Описание
Изобретение касается червячного элемента согласно ограничительной части пункта 1 формулы изобретения.
При подготовке пластмасс в блоке пластификациии, как это происходит в экструдерах или машинах литья из пластмасс под давлением, используются разнообразные технологии. Одной из этих технологий является компаундирование, то есть подмешивание заполнителей или усиливающих материалов, ввода красок или пигментов, смешивание различных материалов, например полимерных материалов или эластомеров, реактивные технологии или т.п. Для всех технологий общим является то, что они осуществляются с помощью экструдера с одним или несколькими валами, которые содержат шнеки, вращающиеся в одном или противоположных направлениях. С помощью шнеков в материал вводится режущая энергия для расплавления пластического материала. Шнеки содержат так называемые червячные элементы, которые зачастую выполнены многозаходными.
Специальный червячный элемент представляет собой так называемый пластикационный элемент, получивший в литературе также наименование месильного блока. Такой месильный блок состоит из выполненных в форме спирали шнековых элементов или нескольких, расположенных друг за другом в направлении технологической линии месильных блоков, обладающих определенными геометрическими свойствами. В случае известных пластикационных элементов геометрическая форма месильных блоков одинакова, в частности применительно к их ширине и их внутреннему и внешнему диаметрам, и выбирается в зависимости от размера блока пластификации, то есть блока пластификации экструдера или машины литья под давлением.
Диссипация прилагаемой с помощью привода через редуктор и вал шнека механической энергии определяется наряду, например, с зависимостью теплосодержания подлежащей переработке пластмассы, типом применяющейся конструкции шнеков. Тип использующейся конструкции шнеков называется также конфигурацией. Конфигурация варьируется, например, по типу и количеству месильных блоков и прочих элементов шнеков.
Прежде всего достигается главное преобразование энергии в зависимости от геометрии шнековых элементов непосредственно перед или над первым или первыми пластикационными элементами. Это главное преобразование энергии осуществляется посредством среза. При этом в первую очередь определяющими являются число оборотов шнека и, следовательно, (угловая) скорость пластикационных элементов, зазоры между пластикационным элементом и корпусом экструдера, а также при использовании двухшнекового экструдера - между пластикационными элементами в незаполненных зонах и гребенчатая поверхность пластикационных элементов. На основании этих параметров можно соответствующим образом рассчитать скорость, а также напряжение среза. Напряжение среза определяет расплавление подлежащего пластификации материала. При расплавлении возникают максимальные механические нагрузки, воздействующие на червячный элемент шнека и его соединение вала со ступицей.
Такой пластикационный элемент известен из немецкой полезной модели 82 32 585.
Изображенный там червячный элемент содержит отдельные месильные блоки, которые могут быть по отдельности состыкованы в один пластикационный элемент. При этом месильные узлы имеют одну и ту же геометрическую форму.
В заявке DE 100 50 295 A1 описан экструдер с несколькими валами для подготовки и/или обработки снабженного наполнителем эластомера с, по меньшей мере, двумя валами, которые при рассмотрении в направлении транспортировки имеют зону заполнения, зону пластикации и зону диспергирования. При этом зона пластикации, равно как и зона диспергирования, могут содержать пластикационные диски, максимальный диаметр которых увеличивается или уменьшается в технологическом направлении.
В реферате заявки JP 20004202871 описан пластикационный шнек, который содержит между двумя участками транспортировки один пластикационный участок, пластикационные диски которого имеют непрерывно возрастающий в направлении транспортировки диаметр.
Заявка DE 199 60 917 A1 касается двухшнекового экструдера с определенными элементами шнека, в котором при хорошем дисперсивном смешивающем эффекте возникает минимально возможное диссипативное повышение температуры. В описании лишь в общем указывается на то, что червячные элементы могут иметь непрерывный угол подъема (проворачивание), или же также могут быть предусмотрены диски перемененной ширины, шаг которых бесконечен (без проворачивания) или которые расположены с угловым смещением (так называемые месильные блоки).
Задачей настоящего изобретения является создание червячного элемента первоначально названного типа, при котором обеспечивается хорошая пластификация подлежащего обработке материала при сниженной механической нагрузке на червячные элементы.
