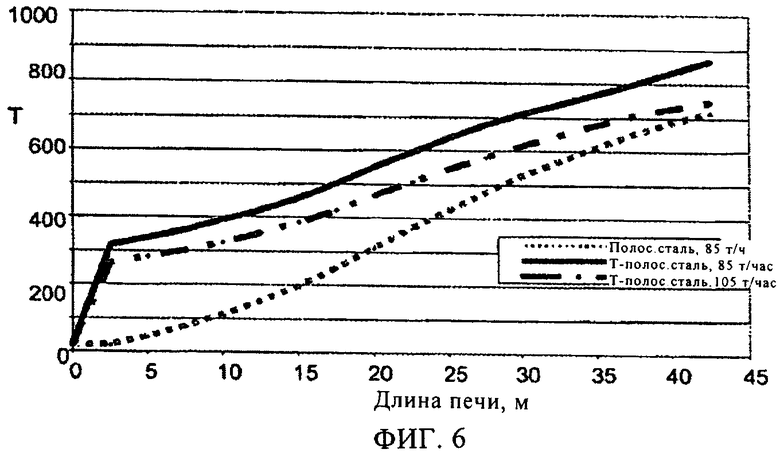
На фиг.5 представлен вариант осуществления изобретения, в котором бустерная горелка (горелки) используется (используются) для очистки тонколистовой стали, загрязненной отходами прокатки после горячей и(или) холодной прокатки. Зона 10 подогрева создана на первых 2,5 м длины печи. В этой короткой зоне 10 полосовая сталь нагревается с 20°С до 300°С, и присутствующие отходы прокатки сгорают. В этой зоне 10 величина λ устанавливается в пределах 1,1-1,6, т.е. устанавливается режим сверхстехиометрического горения (с избытком воздуха).
Зона 10 подогрева соединена с зоной 11 предварительного нагрева длиной 40 м, в которой температура полосовой стали повышается до требуемой заданной температуры, например, 650°С. Перед транспортировкой полосовой стали в печь 12 для восстановления ее нагревают в зоне 11 предварительного нагрева в режиме достехиометрического горения при величине λ, равной 0,96.
На фиг.6 показано изменение температуры полосовой стали в зависимости от ее местоположения в печи непрерывного действия, представленной на фиг.5. Пунктирной линией показано изменение температуры при обычной схеме расположения горелок в зоне 10 подогрева, т.е. без использования бустерных горелок, предлагаемых в данном изобретении. Температура полосовой стали повышается, только медленно; в первой зоне 10 наблюдается лишь незначительное повышение температуры.
Для сравнения, сплошной линией показано изменение температуры при использовании бустерных горелок в зоне 10 подогрева, описанной на фиг.5. Повышение температуры до более чем 300°С обеспечивается в пределах первых 2,5 м длины печи, т.е. в зоне 10 подогрева. Таким образом, можно увеличить полезную тепловую нагрузку печи на 25%. Сплошная линия показывает изменение температуры при производительности 85 тонн в час, тогда как штрихпунктирная линия представляет собой график изменения температуры при увеличении производительности до 105 тонн в час.
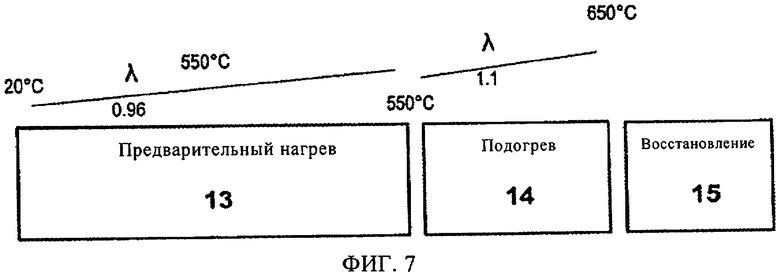
И, наконец, на фиг.7 представлен вариант осуществления изобретения, в котором в печи для термообработки зона 14 подогрева расположена непосредственно перед зоной 15 восстановления. Прежде всего стальное изделие нагревают с температуры окружающей среды до 550°С в обычной зоне предварительного нагрева. После нее расположена зона 14 подогрева, в которой стальное изделие нагревают до 650°С. В данном конкретном варианте в целях осуществления регулируемого окисления полосовой стали в зоне 14 подогрева бустерные горелки работают в режиме сверхстехиометрического горения при величине λ, равной 1,1.
