Устройство относится к металлообрабатывающей промышленности, в частности к токарным станкам.
Наиболее близким по технической сущности является устройство [1] (прототип) для компенсации теплового смещения оси шпинделя, содержащее две пары датчиков перемещения, два термоэлемента и преобразователь. Датчики перемещения расположены под углом 90° друг к другу и взаимодействуют с корпусом шпиндельной бабки и пиноли. Два термоэлемента крепятся на корпусе задней бабки в тех же плоскостях, что и датчики перемещения.
К недостаткам известного технического решения следует отнести сложность конструкции и крайне медленное осуществление компенсации теплового смещения оси шпинделя. Последние исследования авторов показали, что перемещение оси шпинделя в вертикальной плоскости никак не влияет на форму обрабатываемой поверхности детали, а следовательно, установка датчиков в вертикальной плоскости бесполезна. Использование нагревательных термоэлементов приводит к большой инерционности системы, в результате чего процесс компенсации занимает несколько минут. При обработке средних и мелких деталей продолжительность прохода составляет несколько десятков секунд, таким образом система не успевает сработать в процессе обработки одной детали.
Технической задачей является повышение точности обработки деталей за счет компенсации смещения оси шпинделя токарного станка, которое происходит в результате его разогрева.
Технический результат достигается за счет совокупности существенных признаков помещенных заявителем в формулу изобретения.
Полученное новое качество от данной совокупности признаков ранее не было известно и достигается только в данном устройстве.
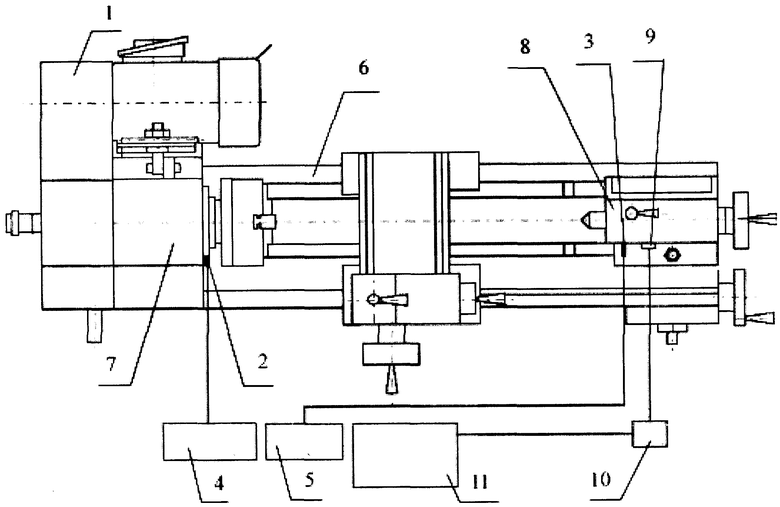
На чертеже изображена схема устройства для компенсации теплового смещения оси шпинделя токарного станка.
Устройство устанавливается на токарном станке 1. Устройство содержит измерительную часть и исполнительную часть. В измерительную часть входят два датчика перемещения 2 и 3, установленные в основной плоскости станка, и два цифровых прибора 4 и 5. Датчик перемещения 2 закреплен на станине 6 и его чувствительный наконечник взаимодействует с корпусом 7 шпиндельной бабки. Датчик перемещения 3 закреплен на станине 6 и его чувствительный наконечник взаимодействует с пинолью 8. Исполнительная часть состоит из гидроцилиндра 9, регулятора давления 10 и гидростанции станка 11. Гидроцилиндр 9 закреплен на станине 6, а его шток упирается в пиноль 8. Регулятор давления 10 управляется вручную и изменяет давление масла, подаваемого в гидроцилиндр 9 от гидростанции 11.
Устройство работает следующим образом. В начале смены, когда включают в работу токарный станок, корпус 7 шпиндельной бабки начинает прогреваться. В результате теплового расширения корпуса 7 шпиндельной бабки ось шпинделя смещается в пространстве, что приводит к тому, что обработанные детали имеют коническую форму. В процессе разогрева станка датчик перемещения 2 фиксирует смещение корпуса 7 шпиндельной бабки и выдает сигнал, который подается на цифровой прибор 4, на экране которого появляются цифры, соответствующие величине смещения оси шпинделя. Для того чтобы компенсировать это смещение, оператор регулирует регулятор давления 10, повышая давление масла, которое подается от гидростанции 11, в результате чего гидроцилиндр 9 оказывает силовое воздействие на пиноль 8 и смещает ее ось. Это смещение фиксируется датчиком 3 перемещения, сигнал от которого подается на цифровой прибор 5. Оператор регулирует регулятор давления 10 до тех пор, пока показания на цифровых приборах 4 и 5 не станут одинаковыми. В результате этого ось детали будет снова занимать положение, параллельное оси станины 6, а следовательно, обработанная поверхность детали будет иметь цилиндрическую форму.
Так как прогрев станка по продолжительности составляет от 0,5-2,5 часов, то введение автоматики в процесс компенсации теплового смещения оси шпинделя не является целесообразным, так как оператор легко справляется с регулировкой исполнительной системы.
Источник информации
1. Патент RU 2118233, В 23 В 25/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОМПЕНСАЦИИ ТЕПЛОВЫХ ПОГРЕШНОСТЕЙ ТОКАРНОГО СТАНКА | 2010 |
|
RU2453400C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ ТОКАРНОГО СТАНКА | 2013 |
|
RU2533404C1 |
| УСТРОЙСТВО КОМПЕНСАЦИИ ТЕПЛОВЫХ И СИЛОВЫХ ПОГРЕШНОСТЕЙ ТОКАРНОГО СТАНКА | 2010 |
|
RU2438830C1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Упор-демпфер станка | 1979 |
|
SU863193A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ТЕПЛОВОГО СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ | 1994 |
|
RU2118233C1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
Изобретение относится к области металлообрабатывающей промышленности, токарным станкам. Устройство содержит датчики перемещения оси шпинделя и оси пиноли в плоскости формообразования и элемент, осуществляющий смещение оси пиноли, соответствующее перемещению оси шпинделя. Для повышения точности обработки элемент, осуществляющий смещение оси пиноли, выполнен в виде гидроцилиндра, закрепленного на станине станка с упором его штока в пиноль, а устройство снабжено двумя цифровыми приборами для указания величины смещения шпинделя и пиноли в плоскости формообразования, соединенными с двумя указанными датчиками перемещения, и редукционным клапаном для регулировки давления масла в гидроцилиндре. Устройство может быть выполнено с возможностью подвода давления масла к гидроцилиндру от гидростанции станка. 1 з.п. ф-лы, 1 ил.
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ТЕПЛОВОГО СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ | 1994 |
|
RU2118233C1 |
| Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка | 1982 |
|
SU1041226A1 |
| Способ компенсации тепловых смещений шпинделя металлорежущего станка | 1985 |
|
SU1294491A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРНОЙ НАСТРОЙКИ ВЫСОКОТОЧНОГО МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1997 |
|
RU2116869C1 |
| US 3393588 A, 23.07.1968. | |||

