Изобретение относится к системам числового программного управления станками в частности к автоматизированным системам технологических процессов, и предназначено, например, для обучающих систем с ЧПУ, для реализации технологических процессов обработки деталей на станках с ЧПУ, а также для отработки оптимальных режимов резания.
Известен моделирующий универсальный обучающий комплекс для работы на станках с ЧПУ, патент РФ №2280903 С1, опуб. 27.07.2006, авторы Е.В.Скрибанов и др., содержащий систему числового программного управления, привод подач, по меньшей мере, по двум координатам, закрепленный на одной оси с каждым приводом подачи, датчик угловых перемещений, нагрузку в виде электрического порошкового тормоза по каждой координате, блок регистрации траекторных перемещений, блок преобразования технологических параметров управляющей программы в электрический сигнал.
Недостатком известного комплекса является то, что он не учитывает действие сил упругих деформаций, кинематических и других параметров станка, а именно: комплексное воздействие сил, возникающих в системе «станок-приспособление-инструмент-деталь» (СПИД), и как показывает практика, они оказывают наибольшее влияние на точность технологического процесса изготовления деталей. Более того, на сегодня ни в теоретическом, ни в практическом плане нет объективной оценки соотношения влияния сил резания от технологических параметров режимов резания, заложенных в управляющей программе станков с ЧПУ, и сил упругих деформаций от системы СПИД, что, в принципе, не позволяет выполнить объективную оптимизацию технологических процессов изготовления деталей на станках с ЧПУ по точности.
Целью изобретения является построение моделирующего комплекса и на его основе универсального обучающего комплекса с учетом как раздельного, так и суммарного влияния сил резания, как от технологических параметров, так и от сил упругих деформаций системы СПИД, что позволяет оптимизировать построение технологических процессов на станках с ЧПУ по точности, а также использовать его для подготовки высококвалифицированных специалистов по обслуживанию станков с ЧПУ.
Техническим результатом изобретения является расширение функциональных возможностей комплекса, оптимизация режимов резания и повышение качества изготовления деталей на станках с ЧПУ.
Для достижения указанного технического результата моделирующий комплекс содержит моделирующий комплекс для станков с ЧПУ, содержащий систему числового программного управления, привод подач по меньшей мере по двум координатам, закрепленный на одной оси с каждым приводом подачи, датчик угловых перемещений, нагрузку по каждой координате, блок регистрации траекторных перемещений, блок формирования силы резания, блок формирования составляющих сил резания, блок преобразования составляющих сил резания в электрический сигнал, который снабжен блоком режимов нагрузки, операционным блоком формирования сил упругих деформаций, станком с числовым программным управлением регистрации сил упругих деформаций, операционным блоком формирования моделирующих сил упругих деформаций, коммутатором составляющих сил резания, операционными блоками формирования фактического размера детали по каждой координате, при этом входы блока формирования силы резания, операционного блока формирования сил упругих деформаций, операционного блока формирования моделирующих сил упругих деформаций, станка с числовым программным управлением регистрации сил упругих деформаций, блока регистрации траекторных перемещений и операционных блоков формирования фактического размера детали по каждой координате соединены с выходом системы числового программного управления, остальные выходы которой соединены с блоком режимов нагрузки и приводами подач по каждой координате, выход станка с числовым программным управлением регистрации сил упругих деформаций соединен с входом операционного блока формирования сил упругих деформаций, входы коммутатора составляющих сил резания соединены с выходами блока режимов нагрузки, блока формирования силы резания, блока формирования сил упругих деформаций и операционного блока формирования моделирующих сил упругих деформаций, входы блока регистрации траекторных перемещений по каждой координате соединены с выходами блока режимов нагрузки и датчиков угловых перемещений по каждой координате, выходы коммутатора составляющих сил резания соединены с входами блока формирования составляющих сил резания по каждой координате, выходы которых соединены с входами блоков преобразования составляющих сил резания в электрический сигнал по каждой координате, а их выходы соединены с входами нагрузок, выходы блока регистрации траекторных перемещений по каждой координате соединены с входами операционных блоков формирования фактического размера детали по каждой координате.
