Изобретение относится к стальному сплаву для изготовления деталей методом порошковой металлургии, в частности инструментов для холодной обработки, имеющих высокую вязкость и твердость, а также стойкость к износу и усталости материала.
Инструменты и части инструментов нагружаются, как правило, многослойно, что требует соответствующего профиля их свойств. Достижение особенно хорошей пригодности к одному виду нагрузки на материал связано, естественно, с ухудшением его стойкости к другим нагрузкам, так что для достижения высоких эксплуатационных качеств инструмента многие свойства должны лежать на высоком уровне, другими словами, потребительские свойства инструмента представляют собой компромисс в отношении каждого из отдельных свойств материала. По экономическим соображениям, как правило, желательно иметь в распоряжении инструменты или детали с улучшенными, в целом, свойствами материала.
Компоненты высокопроизводительной инструментальной стали имеют твердофазовую долю карбидов, размещенных в матричной фазовой части, и эти фазы, в частности, в отношении их долей в материале зависят от химического состава сплава.
При традиционном получении сплава с затвердеванием в литейных формах содержание в нем углерода и карбидообразующих элементов ограничено из-за кинетики затвердевания, поскольку при высоких содержаниях первично выделенные из расплава карбиды приводят к получению грубой неоднородной структуры материала, что обуславливает плохие механические свойства и негативно влияет на обрабатываемость материала или в конечном итоге исключает ее возможность.
Для того чтобы, с одной стороны, повысить концентрацию карбидообразущих элементов и содержание углерода в отношении повышенной карбидной доли и, тем самым, износостойкость материала, а с другой стороны, однако, гарантировать достаточную обрабатываемость, однородность и вязкость изготовленных из него деталей или инструментов, следует предусмотреть их изготовление методом порошковой металлургии.
Получение материалов методом порошковой металлургии включает в себя, в основном, вдувание газа, или азота, или разделение стального расплава на мелкие капельки, упрочняемые с высокой скоростью затвердевания в металлический порошок, помещение металлического порошка в капсулу и его уплотнение в ней и нагрев, а также горячее изостатическое прессование порошка в капсуле в плотный однородный материал. Полученный таким образом методом порошковой металлургии материал может применяться в качестве подвергнутого горячему изостатическому прессованию для изготовления деталей или инструментов или подвергнут предварительно горячей деформации, например посредством ковки и/или прокатки.
Высоконагружаемые инструменты или детали, например ножи, пуансоны, а также матрицы и т.п., требуют одновременно стойкости к абразивному износу, высокую вязкость и усталостной прочности материала. Для уменьшения износа следует стремиться к высокому содержанию твердых, при необходимости, грубых карбидов, преимущественно монокарбидов, однако при этом с повышением карбидной доли уменьшается вязкость материала. Усталостной прочности, т.е., в основном, отсутствию трещинообразования при очень высокой возрастающей или переменной механической нагрузке на материал, способствует, в свою очередь, высокая твердость матрицы и низкое инициирование трещинообразования зернами карбидов и неметаллическими включениями.
Как уже сказано, эксплуатационное качество деталей или инструментов представляет собой компромисс между износостойкостью, вязкостью и усталостной прочностью материала в термически улучшенном состоянии. В смысле общего повышения качества сталей для холодной обработки уже давно в кругах специалистов предпринимались попытки повысить, в целом, профиль свойств стали.
Целью изобретения является повышение механических параметров в термически улучшенном состоянии, а именно прочности к разрушению при изгибе, работе при ударе на изгиб и сопротивления износу инструментальной стали в соответствии с предъявляемыми требованиями.
Эта цель достигается в легированной инструментальной стали для изготовления деталей методом порошковой металлургии, содержащей углерод, кремний, марганец, хром, вольфрам, ванадий, кобальт, ниобий, никель, молибден и железо, за счет того что она дополнительно содержит серу и азот при следующем соотношении компонентов в мас. %: углерод 2,05-2,65, кремний до 2,0, марганец до 2,0, хром 6,10-9,80, вольфрам 0,50-2,40, молибден 2,15-4,70, ванадий 7,05-9,0, ниобий 0,25-2,45, кобальт до 10,0, сера до 0,3, азот 0,04-0,22, никель до 1,50, сопутствующие элементы до 2,6, железо и технологические примеси - остальное, при этом содержание кислорода составляет менее 100 частей на миллион, и при содержании неметаллических включений в соответствии с значением КО не более 3 согласно DIN 50602.