В соответствии с изобретением поставленная задача решается признаками пункта 1 формулы изобретения.
Согласно ему рассматриваемый червячный элемент выполнен и модифицирован таким образом, что, по меньшей мере, два последовательно расположенных пластикационных блока имеют различную геометрическую форму, причем ширина месильных блоков возрастает в направлении технологического процесса.
Таким образом, ширина, по меньшей мере, двух месильных блоков может быть различной. В результате этого возможно было бы влиять на зазор среза исходя из того, что происходит изменение поверхности среза. Так же как и при еще описанном ниже изменении диаметра месильного блока, это могло бы осуществляться внутри одного или нескольких следующих друг за другом червячных элементов шнека. Месильные блоки или части шнека имеют различную ширину на протяжении ширины червячного элемента. К тому же месильные блоки или частичные отрезки шнека также могли бы иметь различный диаметр на всей своей протяженности. Червячные элементы шнека могут не зависеть от количества элементов в шнеке. Тем самым переменность ширины ребер дисков может распространяться на несколько червячных элементов шнека. Таким образом, червячные элементы шнека могут быть независимыми от длины.
В общей сложности ширина месильных блоков возрастает в направлении технологического процесса. В результате этого происходило бы увеличение среза подлежащего пластификации материала в направлении технологического процесса. В качестве направления технологического процесса определяется таким образом направление блока пластификации, в котором по существу происходит транспортировка подлежащего пластификации и/или пластифицированного материала.
Последовательность переменности ширины месильных блоков не должна, однако, постоянно возрастать и может быть также частично постоянной.
В целом было установлено, что для достижения хорошей пластификации при пониженной механической нагрузке на червячный элемент шнека возможно отклонение от известной формы той же геометрической формы месильных блоков. При выборе различных геометрических форм месильных блоков, а именно различных значений ширины, обеспечивается возможность контроля инициации резки и механической нагрузки, а также оптимизации соответствующей операции.
Использование соответствующих изобретению червячных элементов шнека возможно применительно к большому количеству блоков пластификации и самым различным технологиям. Представляется возможным использование соответствующих изобретению пластикационных элементов при содержащих два и более валов, вращающихся в одинаковом или противоположных направлениях, блоках пластификации. Также возможно выполнение червячных элементов шнека одно- или многозаходными и состоящими из спиралевидных участков или интегрально выполненных или свободно соединенных между собой месильных блоков. Месильные блоки выбираются в зависимости от размера блока пластификации и конкретной технологической задачи. Соответствующее изобретению выполнение червячного элемента шнека в соответствии с этим не зависит от размера машины и диаметра элемента шнека. Кроме того, червячные элементы шнека не зависят от типа соединения вала и ступицы, а также числа заходов червячного элемента шнека. Кроме того, червячные элементы шнека могут использоваться при любом типе подлежащего пластификации материала и не зависят от соотношения Da/Di, а также направления вращения шнека.
В особо предпочтительном случае геометрическая форма месильных блоков выбирается таким образом, что может быть достигнуто непрерывное усиление резки подлежащего пластификации материала. Это могло бы создать особое преимущество, выраженное в том, что начало резки реализуется не массивно и внезапно, а может осуществляться плавно, например, с постоянным нарастанием. В механическом смысле такое выполнение было бы особенно предпочтительным, так как нагрузка на элемент прикладывается также скорее с возрастающим «набуханием» на протяжении более длинного участка, чем локально брахиально в узкоограниченной зоне.
Как уже упоминалось, диаметры, по меньшей мере, двух месильных блоков также могут быть различными. За счет этого зазор среза, который образуется между месильными блоками и корпусом экструдера, может выполняться меньшим или большим в направлении технологического процесса. При предпочтительном выполнении было бы возможно увеличение диаметров отдельных месильных блоков или участков в направлении процесса. Месильные блоки, равно как и расположенные один за другим пластикационные элементы, могли бы при этом иметь различные диаметры по всей длине.
Последовательность диаметров не должна, однако, постоянно принудительно возрастать и может также частично оставаться неизменной или уменьшаться. В зависимости от технологической задачи, однако, представляются возможными все возможные вариации диаметра. Переменность диаметра при этом может распространяться на различные червячные элементы шнека.