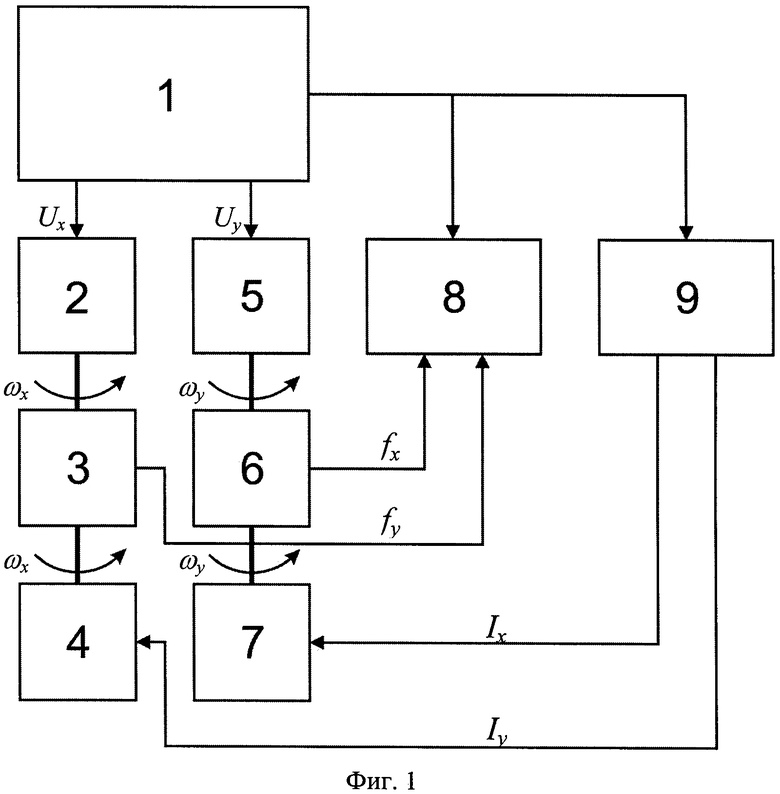
На фиг.1 представлена блок-схема известного универсального обучающего комплекса.
На фиг.2 представлена блок-схема моделирующего комплекса согласно настоящему изобретению.
На фиг.1 показана блок-схема универсального обучающего комплекса для двухкоординатного станка с ЧПУ, которая содержит систему числового программного управления 1, приводы 2 и 5 по координатам Х и Y соответственно, датчики угловых перемещений 3 и 6 по координатам X и У соответственно, нагрузки 4 и 7 по координатам Х и Y соответственно, блок сравнения 8 заданного (программного) и фактического положения рабочего органа, и блок 9 преобразования технологических параметров от силы резания.
На фиг.2 показана блок-схема моделирующего комплекса для двухкоординатного станка с ЧПУ, которая содержит систему числового программного управления 1, приводы 2 и 5 по координатам Х и Y соответственно, датчики угловых перемещений 3 и 6 по координатам Х и Y соответственно, нагрузки 4 и 7 по координатам Х и Y соответственно, блок 8 режимов нагрузки на режущий инструмент, станок 9 регистрации сил упругих деформаций станка с ЧПУ и формирования информационных сигналов величин сил упругих перемещений по каждой координате, операционный блок 10 формирования силы резания в зависимости от заданных технологических параметров, операционный блок 11 формирования сил упругих деформаций, операционный блок 12 формирования моделирующих сил упругих деформаций и базы данных моделей систем СПИД станков с ЧПУ, коммутатор 13 составляющих сил резания, получающий информацию от блока 8 и операционных блоков 10, 11 и 12, блок 14 регистрации траекторных перемещений, операционные блоки 15 и 16 формирования составляющих сил резания Fx и Fy по координатам Х и Y, операционные блоки 17 и 18 преобразования данных о составляющих сил резания Fx и Fy в соответствующие электрические сигналы, операционные блоки 19 и 20 формирования фактических размеров детали по координатам Х и Y. При необходимости количество управляемых приводов может быть увеличено до трех и более. Валы приводов 2 и 5 по координатам Х и Y вращаются с угловыми частотами ωх и ωу в соответствии с управляющими воздействиями Ux и Uy. Валы датчиков угловых перемещений 3 и 6 по координатам Х и Y вращаются с угловыми частотами ωx и ωу.
Система числового программного управления 1 станка с ЧПУ одновременно подает управляющую программу в операционный блок 10 формирования силы резания по заданным технологическим параметрам, в котором выделяются заданные технологические параметры и определяется суммарный вектор силы резания по каждой координате Fx и Fy, в станок 9 регистрации сил упругих деформаций станка с ЧПУ, где в соответствии с заданным процессом обработки изготавливается деталь, при этом одновременно на выходе станка формируются информационные сигналы о величинах сил упругих перемещений по каждой координате X и Y, которые поступают в операционный блок 11 формирования сил упругих деформаций вместе с управляющей программой. Управляющая программа также подается и в операционный блок 12 формирования моделирующих сил упругих деформации и базой данных моделей систем СПИД станков с ЧПУ. Вместе с этим система числового программного управления 1 направляет сигнал управления на блок 8 режимов нагрузки на режущий инструмент.