Согласно одной предпочтительной форме выполнения сталь согласно изобретению может содержать углерод 2,30-2,59, кремний 0,80-1,50, марганец 0,30-1,40, хром 6,12-7,50, никель до 1,0, вольфрам 0,60-1,45, молибден 2,40-4,40, ванадий 7,40-8,70, ниобий 0,50-1,95, кобальт до 10,0, сера до 0,3, азот 0,06-0,25, сопутствующие элементы до 2,6, железо и технологические примеси - остальное, при этом разность содержаний марганца и серы (Mn-S) составляет не менее 0,19.
Согласно другой форме выполнения сталь содержит компоненты в следующем соотношении, мас. %: углерод 2,05-2,65, кремний 0,85-1,30, марганец 0,40-0,80, хром 6,15-6,95, вольфрам 0,50-2,40, никель до 0,90, молибден 3,55-4,40, ванадий 7,80-8,59, ниобий 0,75-1,45, кобальт до 10,0, сера до 0,3, азот 0,06-0,15, сопутствующие элементы до 2,6, железо и технологические примеси - остальное.
Кроме того, указанная задача решается также в способе изготовления деталей или инструментов методом порошковой металлургии из легированной инструментальной стали, включающем получение порошка распылением стального расплава, горячее изостатическое прессование порошка и последующую горячую деформацию, за счет того что стальной расплав предварительно рафинируют, затем распыляют азотом со степенью чистоты 99,999% в металлический порошок с таким гранулометрическим составом, что, по меньшей мере, 60% частиц имеют размер менее 100 мкм, после чего, поддерживая атмосферу азота и исключая обратимую сорбцию кислорода на поверхностях зерен, осуществляют размещение порошка в капсуле и ее закупоривание, затем проводят горячее изостатическое прессование порошка в плотный однородный материал, при необходимости с последующей горячей деформацией, при этом происходит рост равномерно распределенных монокарбидов до размера менее 10 мкм, обусловленный температурой горячего изостатического прессования и горячей деформации, таким образом получают деталь из стали, имеющей следующий состав в мас.%: углерод 2,05-2,65, кремний до 2,0, марганец до 2,0, хром 6,10-9,80, вольфрам 0,50-2,40, молибден 2,15-4,70, ванадий 7,05-9,0, ниобий 0,25-2,45, кобальт до 10,0, сера до 0,3, азот 0,04-0,22, никель до 1,50, сопутствующие элементы до 2,6, железо и технологические примеси - остальное.
Таким способом получают методом порошковой металлургии детали с высокой вязкостью и твердостью, а также стойкостью к износу и усталости материала, в частности инструменты, причем детали имеют содержание кислорода менее 100 ppm, а также содержание и форму неметаллических включений в соответствии со значением КО не более 3 согласно испытанию по DIN 50602, который описывает характер контроля и параметры по содержанию неметаллических включений в форме сульфидов и оксидов в материале. Характеристика КО учитывает все включения, в том числе ниже 0,05 микрон, причем характеристика КО=3 показывает наивысшую чистоту материала.
Значительные улучшения качества материала согласно изобретению достигаются синергетически за счет мер техники легирования и технологии способа в отношении оптимизации структуры, а также отдельных и суммарных свойств фаз структуры.