При возрастании диаметра месильных блоков в направлении процесса механическая нагрузка прикладывалась бы к элементу с возрастающим «набуханием» на протяжении более длинного участка. Очередность переменности диаметра пластикационных узлов не должна, однако, постоянно возрастать, а может быть также частично неизменной или уменьшающейся.
Переменность геометрической формы оказывает таким образом прямое влияние на развитие скорости среза и напряжения среза перед червячным элементом и в червячном элементе шнека, а также на развитие механической нагрузки на элементы. Далее, соотношение Da/Di месильных блоков при соответствующем изобретению червячном элементе шнека может быть неизменным или, однако, варьироваться.
В случае предпочтительного выполнения диаметр и ширина, по меньшей мере, двух месильных блоков могли бы быть различными. За счет этого была бы достигнута возможность особо большой переменности зазора среза. Выполненный таким образом червячный элемент шнека мог бы также особо удачно согласовываться с различными технологическими задачами.
В рамках особо хорошего начала резки и применительно ко взвешенной нагрузке на режущий элемент было бы возможным увеличение как диаметра, так и ширины месильных блоков в направлении процесса.
Существуют различные возможности реализации предпочтительным образом и дальнейшей модификации заявленного технического решения. Для этого следует сослаться, с одной стороны, на зависимые от п.1 пункта формулы изобретения и, с другой стороны, на последующее пояснение предпочтительных примеров выполнения соответствующего изобретению червячного элемента шнека с привлечением чертежа. В сочетании с пояснениями предпочтительных примеров выполнения соответствующего изобретению элемента шнека на основании чертежа, также в общем поясняются предпочтительные формы выполнения и модификации технического решения.
На фигурах показывают:
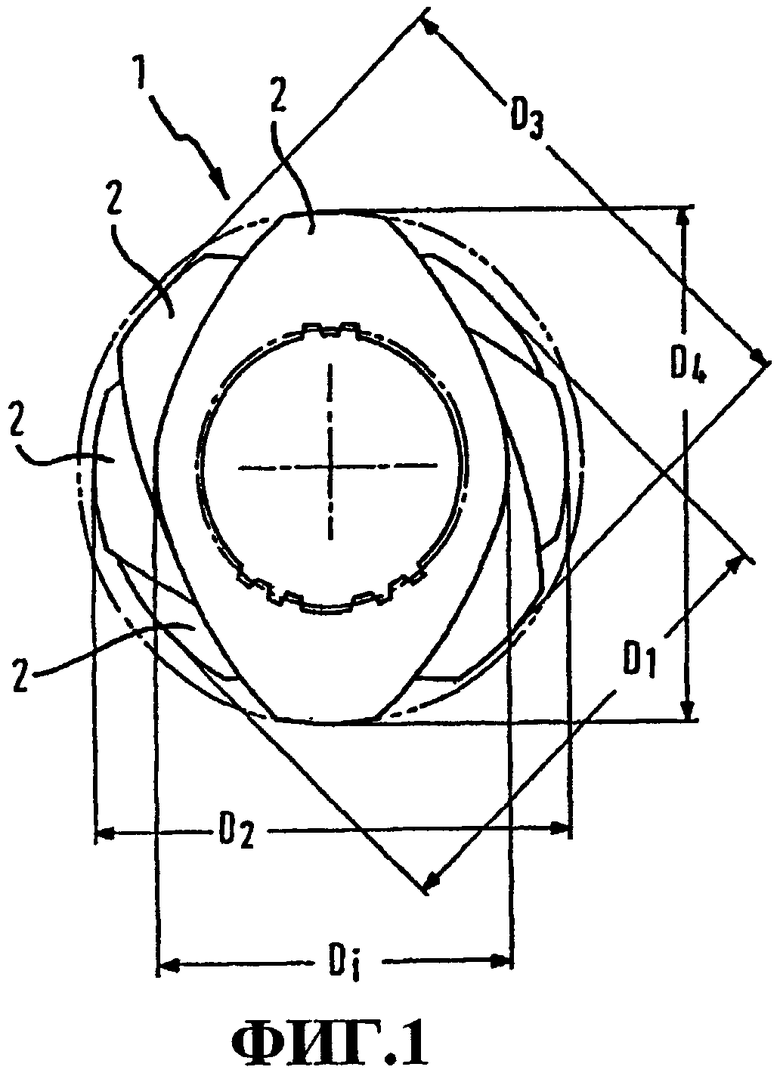
фиг.1 - в схематической горизонтальной проекции пример выполнения червячного элемента шнека с переменным диаметром;
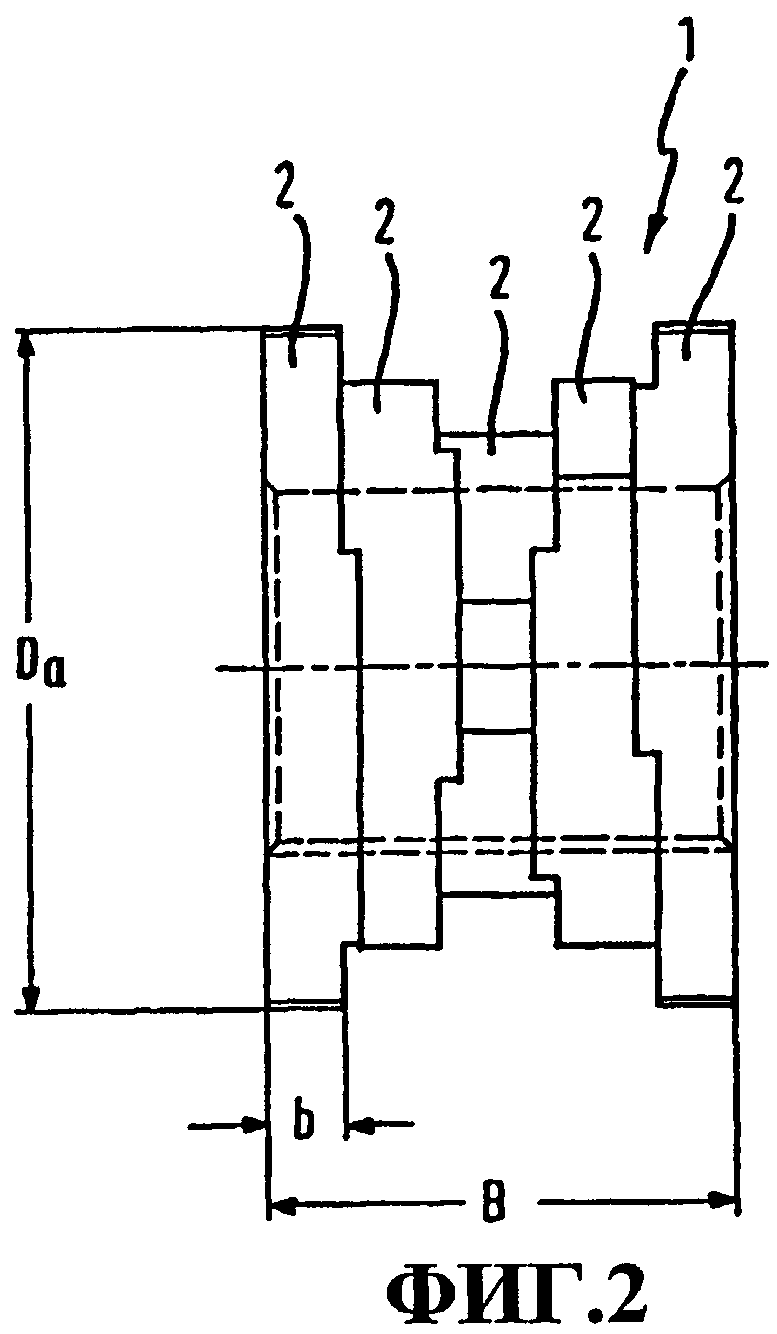
фиг.2 - в схематическом виде сбоку изображенный на фиг.1 пример выполнения червячного элемента шнека с переменным диаметром;
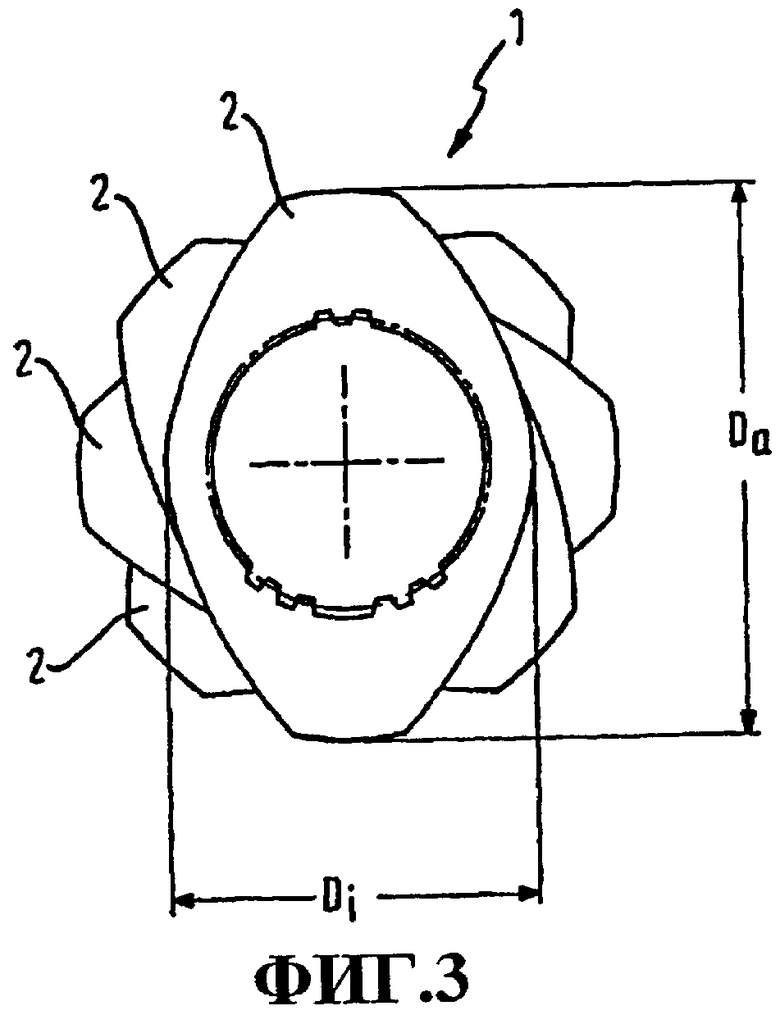
фиг.3 - в схематической горизонтальной проекции пример выполнения соответствующего изобретению червячного элемента шнека с переменной шириной месильного блока; и
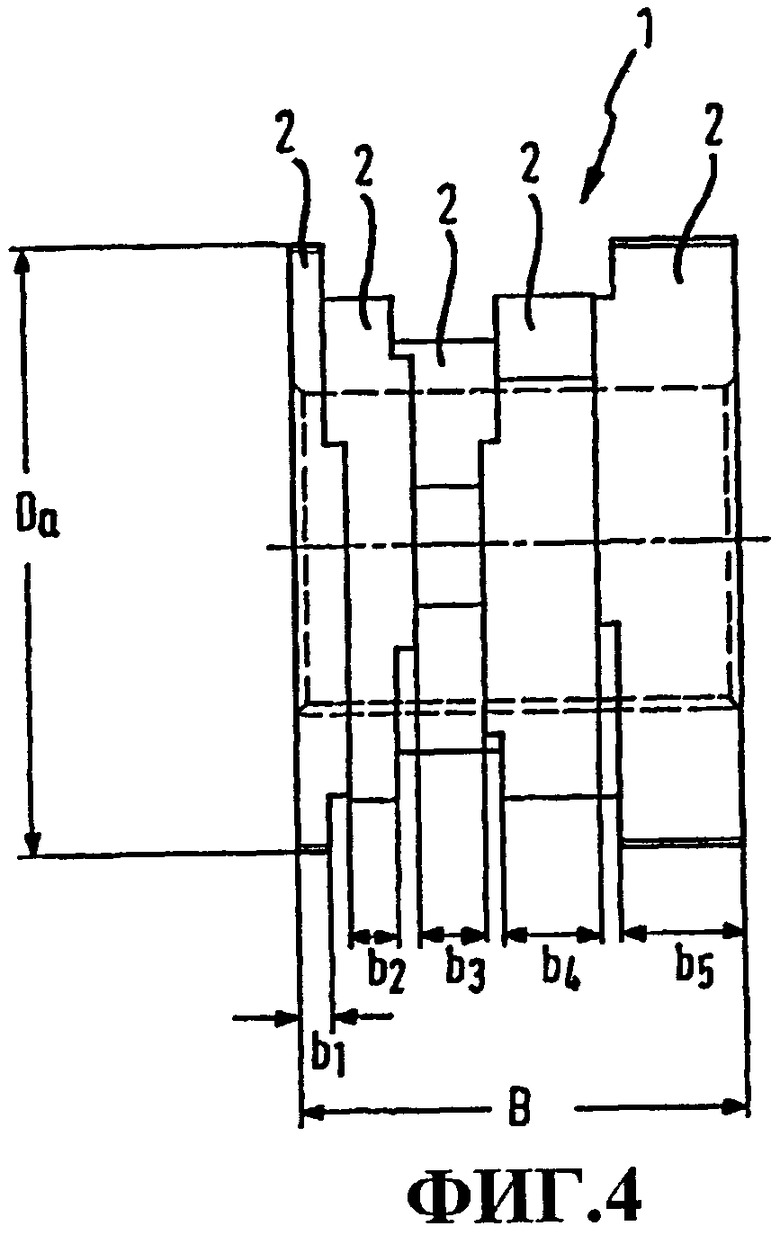
фиг.4 - в схематическом виде сбоку показанный на фиг.3 пример выполнения соответствующего изобретению червячного элемента шнека с переменной шириной месильного блока.
В случае изображенных примеров выполнения речь идет при червячном элементе шнека о пластикационном элементе 1, который используется в неизображенном узле пластификации с также неизображенным валом шнека.