Информация от блока 8, операционных блоков 10, 11 и 12 поступает на входы блока коммутации 13. На входы блока 14 регистрации траекторных перемещений поступают управляющая программа от системы числового программного управления 1, от блока 8 режимов нагрузки, а также информация от датчиков угловых перемещений 3 и 6 по координатам Х и Y в виде сигналов fx и fу, пропорциональные угловым частотам вращения ωx и ωу. С выходов блока коммутации 13 информация поступает на входы операционных блоков 15 и 16 формирования фактических составляющих сил резания Fx и Fy по координатам Х и Y. С выходов операционных блоков 15 и 16 информация поступает соответственно на входы операционных блоков 17 и 18, в которых проводится преобразование данных о составляющих сил резания Fx и Fy в соответствующие электрические сигналы по токам Ix и Iу. Электрические сигналы Ix и Iу подаются в блоки нагрузок 4 и 7 по координатам Х и Y соответственно, которые генерируют силы сопротивления, пропорциональные силам резания Fx и Fy. В качестве нагрузки могут выступать порошковые тормоза, создающие тормозные моменты Мс, пропорциональные силе резания.
Информация с выходов блока 14 регистрации траекторных перемещений по координатам Х и Y поступает соответственно на входы блоков 19 и 20, на другие входы которых также поступает управляющая программа от системы числового программного управления 1. В блоках 19, 20 формируются данные практического размера детали по координатам Х и Y.
Моделирующий комплекс работает в 5 режимах.
Первый режим - режим холостого хода. Управляющая программа от системы числового программного управления 1 поступает на приводы 2 и 5, валы которых в соответствии управляющими воздействиями Ux и Uy вращаются соответственно с угловыми частотами ωx и ωу, с такими же угловыми частотами вращаются валы датчиков угловых перемещений 3 и 6 по координатам Х и Y. На выходах датчиков угловых перемещений формируются сигналы fx и fy, пропорциональные угловым частотам вращения ωх и ωу, которые поступают в блок 14 регистрации траекторных перемещений. В этом блоке формируется траектория контура детали в соответствии с управляющей программой. Поскольку данный режим отрабатывается без нагрузки, т.е. на выходе коммутатора 13 отсутствуют сигналы сил резания; приводы 2 и 5 работают в холостом режиме. В этом случае в блоке 14 регистрации траекторных перемещений формируется траектория контура детали, в блоках 19, 20 формируются фактические размеры детали в сечении с координатами Х и Y, при этом погрешность формирования траектории и фактические размеры деталей в каждом сечении будут определяться только погрешностью работы приводов 2 и 5; величина погрешности размера детали будет определяться разницей между номинальным значением размера, заданным управляющей программой, и фактическим значением размера детали, введенного в блоки 19, 20.
Второй режим. Моделирующий комплекс работает с нагрузкой под действием сил резания от заданных в управляющей программе технологических параметров режимов резания. Аналогично первому режиму, управляющая программа отрабатывается приводами 2 и 5 и одновременно поступает в станок 9, операционные блоки 10, 11, 12 и в блоки 19, 20 формирования фактических размеров детали. Сигнал управления от системы числового программного управления 1 через блок 8 режимов нагрузки поступает на вход коммутатора 13 и дает ему разрешение на проход информации от операционного блока 10 преобразованной технологической информации в силу резания Fx и Fy в операционные блоки 15 и 16, а затем в операционные блоки 17 и 18. Электрические сигналы Ix и Iу с выходов этих блоков поступают соответственно на нагрузки 4 и 7, выполненные, например, в виде порошковых тормозов, создающие моменты сопротивления Mc, пропорциональные силам резания Fx и Fy, которые снижают или повышают угловые частоты вращения приводов 2 и 5, а соответственно и датчиков 3 и 6. При этом сигналы fx и fy, пропорциональные угловым частотам вращения валов приводов 2 и 5, в каждый момент времени поступают в блок регистрации траекторных перемещений 14 и в блоки 19 и 20. В этом случае в указанных блоках будут, аналогично первому режиму, зарегистрированы траекторные перемещения и фактические размеры детали с учетом погрешности работы приводов и от сил резания, вызванные влиянием технологических параметров, заданных в данной управляющей программе, откуда определяется составляющая погрешности изготовления детали, вызванная влиянием технологических параметров для данной управляющей программы.