Было обнаружено, что значение для вязкости материала подразумевает не только количество карбидов, но и при равном количестве морфологию карбидов, поскольку она зависит от свободной длины пути между карбидами в матрице, т. е. величины дефекта. В готовом, предназначенном для использования инструменте карбиды в отношении износостойкости должны быть, в основном, монокарбидами, равномерно распределяться в матрице и иметь диаметр менее 10 мкм, преимущественно менее 4 мкм. Ванадий и ниобий являются самыми сильными карбидообразователями, и по причинам техники легирования их совместное содержание должно лежать в диапазоне концентрации соответственно 7,05-9,0 и 0,25-2,45 мас. %. За счет этого, с одной стороны, достигается образование монокарбидов, а именно предпочтительных смешанных VNb-карбидов, а с другой стороны, в этих диапазонах концентрации, будучи обусловлено ванадием и ниобием, сродство с углеродом в материале таково, что для упрочнения кристаллов в распоряжении имеются дополнительные карбидообразующие элементы хром, вольфрам и молибден в концентрациях согласно изобретению с остаточным углеродом, которые повышают прочность матрицы. Более высокое содержание ванадия и ниобия, чем соответственно 9,0 и 2,45 мас.%, снижает прочность матрицы и уменьшают, в частности, усталостную прочность материала, а, напротив, содержание соответственно менее 7,05 и 0,25 мас.% приводит к усиленному образованию более мягких карбидных фаз, таких как карбиды М7C3, в результате чего снижается износостойкость стали.
При содержании углерода в узком диапазоне от 2,05 до 2,65 мас.% и концентрациях монокарбидообразователей согласно изобретению, в частности при 0,5-2,4 мас. % вольфрама и 2,15-4,70 мас.% молибдена, может быть исчерпан потенциал вторичной твердости сплава при термическом улучшении и улучшена его устойчивость против отпуска. Для упрочнения смешанных кристаллов предусмотрен хром с содержанием 6,10-9,80 мас.-%, причем для повышения вторичной твердости и твердости матрицы инструментальной стали существенным для изобретения является азот в количестве 0,04-0,22 мас.-%.
Более высокое, а также более низкое содержание, чем это указано в пределах согласно изобретению, для элементов вольфрам, молибден и хром, мешает синергетике и ухудшает, по меньшей мере, одно свойство инструментальной стали, то есть может отчасти негативно повлиять на ее применимость.
Как уже сказано, для достижения высокого эксплуатационного качества детали или инструмента помимо условий техники легирования существенными являются также меры в отношении технологии изготовления. Поскольку в смысле высокой вязкости материала для уменьшения величины дефекта следует избегать локального скопления более грубых карбидов, так называемого кластерообразования карбидов, в горячеизостатически прессованном материале, при изготовлении методом порошковой металлургии или при получении порошка гранулометрический состав должен быть установлен так, чтобы, по меньшей мере, 60% зерен порошка имели размер менее 100 мкм. Связанная с мелкими частицами металлического порошка высокая скорость затвердевания капелек расплава вызывает, как было обнаружено, равномерное распределение мелких монокарбидов и, что касается содержания углерода, перенасыщение основной массы в зерне порошка.
Во время горячеизостатического прессования и во время предусмотренной, при необходимости, горячей деформации заготовки, будучи обусловлена диффузией при высокой температуре, уменьшается степень перенасыщения основной массы, мелкие круглые монокарбиды вырастают при желании до размера менее 10 мкм, причем другие легирующие элементы целенаправленно включаются в смешанный кристалл и в конечном итоге упрочняют матрицу. За счет этой технологии изготовления происходит управление морфологией карбидов в отношении минимальной величины дефекта и составом матрицы в направлении максимизации потенциала вторичной твердости при условии состава материала согласно изобретению. При этом следует еще раз упомянуть важность предусмотренной концентрации ниобия из-за регулируемого роста зерна.
Особое значение имеет степень оксидной чистоты материала согласно изобретению, поскольку за счет неметаллических включений могут ухудшиться не только его механические свойства, но и за счет этих неметаллов могут возникнуть отрицательные эффекты зародышеобразования при затвердевании и термообработке материала. Существенным для изобретения является, следовательно, то, что высокочистый сплав распыляют посредством азота со степенью чистоты азота, по меньшей мере, 99,999% и избегают обратимой сорбции кислорода на поверхности зерна порошка до включения в капсулу, в результате чего горячеизостатически прессованный материал имеет содержание кислорода менее 100 ppm, а также содержание и конфигурацию неметаллических включений в соответствии со значением КО самое большее 3, согласно испытанию по DIN 50602.