Кроме схем расположения, представленных на чертежах, при использовании данного способа термообработки зона или зоны подогрева могут иметь и другое местоположение. В принципе, зона подогрева может иметь любое местоположение, которое обеспечивает термообработку стального изделия в определенной среде в кратчайший срок.
В частности, доказано также, что стальные изделия можно успешно подвергать термообработке предлагаемым в данном изобретении способом в зоне подогрева после термообработки для восстановления. В такой зоне подогрева предпочтительно лишь немного повышать температуру стального изделия или даже поддерживать его температуру на том же уровне. В этом варианте зона подогрева используется для регулируемого воздействия на материал с помощью определенной среды, т.е. для получения требуемой поверхности, характеристик и микроструктуры стального изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ОТНОШЕНИЙ ТОПЛИВО - ВОЗДУХ ДЛЯ НЕСКОЛЬКИХ ГОРЕЛОК | 1992 |
|
RU2086855C1 |
| СПОСОБ ТЕРМООБРАБОТКИ УДЛИНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2412256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ПЛОСКОГО ПРОКАТА | 2012 |
|
RU2573843C2 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА И ПОДГОТОВКИ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ ДЛЯ ЕЕ ЦИНКОВАНИЯ ПУТЕМ ОКУНАНИЯ С ПОДОГРЕВОМ | 2007 |
|
RU2426815C2 |
| УЗЕЛ ГОРЕЛОК С УЛЬТРАНИЗКОЙ ЭМИССИЕЙ NOx | 2007 |
|
RU2426030C2 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С УСОВЕРШЕНСТВОВАННОЙ ЗОНОЙ ВЫГРУЗКИ | 2007 |
|
RU2388980C1 |
| СИСТЕМА ПЕЧИ ДЛЯ КРЕКИНГА И СПОСОБ КРЕКИНГА УГЛЕВОДОРОДНОГО СЫРЬЯ В НЕЙ | 2018 |
|
RU2764677C2 |
| СПОСОБ ПЛАВЛЕНИЯ СТЕКЛООБРАЗУЮЩЕГО МАТЕРИАЛА В СТЕКЛОПЛАВИЛЬНОЙ ПЕЧИ И КИСЛОРОДОТОПЛИВНАЯ ГОРЕЛКА | 2002 |
|
RU2288193C2 |
| ГОРЕЛКА ДЛЯ ПЛАВИЛЬНОГО АППАРАТА ПОГРУЖНОГО ГОРЕНИЯ | 2016 |
|
RU2715786C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
Изобретение относится к области термической обработки стальных изделий, в частности полосовой и тонколистовой стали. Для получения требуемой поверхности характеристики и микроструктуры стального изделия изделие нагревают с начальной температуры до заданной температуры в зоне (6, 7, 8) подогрева, имеющей по меньшей мере одну горелку, работающую на топливе, в частности топливном газе и кислородсодержащем газе, включающем более 21% кислорода, причем изделие вводят в непосредственный контакт с создаваемыми горелками пламенем и перемещают через зону подогрева в направлении перемещения, при этом пламя охватывает изделие по всей внешней границе его поверхности поперек направления перемещения, а в зоне пламени горелкок воздушный коэффициент λ устанавливают в зависимости от указанной начальной температуры и/или заданной температуры изделия и нагревают равномерно с точно регулируемой степенью окисления. 9 з.п. ф-лы, 7 ил.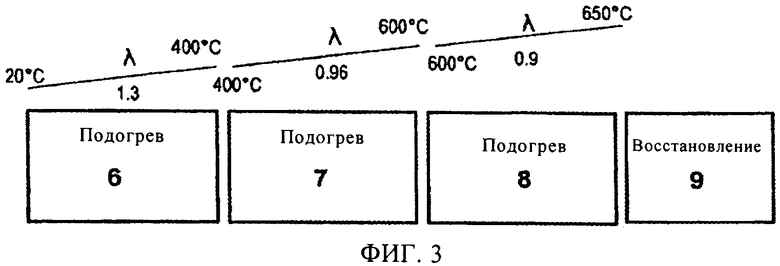