Третий режим. Моделирующий комплекс работает с нагрузкой под действием сил упругих перемещений, возникающих от системы СПИД при изготовлении детали на станках с ЧПУ. Управляющая программа, разработанная для конкретной детали, поступает на станок 9 с ЧПУ, где происходит обработка детали, при этом осуществляется измерение сил упругих деформаций. Информация о параметрах сил упругих деформаций от станка 9 поступает в операционный блок 11, где формируются составляющие сил упругих перемещений по координатам X и Y.
Блок режимов нагрузки 8 устанавливает на входе коммутатора 13 и блока регистрации траекторных перемещений 14 данный режим работы, в результате этого в операционные блоки 15 и 16 поступает информация о параметрах сил упругих деформаций, а затем в блоки 17 и 18, с выхода которых электрические сигналы Ix и Iу поступают на нагрузки 4 и 7, например, порошковые тормоза, создающие моменты сопротивления Мc на валах приводов 2 и 5, пропорциональные значениям сил упругих деформаций по координатам Х и Y. Аналогично предыдущим режимам, сигналы fx и fy с датчиков 3 и 6 поступают на входы блока регистрации траекторных перемещений 14 и далее в блоки 19, 20, в которых будут зарегистрированы траекторные перемещения и фактические размеры детали с учетом погрешности работы приводов 2 и 5 от сил упругих деформаций, вызванные технологическими параметрами управляющей программы.
Данный режим возможен при совместной работе станка 9 с обучающим комплексом, в качестве универсального обучающего комплекса, но основным режимом работы является отработка управляющей программы на станке с ЧПУ отдельно, но при этом регистрируется информация о параметрах сил упругих деформаций и передача этой информации в обучающий комплекс.
Четвертый режим. Моделирующий комплекс работает с нагрузкой под действием сил резания, вызванных влиянием технологических параметров для данной управляющей программы и силами упругих перемещений системы СПИД, т.е. этот режим по нагрузке является суммой второго и третьего режимов.
Блок режимов нагрузки 8 устанавливает на входе коммутатора 13 и блока регистрации траекторных перемещений 14 данный режим работы, в результате на выходе этих блоков на основании информации операционных блоков 10 и 11 формируется соответствующая информация, которая после прохождения блоков 15, 16 и 17, 18 подает электрические сигналы Ix и Iу нагрузкам 4 и 7 и в блоки 19, 20 аналогично предыдущим трем режимам. Соответственно погрешность траекторных перемещений и отклонения размеров детали для данного режима работы будет равна сумме отклонений предыдущих трех режимов.
Пятый режим. Моделирующий комплекс работает под действием нагрузки, вызванной действием моделирующих сил деформаций системы СПИД. На вход операционного блока 12 формирования моделирующих сил упругих деформаций и базы данных моделей системы СПИД поступает управляющая программа от системы числового программного управления 1. В этом блоке на основании моделей СПИД для разных станков с ЧПУ и управляющей программы формируется моделирующая сила упругих деформаций, обеспечивающая весь спектр частот от минимальных до максимальных значений и по их амплитуде. Блок 8 устанавливает на входе коммутатора 13 данный режим и на вход блоков 15 и 16 поступает моделирующий сигнал упругих деформаций от операционного блока 12. Аналогично рассмотренным выше режимам определяется составляющая погрешности изготовления детали от действия моделирующих сил упругих деформаций. Этот режим особенно важен при подготовке специалистов по обслуживанию станков с ЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ РАЗРАБОТКИ ИЗДЕЛИЙ И УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗДЕЛИЯ НА СТАНКАХ С ЧПУ НА ОСНОВЕ 3D МОДЕЛЕЙ | 2016 |
|
RU2640383C1 |
| УНИВЕРСАЛЬНЫЙ ОБУЧАЮЩИЙ КОМПЛЕКС | 2005 |
|
RU2280903C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ МЕТАЛЛООБРАБАТЫВАЮЩЕГО СТАНКА С ЧПУ | 2015 |
|