Предпочтительные формы выполнения охарактеризованы в зависимых пунктах формулы. Изобретение более подробно поясняется с помощью результатов сравнительных исследований. На чертежах изображено:
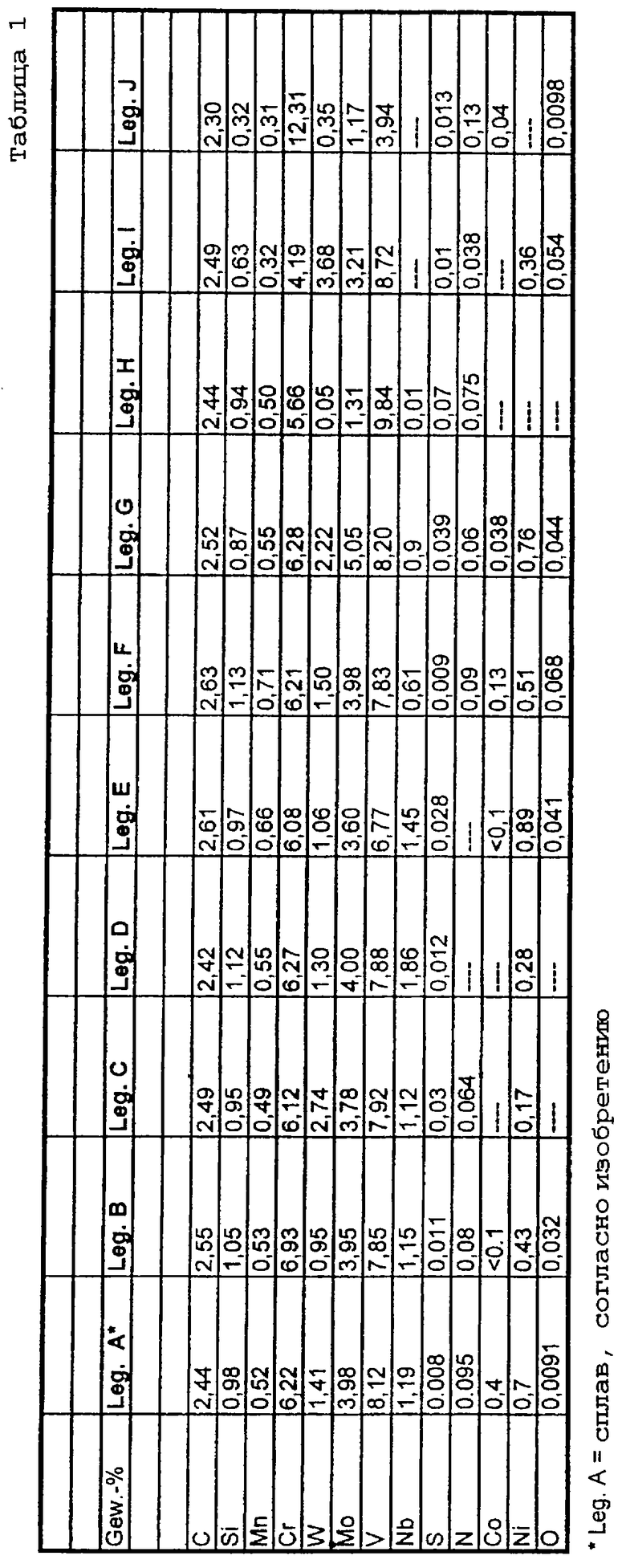
в табл. 1 приведен химический состав стального сплава согласно изобретению и сравнимого стального сплава;