1. Способ термообработки стальных изделий, в частности полосовой или тонколистовой стали, в котором изделие нагревают с начальной температуры до заданной температуры в зоне (6, 7, 8, 10, 14) подогрева, имеющей по меньшей мере одну горелку (1, 2), работающую на топливе, в частности топливном газе и кислородсодержащем газе, включающем более 21% кислорода, причем изделие (3) вводят в непосредственный контакт с создаваемым горелкой(ами) (1, 2) пламенем (5), отличающийся тем, что изделие (3) перемещают через зону (6, 7, 8, 10, 14) подогрева в направлении перемещения, причем пламя (5) охватывает изделие (3) по всей внешней границе его поверхности поперек направления перемещения, а в зоне пламени (5) горелки(ок) воздушный коэффициент λ устанавливается в зависимости от указанной начальной температуры и/или заданной температуры.
2. Способ по п.1, отличающийся тем, что используют дополнительные зоны (9, 11, 12, 13, 15) обработки, в которых в каждом случае изделие (3) нагревают от начальной температуры до заданной температуры, причем воздушный коэффициент λ в каждой из этих зон (9, 11, 12, 13, 15) обработки устанавливается в зависимости от соответствующей начальной температуры и/или соответствующей заданной температуры.
3. Способ по п.1, отличающийся тем, что используют несколько зон (6, 7, 8) подогрева, в каждой из которых подогрев осуществляют с помощью по меньшей мере одной горелки (1, 2), которая может работать на топливе, в частности на топливном газе и газе, содержащем более 21% кислорода, причем изделие (3) вводят в непосредственный контакт с пламенем (5), создаваемым горелками (1,2).
4. Способ по п.3, отличающийся тем, что в зоне (6, 7, 8, 10, 14) подогрева изделие (3) подвергается воздействию теплового потока плотностью 300-1000 кВт/м2.
5. Способ по п.3, отличающийся тем, что обеспечивают заданную температуру в зоне (6, 7, 8, 10, 14) подогрева, используя конфигурацию пламени горелок (1, 2).
6. Способ по п.2, отличающийся тем, что сначала осуществляют нагрев изделия (3) в зоне (6, 10) подогрева до первой заданной температуры 300-400°С, а затем - нагрев изделия (3) по меньшей мере еще в одной зоне (7, 8, 11) обработки от первой заданной температуры до температуры 600-900°С.
7. Способ по п.2, отличающийся тем, что сначала осуществляют нагрев изделия (3) в первой зоне (13) обработки до первой заданной температуры 500-600°С, а затем - в зоне (14) подогрева от первой заданной температуры до температуры 600-900°С.
8. Способ по одному из пп.1-7, отличающийся тем, что изделие (3) подвергают обработке путем нанесения покрытия или цинкования.
9. Способ по одному из пп.1-7, отличающийся тем, что изделие (3) подвергают воздействию восстановительной среды, а затем нагревают до заданной температуры в зоне подогрева.
10. Способ по п.8, отличающийся тем, что изделие (3) подвергают воздействию восстановительной среды, а затем нагревают до заданной температуры в зоне подогрева.
| WO 03070992 A1, 28.08.2003 | |||
| US 4373706 A, 15.02.1983 | |||
| US 3291465 A, 13.12.1966 | |||
| WO 2006008169 A1, 26.01.2006 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |

