Изобретение относится к системам числового программного управления станками, в частности к компьютерным технологиям.
Известен компьютерный обучающий лабораторно-лекционный стенд «Станок с ЧПУ» [Компьютерный обучающий лабораторно-лекционный стенд «Станок с ЧПУ»: Учебное пособие. / П.Г.Мазеин, А.С.Столяров, А.С.Серебряков, С.В.Шереметьев; Под ред. П.Г.Мазеина. - Челябинск: Издательство ЮУрГУ, 1998], содержащий систему числового программного управления, привод подач по координатным перемещениям, датчики угловых перемещений.
Недостатком известного устройства является то, что дать оценку разработанной управляющей программе можно только после изготовления детали на станке, а также то, что для подготовки специалистов по обслуживанию станков с числовым программным управлением требуется значительное число различных по модификациям таких станков.
Целью изобретения является оптимизация разработки управляющих программ по точности и комплексной подготовки специалистов с числовым программным управлением.
На чертеже показана блок-схема универсального обучающего комплекса, которая содержит систему числового программного управления, привод 1 по координате X, датчик 3 угловых перемещений по координате Х и нагрузку 4 по координате Х, выполненную в виде электрического порошкового тормоза, и расположенные жестко на одной оси, аналогично выполнен привод 5, датчик 6, нагрузка 7 по координате Y, при необходимости количество приводов может быть увеличено до трех и более.
В соответствии с разработанной управляющей программой система 1 выдает на привод 2 управляющее напряжение Ux, пропорциональное частоте вращения ωх, аналогично на привод 3 - управляющее напряжение Uy, пропорциональное частоте вращения ωу. По каждой координате привод подачи, датчик угловых перемещений и нагрузка вращаются в соответствии с угловой скоростью ωх и ωу.
Разработанная управляющая программа поступает одновременно на блок 9, в котором выделяются технологические параметры управляющей программы, и определяется суммарный вектор силы резания технологических параметров по каждой координате Fx, Fy. Каждый вектор силы резания преобразуется в соответствующую величину электрического сигнала, Fx пропорционален Ix, Fу пропорционален Iу, которые поступают на обмотки возбуждения соответствующих тормозов 4 и 7, создавая моменты сопротивления Мх и My, пропорциональные вектору силы резания составляющих технологических параметров по соответствующим координатам Fx, Fy, обеспечивая, таким образом, физическое моделирование процесса резания, в результате чего привода подач 2 и 5 вращаются с такой же частотой вращения, что и на станке с числовым программным управлением при изготовлении реальной детали по данной управляющей программе.
С датчиков 3 и 5 угловых перемещений сигналы fx и fy поступают на вход блока 8 регистрации траекторных перемещений и их отклонений, которые записываются в каждый момент времени в ячейки памяти, фиксируя фактическое положение рабочего органа по двум, а при необходимости и более координатам.
Таким образом, в реальном масштабе времени воспроизводится траектория перемещения рабочего органа. Синхронно с воспроизведением, на вход блока 8 поступает и отрабатываемая управляющая программа обработки детали, при сравнении параметров управляющей программы и фактического положения рабочего органа, определяется величина отклонения размера детали в любом сечении, что позволяет знать размеры детали для данной управляющей программы без ее изготовления и размеры, которые будут получены у изготавливаемой детали на реальном станке с числовым программным управлением.
Таким образом, изменяя параметры разрабатываемой управляющей программы на данном универсальном обучающем комплексе, можно оптимизировать по точности изготовление деталей на реальном станке с числовым программным управлением.