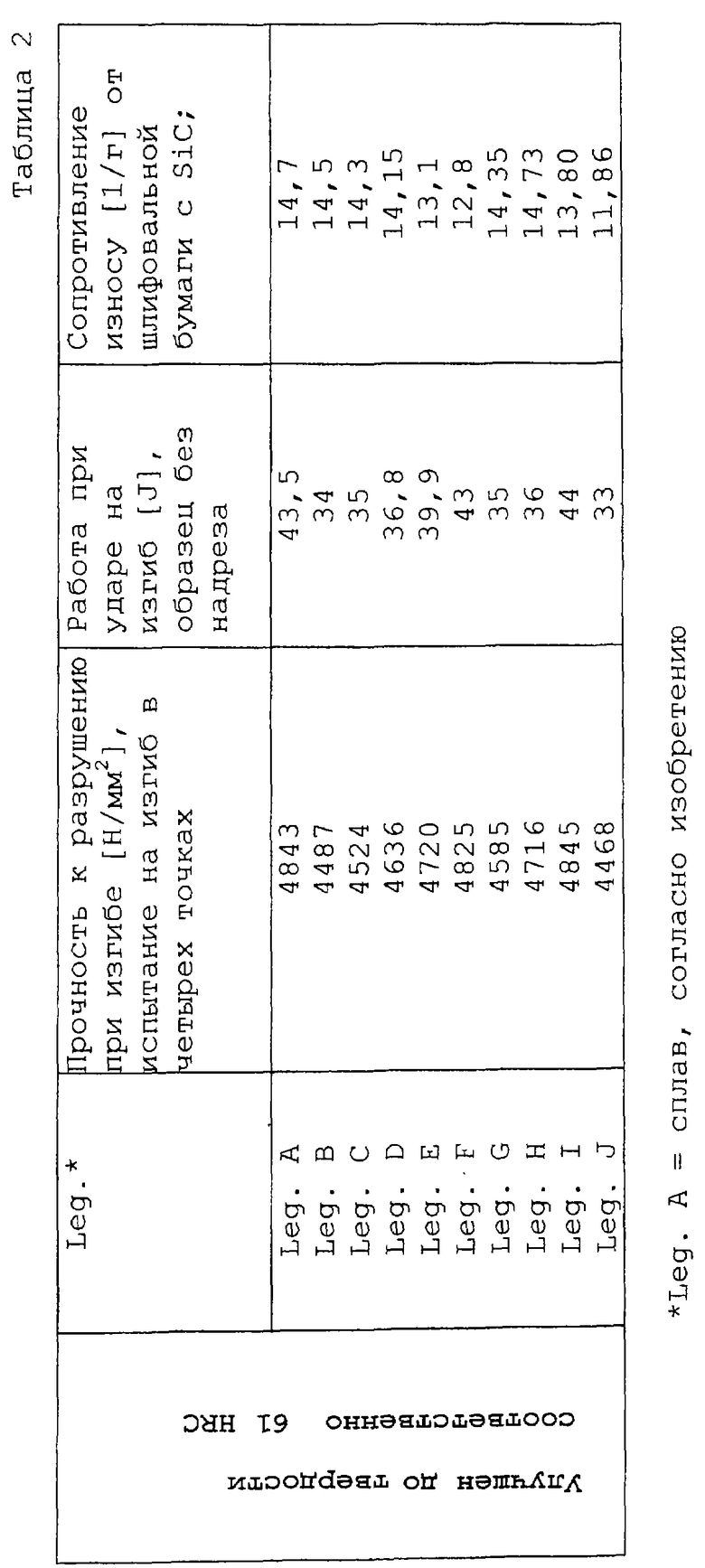
табл.2 - данные измерений, полученные при механическом испытании стальных сплавов;
фиг.1 - измерительное устройство для определения прочности на разрушение при изгибе;
фиг.2 - форма образцов для установления работы при ударе на изгиб;
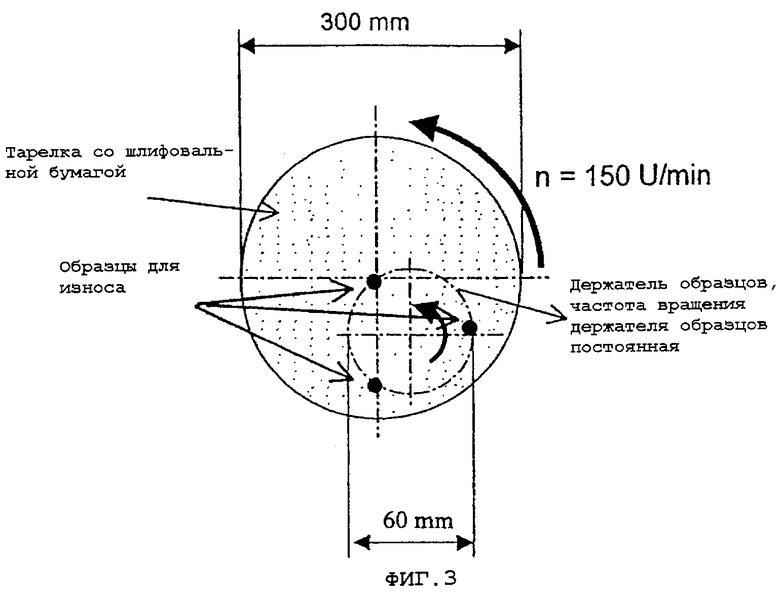
фиг.3 - устройство для измерения сопротивления износу (схематично);