Пластикационный элемент 1 составлен из месильных блоков 2, которые в случае этого примера исполнения жестко соединены между собой. Месильные блоки 2 расположены на общей оси. С этой целью месильные блоки 2 содержат зубчатую нарезку, которая может входить в зацепление с зубчатой нарезкой на валу шнека, и тем самым пластикационный элемент закреплен на валу шнека по существу без возможности проворачивания. Месильные блоки 2 имеют геометрическую форму, которая определена двумя диаметрами Di и Da, то есть диаметрами D1 или D2, D3 или D4.
При этом оба расположенных один за другим месильных блока 2 имеют различную геометрическую форму. В случае изображенного на фиг.1 пластикационного элемента происходит увеличение внешнего диаметра Da в направлении процесса. Это означает, что месильный блок 2 с наименьшим диаметром D1 в случае этого примера выполнения расположен ближе всего в направлении зоны запитывания, а пластикационный диск 2 с внешним диаметром D4 расположен дальше всех в направлении зоны выгрузки. В изображенном в данном случае примере выполнения диаметр D4 таким образом больше диаметра D3, а диаметр D3 больше диаметра D2. Диаметр D1, в свою очередь, меньше диаметра D2, то есть D1<D2<D3<D4. Внутренний диаметр Di пластикационного элемента 1 при этом остается неизменным. При конкретном выполнении представляется возможным варьирование внутреннего диаметра D1 соответственно диаметру D2 или иначе, чем внешний диаметр D2.
Фиг.2 показывает в схематической форме изображенный на фиг.1 пластикационный элемент 1. Пластикационный элемент 1 этого примера выполнения имеет общую ширину В. Месильные блоки 2 имеют в свою очередь ширину b.
Фиг.3 показывает соответствующий изобретению пластикационный элемент с переменной шириной поперечного ребра, то есть это означает, что месильные блоки 2 имеют различные значения ширины b.
В случае этого примера выполнения соотношение Da/Di диаметров является неизменным. Далее следует обратить внимание на то, что внешний диаметр Da также является неизменным. Ширина b месильных блоков 2 возрастает в направлении процесса. Тем самым повышается резка материала по ширине В пластикационного элемента 1. В случае этого конкретного примера выполнения ширина b1 месильного блока 2, который в этом пластикационном элементе 1 располагается ближе всех в направлении зоны запитывания, меньше ширины b2. Ширина b2 в свою очередь меньше ширины b3. Ширина b4 следующего месильного блока 2 в свою очередь больше ширины b3 предшествующего месильного блока 2. Далее, ширина b5 месильного блока 2, который расположен относительно этого месильного блока 2 дальше всех в направлении зоны выгрузки, больше ширины b4, то есть b1<b2<b3<b4.
