Изобретение относится к смесительной и месильной машине для непрерывных процессов обработки, содержащей вращающийся в корпусе и одновременно совершающий поступательное движение шнековый вал, согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к способу осуществления непрерывных процессов обработки с помощью смесительной и месильной машины по любому из п.п.12-15 формулы изобретения.
Смесительные и месильные машины рассматриваемого здесь вида используются, в частности, для обработки сыпучих (порошки, гранулят, хлопья и т.п.), пластичных и/или пастообразных масс.
Рабочий орган смесительной и месильной машины выполнен обычно в виде так называемого шнекового вала, который транспортирует вперед подлежащий обработке материал в осевом направлении.
В обычных смесительных и месильных машинах рабочий орган выполняет лишь вращательное движение. Однако наряду с этим известны также смесительные и месильные машины, в которых рабочий орган вращается и одновременно совершает поступательное движение. При этом ход движения рабочего органа характеризуется, в частности, тем, что основной вал выполняет наложенное на вращение синусное движение. Этот ход движения обеспечивает возможность расположения на стороне корпуса насадок, так называемых месильных пальцев или месильных зубьев. Для этого изогнутая лопасть шнека шнекового вала прервана, так что образуются отдельные месильные, соответственно, шнековые лопасти. Расположенные на основном валу шнековые лопасти и расположенные на стороне корпуса насадки входят в зацепление друг с другом и обеспечивают тем самым желаемые функции резания, смешивания и разминания. Такие смесительные и месильные машины указанного последним вида известны специалистам, в частности, под названием Buss Ko-Kneter®.
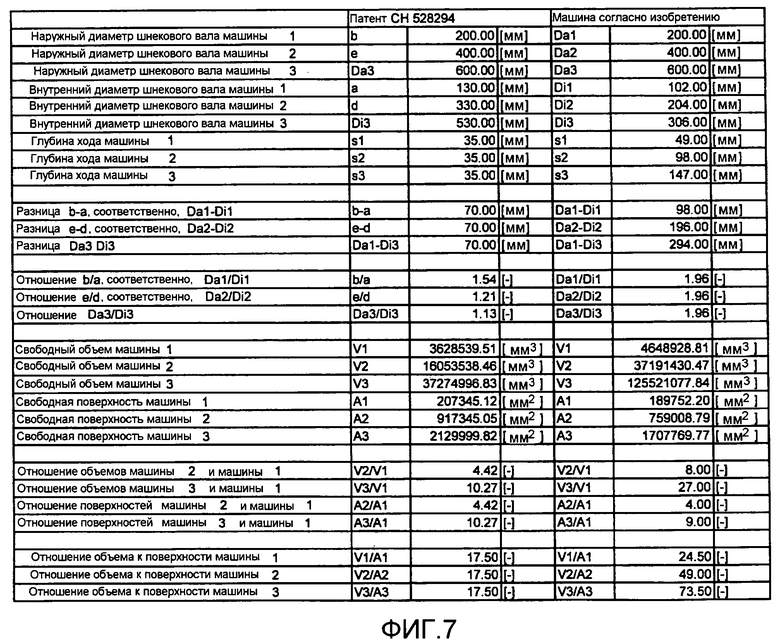
В СН 528294 приведено описание машины Buss Ko-Kneter®. Она имеет корпус, в котором установлен полый вал с возможностью вращения и одновременно возвратно-поступательного движения. Вал снабжен четырьмя шнековыми лопастями или кратному четырем числом шнековых лопастей, при этом шнековые лопасти взаимодействуют с расположенными на внутренней стенке месильными зубьями. В первом примере выполнения внутренний диаметр корпуса составляет 200 мм, в то время как во втором примере выполнения 400 мм и в третьем примере выполнения 600 мм. Таким образом, наружный диаметр вала составляет в первом примере почти 200 мм, во втором примере почти 400 мм и в третьем примере почти 600 мм. Эффективная длина машины для всех диаметров корпуса указана равной 1390 мм, что соответствует отношению Pl/Da длины Pl обрабатывающего пространства к наружному диаметру шнекового вала, равному примерно 2,3-7. Разница между диаметром корпуса и диаметром сердечника вала составляет при всех габаритных размерах 70 мм. Отношение Da/Di наружного диаметра Da шнекового вала к внутреннему диаметру Di шнекового вала составляет тем самым между 1,13 и 1,54. Количество осевых движений шнекового вала выбирается пропорционально диаметру корпуса, в то время как скорость вращения вала обратно пропорциональна диаметру корпуса. При диаметре корпуса 400 мм шнековый вал совершает два осевых движения в течение одного оборота, в то время как при диаметре корпуса 600 мм - три осевых движения в течение одного оборота. Геометрические размеры сердечника (a, b, соответственно, d, е) выбраны в этой машине так, что при различных конструктивных размерах всегда получается одинаковая глубина хода s=(b-a)/2=(e-d)/2. Это приводит к тому, что для поверхности и объема отдельных конструктивных размеров получаются одинаковые числа отношений. Это означает, что увеличение масштаба, соответственно уменьшение масштаба, всегда должно реализовываться с помощью имеющейся в распоряжении поверхности. Таким образом, эти машины пригодны лишь для способов и процессов, которые заданы исключительно поверхностными процессами (например, теплообмен). Дополнительно к этому, с помощью выполненной так машины можно обрабатывать лишь относительно небольшое количество материала в единицу времени, поскольку можно пересчитывать вверх или вниз максимально через квадратное отношение наружного диаметра шнека.