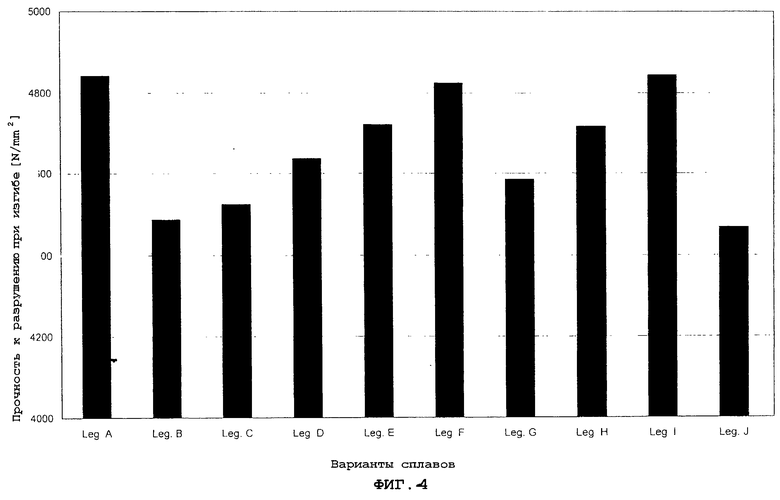
фиг. 4 - противопоставление прочности стальных сплавов на разрушение при изгибе;
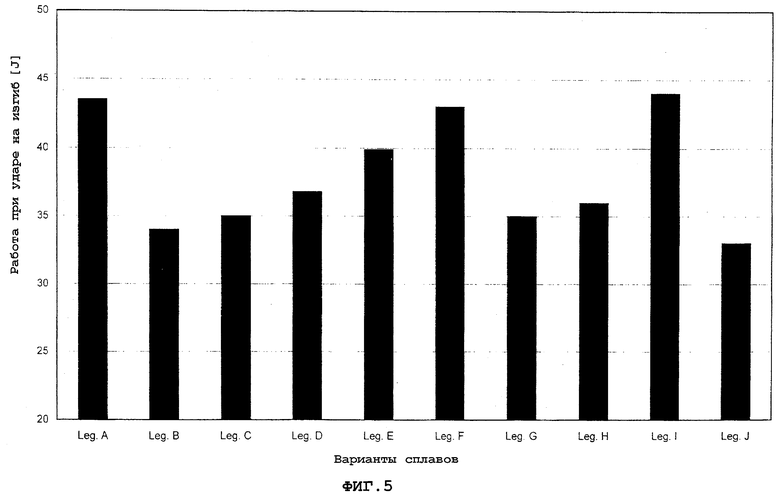
фиг.5 - противопоставление работы при ударе на изгиб;
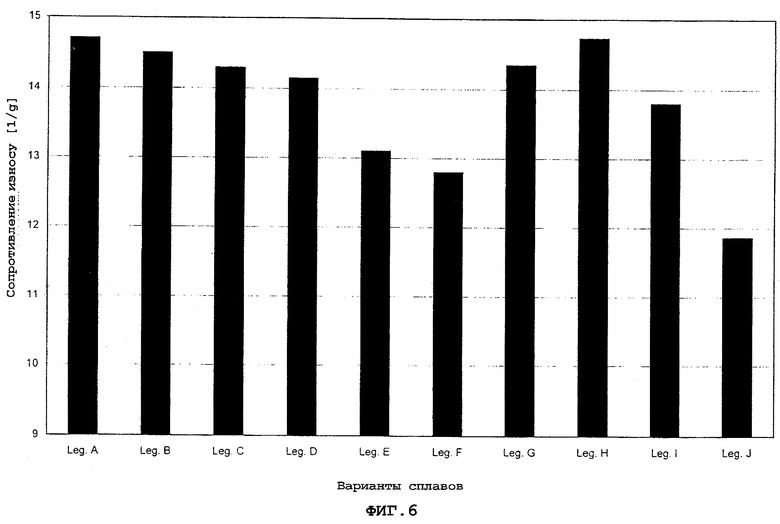
фиг.6 - противопоставление соответствующих сопротивлений износу стальных сплавов.