В отношении дальнейших деталей во избежание повторений дается ссылка на общее описание.
В конечном итоге следует четко указать на то, что описанные выше примеры выполнения служат исключительно для пояснения заявленного технического решения, которое, однако, не ограничивается этими примерами выполнения.
Перечень ссылочных обозначений:
1 Пластикационный элемент
2 Месильный блок
DA,D1, D2, D3, D4 Внешние диаметры
Di Внутренний диаметр месильного блока
b Ширина месильного блока
В Ширина пластикационного элемента
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕСИЛЬНО-СМЕШИВАЮЩАЯ МАШИНА ДЛЯ НЕПРЕРЫВНЫХ ПОДГОТОВИТЕЛЬНЫХ ПРОЦЕССОВ, А ТАКЖЕ СПОСОБ ВЫПОЛНЕНИЯ НЕПРЕРЫВНЫХ ПОДГОТОВИТЕЛЬНЫХ ПРОЦЕССОВ С ПОМОЩЬЮ МЕСИЛЬНО-СМЕШИВАЮЩЕЙ МАШИНЫ | 2008 |
|
RU2391203C2 |
| ЭКСТРУДЕР | 2009 |
|
RU2538852C2 |
| Эструдер для повышающей вязкость обработки плавких полимеров | 2020 |
|
RU2820502C2 |
| МНОГОВАЛЬНЫЙ ЭКСТРУДЕР | 2007 |
|
RU2441754C2 |
| Экструдер для повышающей вязкость обработки плавких полимеров | 2020 |
|
RU2820291C2 |
| СМЕСИТЕЛЬНАЯ И МЕСИЛЬНАЯ МАШИНА ДЛЯ НЕПРЕРЫВНЫХ ПРОЦЕССОВ ОБРАБОТКИ, А ТАКЖЕ СПОСОБ ОСУЩЕСТВЛЕНИЯ НЕПРЕРЫВНЫХ ПРОЦЕССОВ ОБРАБОТКИ С ПОМОЩЬЮ СМЕСИТЕЛЬНОЙ И МЕСИЛЬНОЙ МАШИНЫ | 2010 |
|
RU2450853C2 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2129098C1 |
| ШНЕК ЭКСТРУДЕРА | 2005 |
|
RU2354553C2 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
Пластикационный элемент предназначен для использования в узле пластификации с одним валом шнека, с по меньшей мере двумя месильными блоками. Месильные блоки расположены на общей оси, например валу шнека. Причем ширина месильных блоков в целом возрастает в направлении технологического процесса. При этом ширина последовательно расположенных месильных блоков может быть частично одинаковой. Изобретение обеспечивает контролируемый ввод усилия сдвига и снижение механической нагрузки на пластикационный элемент. 2 з.п. ф-лы, 4 ил.
1. Пластикационный элемент (1) для использования в узле пластификации с одним валом шнека с, по меньшей мере, двумя месильными блока (2), причем месильные блоки (2) расположены на общей оси, например, валу шнека, отличающийся тем, что ширина (b) месильных блоков (2) в целом возрастает в направлении технологического процесса, причем ширина последовательно расположенных месильных блоков (2) может быть частично одинаковой.
2. Пластикационный элемент по п.1, отличающийся тем, что диаметр (D1, D2, D3, D4), no меньшей мере, двух месильных узлов (2) является различным.
3. Пластикационный элемент по п.2, отличающийся тем, что диаметр (D1, D2, D3, D4) месильных блоков (2) увеличивается в направлении технологического процесса.
| US 5728337 А, 17.03.1998 | |||
| Смешивающе-месильная установка непрерывного действия для пластифицируемых масс | 1983 |
|
SU1279522A3 |
| JP 2004202871 А, 22.07.2004 | |||
| ЖЕСТЯНАЯ ЗАСТЕЖКА ИЛИ СКРЕПКА ДЛЯ СОЕДИНЕНИЯ ПАРНЫХ ПРУТЬЕВ | 1933 |
|
SU35993A1 |