Исходя из указанного уровня техники, желательно создание способа и машины, которые обеспечивают возможность эксплуатации способа и связанных с ним процессов увеличения масштаба и уменьшения масштаба максимально близко к объемным процессам. Это приводит к тому, что геометрические соотношения должны быть выбраны так, что, при выборе указанных выше обозначений, по меньшей мере, отношения b/a и e/d, предпочтительно также все другие величины внутри одного конструктивного ряда имеют примерно одинаковые значения. Таким образом, можно увеличивать масштаб и уменьшать масштаб в соответствии с третьей степенью наружного диаметра шнека.
Для определенных областей применения, таких как, например, подготовка анодной массы для изготовления электродов-анодов для алюминиевой промышленности, желательно увеличивать производительность машины без существенного увеличения машины, поскольку увеличение машины, наряду с повышением стоимости, связано также с другими недостатками: например, не предпочтительное увеличение механических сил (статических, динамических), различное тепловое расширение шнекового вала и корпуса, и неблагоприятное изменение отношения поверхности к объему. Поскольку при получении алюминия с помощью электролиза соответствующий анод из-за возникающего в процессе кислорода обгорает, то анод приходится постоянно заменять. Получение алюминия обычно осуществляется с помощью электролиза расплавленных сред из оксида алюминия посредством способа с использованием криолито-глиноземного расплава. Для этого оксид алюминия для понижения температуры плавления растворяют в криолитовом расплаве. В настоящее время годовая потребность в электродной массе в алюминиевой промышленности во всем мире оценивается в примерно 13 миллионов тонн в год.
Известны смесительные и месильные машины для обработки электродной массы, в которых диаметр шнека составляет до 700 мм. Соответствующий расход материала при изготовлении электродной массы, которая подготавливается по существу из кокса и пека, составляет при наибольших диаметрах вала до 55000 кг/час. В зависимости от размера смесительной и месильной машины валы шнека работают в известных машинах со скоростью вращения между 20 и 60 об/мин.
Поэтому в основу изобретения положена задача модификации смесительной и месильной машины согласно ограничительной части пункта 1 формулы изобретения так, что ее пропускную способность при заданном размере можно длительно увеличивать, при этом машина должна быть пригодна, в частности, для подготовки анодных масс.
Эта задача решена с помощью смесительной и месильной машины, которая имеет признаки отличительной части пункта 1 формулы изобретения.
За счет того, что шнековый вал смесительной и месильной машины имеет между четырьмя и шестью группами радиально равномерно распределенных по окружности шнековых лопастей, и каждая группа состоит из нескольких расположенных друг за другом в осевом направлении шнековых лопастей, и отношение Pl/Da длины Pl обрабатывающего пространства к наружному диаметру Da шнекового вала лежит между 8 и 12, можно увеличивать пропускную способность смесительной и месильной машины при заданном размере. В частности, можно повышать качество распределения, смешивания и гомогенизации по сравнению с обычными, снабженными максимально тремя шнековыми лопастями машинами, без увеличения самой машины. Испытания показали, что пропускная способность может быть повышена по сравнению с обычными машинами на 50%, так что с помощью смесительной и месильной машины, которая имеет наружный диаметр (Da) шнекового вала порядка 700-800 мм и длину (Pl) технологического пространства порядка 8-12 Pl/Da, можно обрабатывать до 100 тонн анодной массы в час.
Предпочтительные модификации смесительной и месильной машины указаны в зависимых пунктах 2-11 формулы изобретения.
Другая задача изобретения состоит в создании способа для осуществления непрерывных процессов обработки с помощью смесительной и месильной машины по пункту 1 формулы изобретения, с помощью которого можно повышать пропускную способность материала в единицу времени.