В табл. 1 приведен химический состав стального сплава для холодной обработки согласно изобретению (сплав А) и сравнимых сплавов (B-J).
В табл. 2 приведены результаты испытаний на прочность на разрушение при изгибе, работу при ударе на изгиб и сопротивление износу сплава А согласно изобретению и сравнимых сплавов B-J.
Прочность на разрушение при изгибе стальных сплавов определяли на улучшенных до 61 HRC круглых образцах (Rd=5,0 мм) в устройстве на фиг.1. Предварительное усилие Fr составляло 200 Н, скорость до предварительного усилия составляла 2 мм/мин, а испытательная скорость - 5 мм/мин.
На образцах с формой на фиг.2 проводились исследования работы при ударе на изгиб соответствующих стальных сплавов.
Из фиг.3 видно устройство для определения сопротивления износу в схематичном изображении.
Если противопоставить прочность на разрушение при изгибе сплава А согласно изобретению со сравнимыми сплавам B-J (табл.2) в виде столбчатой диаграммы на фиг. 4, то сплавы Е, F, Н и I будут иметь в равной мере высокие значения, причем сплав I обладает максимальной прочностью на разрушение при изгибе.
При сравнении соответствующей работы при ударе на изгиб (фиг.5) стальных сплавов для холодной обработки сплав I также обладает максимальным значением. Данные измерений сплава А согласно изобретению и сплава F имеют незначительно более низкие значения этого механического свойства.
Результаты исследований сопротивления износу сплавов противопоставлены в графическом изображении на фиг.6, причем для сплава Н и сплава А согласно изобретению были получены максимальные значения.
Из результатов исследований видно, что такие важные признаки свойств, как прочность на разрушение при изгибе, работа при ударе на изгиб и сопротивление износу стального сплава для холодной обработки согласно изобретению находятся в равной мере на высоком уровне и отличают этот новый сплав.

Изобретение относится к легированным инструментальным сталям для изготовления деталей методом порошковой металлургии, в частности инструмента для холодной обработки. Предложена легированная инструментальная сталь и способ изготовления деталей из нее методом порошковой металлургии. Сталь содержит компоненты, мас.