Основным достоинством универсального обучающего комплекса является подготовка специалистов различных направлений по обслуживанию станков с числовым программным управлением за счет осуществления физического моделирования процесса резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛИРУЮЩИЙ КОМПЛЕКС ДЛЯ СТАНКОВ С ЧПУ | 2010 |
|
RU2438156C1 |
| КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ РАЗРАБОТКИ ИЗДЕЛИЙ И УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗДЕЛИЯ НА СТАНКАХ С ЧПУ НА ОСНОВЕ 3D МОДЕЛЕЙ | 2016 |
|
RU2640383C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ МЕТАЛЛООБРАБАТЫВАЮЩЕГО СТАНКА С ЧПУ | 2015 |
|
RU2619424C2 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| КРУПНОГАБАРИТНАЯ МАТРИЦА В ВИДЕ СОЧЛЕНЕННОЙ ОБОЛОЧКИ, НАПРИМЕР, ДЛЯ УКЛАДКИ И ОТВЕРЖДЕНИЯ ПКМ С АВТОМАТИЗИРОВАННЫМ ФОРМИРОВАНИЕМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278784C2 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
Универсальный обучающий комплекс относится к системам числового программного управления станками, в частности к компьютерным технологиям. Технический результат - оптимизация разработки управляющих программ по точности, а также оптимизация комплексной подготовки специалистов для работы с числовым программным управлением. Универсальный обучающий комплекс содержит систему числового программного управления, привода подач по двум и более координатам. С целью оптимизации подготовки управляющих программ по точности для станков с числовым программным управлением, в универсальный обучающий комплекс введена нагрузка в виде электрического порошкового тормоза по каждой координате, расположенного на одной оси с приводом подачи, и (датчик положения соответствующей координаты) датчик угловых перемещений по каждой координате. Кроме того, в нем содержится блок преобразования технологических параметров в электрический сигнал, блок регистрации траекторных перемещений и их отклонений. 1 ил.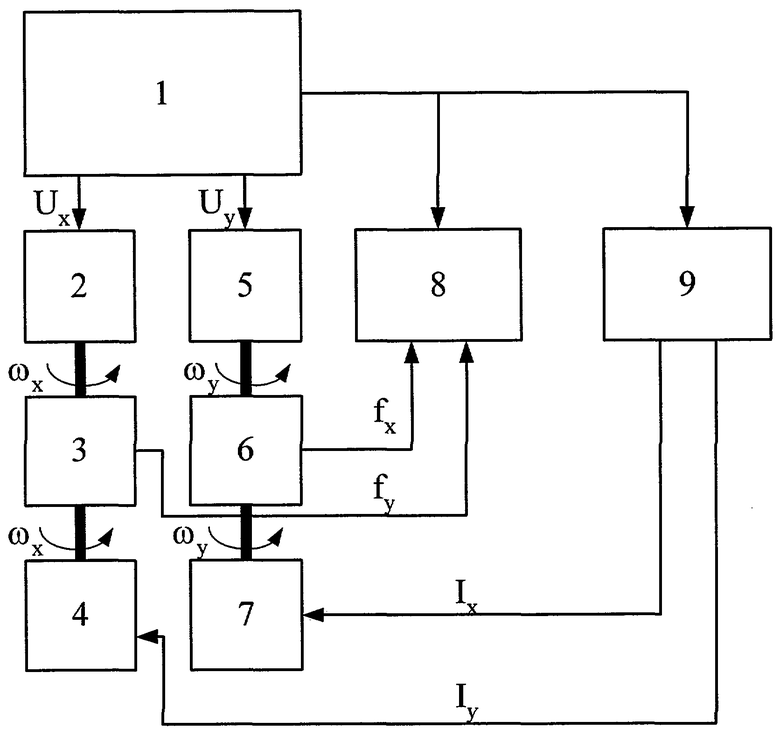
Универсальный обучающий комплекс для работы на станках с ЧПУ, содержащий систему числового программного управления, приводы подач по меньшей мере по двум координатам, закрепленный на одной оси с каждым приводом подачи датчик угловых перемещений, отличающийся тем, что он снабжен нагрузкой в виде электрического порошкового тормоза по каждой координате, блоком регистрации траекторных перемещений и их отклонений, блоком преобразования технологических параметров управляющей программы в электрический сигнал, вход которого соединен с выходом системы числового программного управления, а выходы соединены с порошковыми тормозами по каждой координате для подачи сигнала, пропорционального суммарному вектору резания, один из входов блока регистрации траекторных перемещений и их отклонений соединен с выходом системы числового программного управления, остальные входы блока регистрации траекторных перемещений и их отклонений соединены с датчиками угловых перемещений по каждой координате, причем электрический порошковый тормоз расположен на одной оси с приводом подачи и датчиком угловых перемещений каждой координаты.
| МАЗЕИН П.Г | |||
| и др | |||
| Компьютерный обучающий лабораторно-лекционный стенд "Станок с ЧПУ": Учебное пособие | |||
| Часть II | |||
| Челябинск: ЮУрГУ, 1998 | |||
| УСТРОЙСТВО ОБУЧЕНИЯ ОПЕРАТОРОВ | 1997 |
|
RU2129734C1 |
| УСТРОЙСТВО ДЛЯ ОБУЧЕНИЯ ОПЕРАТОРОВ | 1991 |
|
RU2011228C1 |
| DE 3541122 A1, 27.05.1987 | |||
| УСТРОЙСТВО ВПРЫСКА ТОПЛИВА | 1999 |
|
RU2175728C2 |