Для решения этой задачи предлагается, согласно отличительной части пункта 12 формулы изобретения, работать со скоростью вращения между 30 и 80 об/мин снабженного, по меньшей мере, четырьмя группами шнековых лопастей шнекового вала, при этом наружный диаметр Da шнекового вала предпочтительно составляет между 400 и 800 мм. Предпочтительные модификации способа указаны в пунктах 13-15 формулы изобретения.
Ниже приведено более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых изображено:
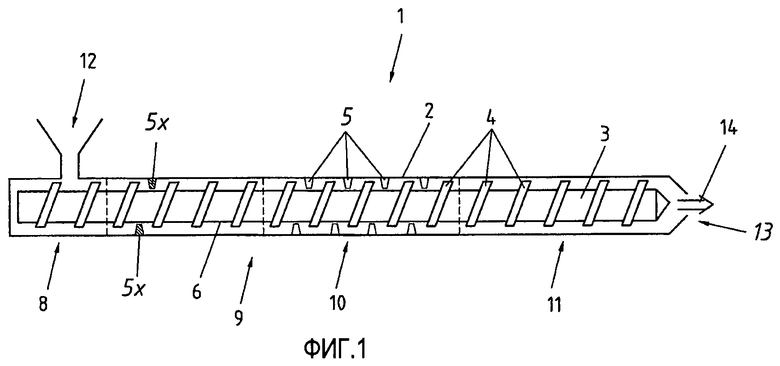
фиг.1 - продольный разрез схематично показанной смесительной и месильной машины;
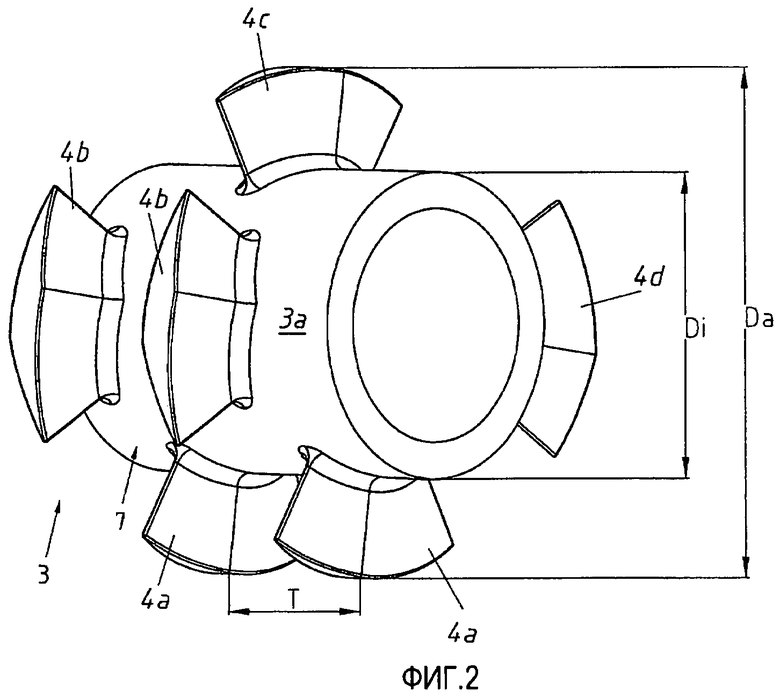
фиг.2 - геометрическая конструкция участка выполненного в соответствии с изобретением шнекового вала;