%: углерод 2,05 - 2,65; кремний до 2,0; марганец до 2,0; хром 6,10 - 9,80; вольфрам 0,50 - 2,40; молибден 2,15 - 4,70; ванадий 7,05 - 9,0; ниобий 0,25 - 2,45; кобальт до 10,0; сера до 0,3; азот 0,04 - 0,22; никель до 1,50; сопутствующие элементы до 2,6; железо и технологические примеси - остальное, при этом содержание кислорода составляет менее 100 частей на миллион. Способ изготовления деталей включает предварительное рафинирование стального расплава, распыление азотом со степенью чистоты 99,999%, размещение порошка в капсуле и ее закупоривание, горячее изостатическое прессование порошка в плотный однородный материал, последующую горячую деформацию. Техническим результатом является повышение прочности при изгибе, износостойкости. 2 с. и 2 з.п.ф-лы, 2 табл., 6 ил.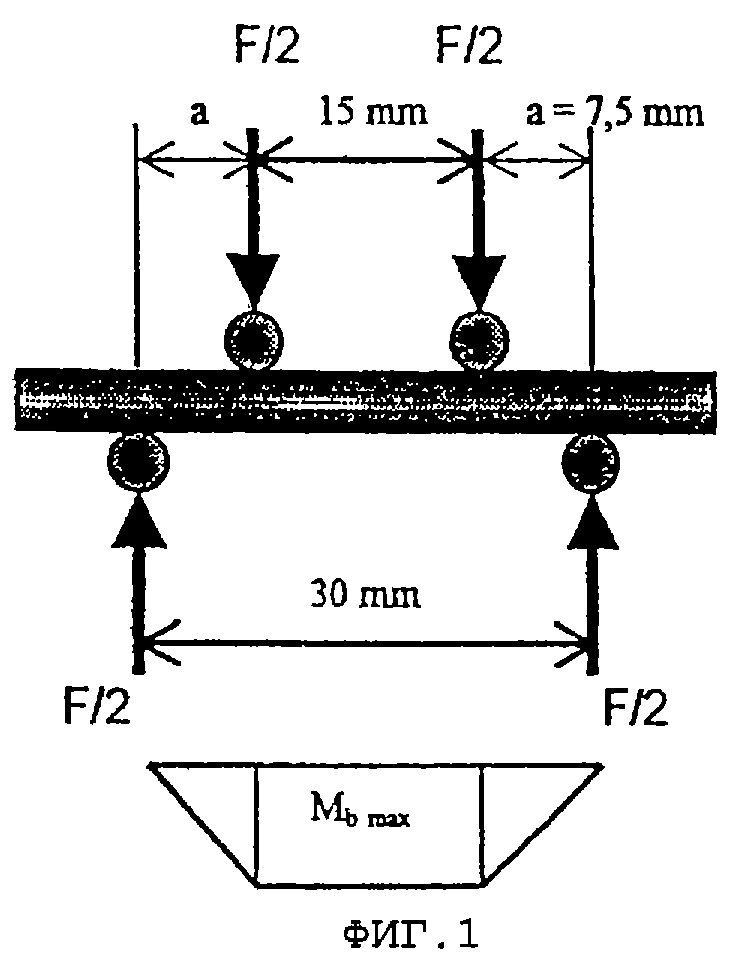
Углерод 2,05 - 2,65
Кремний До 2,0
Марганец До 2,0
Хром 6,10-9,80
Вольфрам 0,50 - 2,40
Молибден 2,15 - 4,70
Ванадий 7,05 - 9,0
Ниобий 0,25-2,45
Кобальт До 10,0
Сера До 0,3
Азот 0,04 - 0,22
Никель До 1,50
Сопутствующие элементы До 2,6
Железо и технологические примеси Остальное
при этом содержание кислорода составляет менее 100 частей на миллион и при содержании неметаллических включений в соответствии со значением КО не более 3 согласно DIN 50602.
Углерод 2,30 - 2,59
Кремний 0,80-1,50
Марганец 0,30-1,40
Хром 6,12-7,50
Никель До 1,0
Вольфрам 0,60-1,45
Молибден 2,40 - 4,40
Ванадий 7,40 - 8,70
Ниобий 0,50-1,95
Кобальт До 10,0
Сера До 0,3
Азот 0,06 - 0,22
Сопутствующие элементы До 2,6
Железо и технологические
примеси Остальное
при этом разность содержаний марганца и серы (Mn-S) составляет не менее 0,19.
Углерод 2,05 - 2,65
Кремний 0,85 - 1,30
Марганец 0,40 - 0,80
Хром 6,15-6,95
Вольфрам 0,50 - 2,40
Никель До 0,90
Молибден 3,55 - 4,40
Ванадий 7,80 - 8,59
Ниобий 0,75-1,45
Кобальт До 10,0
Сера До 0,3
Азот 0,06-0,15
Сопутствующие элементы До 2,6
Железо и технологические
примеси Остальное
Углерод 2,05-2,65
Кремний До 2,0
Марганец До 2,0
Хром 6,10-9,80
Вольфрам 0,50 - 2,40
Молибден 2,15- 4,70
Ванадий 7,05 - 9,0
Ниобий 0,25-2,45
Кобальт До 10,0
Сера До 0,3
Азот 0,04 - 0,22
Никель До 1,50
Сопутствующие элементы До 2,6
Железо и технологические
примеси Остальное
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| ПОРОШКОВЫЙ ИНСТРУМЕНТАЛЬНЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 1998 |
|
RU2137860C1 |
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ | 1988 |
|
RU1663953C |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 4929419, 29.05.1990. | |||