RU2619424C2 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКСНОГО КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС НА ОСНОВЕ МЕТОДА ПОЛЯРНЫХ КООРДИНАТ | 2010 |
|
RU2446381C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
Изобретение относится к системам числового программного управления (ЧПУ) станками. Технический результат заключается в расширении функциональных возможностей комплекса за счет использования оптимизированных режимов резания, повышении качества изготовления деталей на станках с ЧПУ. Он достигается тем, что дополнительно к известному моделирующему комплексу для станков с ЧПУ введены: блок режимов нагрузки, операционный блок формирования сил упругих деформаций, станок с числовым программным управлением регистрации сил упругих деформаций, операционный блок формирования моделирующих сил упругих деформаций, коммутатор составляющих сил резания, операционные блоки формирования фактического размера детали по каждой координате. 2 ил.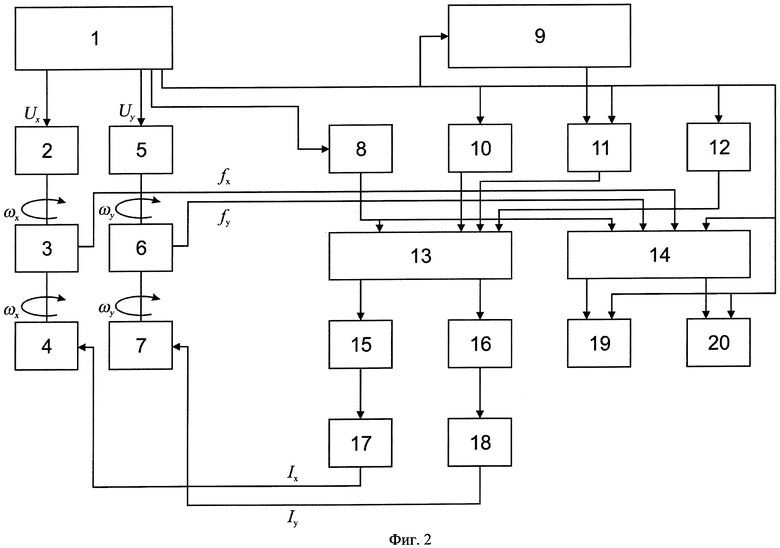
Моделирующий комплекс для станков с ЧПУ, содержащий систему числового программного управления (1), привод подач по меньшей мере двум координатам (2, 5), закрепленный на одной оси с каждым приводом подачи, датчик угловых перемещений (3, 6), нагрузку по каждой координате (4, 7), блок регистрации траекторных перемещений (14), блок формирования силы резания (10), блок формирования составляющих сил резания (15, 16), блок преобразования составляющих сил резания в электрический сигнал (17, 18), отличающийся тем, что он снабжен блоком режимов нагрузки (8), операционным блоком формирования сил упругих деформаций (11), станком с числовым программным управлением регистрации сил упругих деформаций (9), операционным блоком формирования моделирующих сил упругих деформаций (12), коммутатором составляющих сил резания (13), операционными блоками формирования фактического размера детали по каждой координате (19, 20), при этом входы блока формирования силы резания (10), операционного блока формирования сил упругих деформаций (11), операционного блока формирования моделирующих сил упругих деформаций (12), станка с числовым программным управлением регистрации сил упругих деформаций (9), блока регистрации траекторных перемещений (14) и операционных блоков формирования фактического размера детали по каждой координате (19, 20) соединены с выходом системы числового программного управления (1), остальные выходы которой соединены с блоком режимов нагрузки (8) и приводами подач по каждой координате (2, 5), выход станка с числовым программным управлением регистрации сил упругих деформаций (9) соединен с входом операционного блока формирования сил упругих деформаций (11), входы коммутатора составляющих сил резания (13) соединены с выходами блока режимов нагрузки (8), блока формирования силы резания (10), блока формирования сил упругих деформаций (11) и операционного блока формирования моделирующих сил упругих деформаций (12), входы блока регистрации траекторных перемещений по каждой координате (14) соединены с выходами блока режимов нагрузки (8) и датчиков угловых перемещений по каждой координате (3, 6), выходы коммутатора составляющих сил резания (13) соединены с входами блоков формирования составляющих сил резания по каждой координате (15, 16), выходы которых соединены с входами блоков преобразования составляющих сил резания в электрический сигнал по каждой координате (17, 18), а их выходы соединены с входами нагрузок (4, 7), выходы блока регистрации траекторных перемещений по каждой координате (14) соединены с входами операционных блоков формирования фактического размера детали по каждой координате (19, 20).
| УНИВЕРСАЛЬНЫЙ ОБУЧАЮЩИЙ КОМПЛЕКС | 2005 |
|
RU2280903C1 |
| Устройство для управления многокоординатным оборудованием | 1987 |
|
SU1427334A1 |
| Устройство для моделирования систем группового числового программного управления | 1981 |
|
SU1019468A1 |
| WO 2010024041 A1, 04.03.2010. | |||