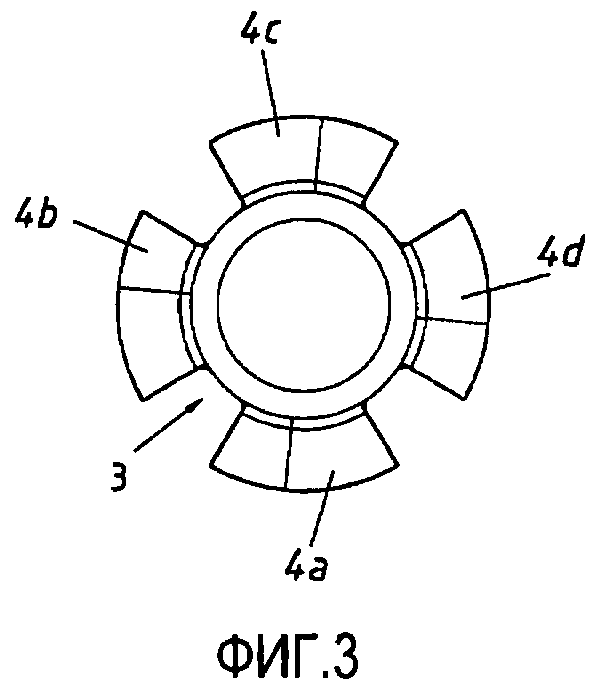
фиг.3 - шнековый вал на виде с передней стороны;
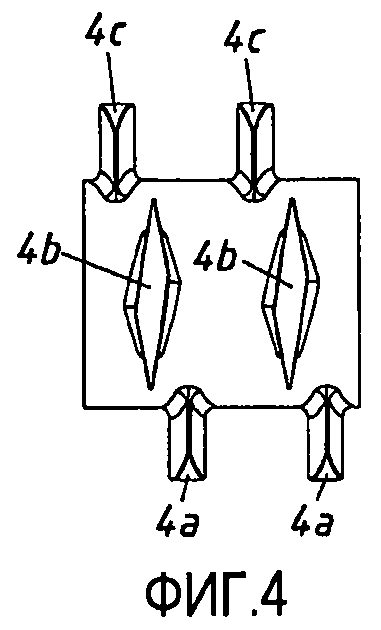
фиг.4 - шнековый вал, на виде сбоку;
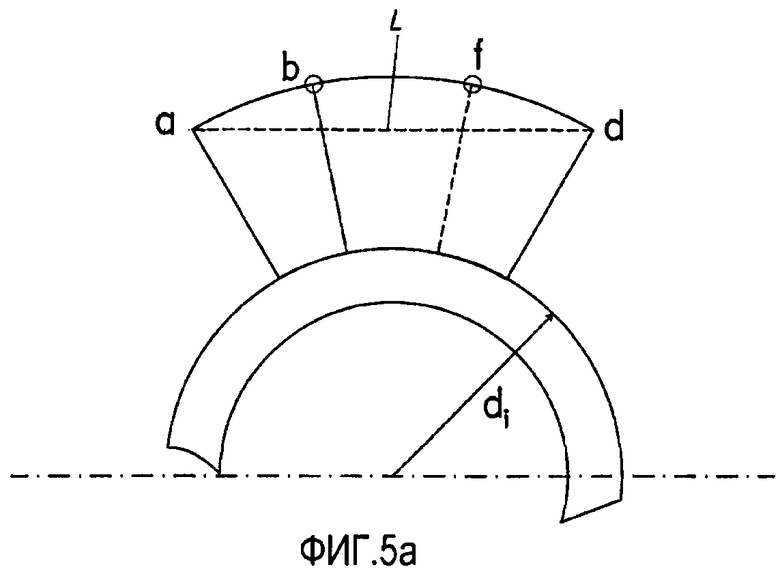
фиг.5а - шнековая лопасть, на виде сбоку;
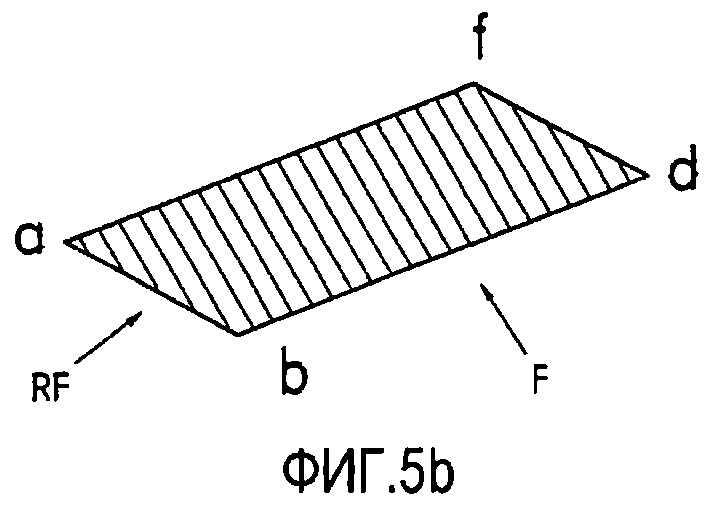
фиг.5b - поперечный разрез шнековой лопасти;
фиг.6 - схематичное представление относительного движения между месильным пальцем и шнековыми лопастями; и
фиг.7 - сравнительная таблица.
На фиг.1 схематично показана в продольном разрезе смесительная и месильная машина 1. Смесительная и месильная машина 1 имеет заключенный в корпус 2 рабочий орган в виде шнекового вала 3, который снабжен несколькими проходящими спирально-шнековыми лопастями 4. Шнековые лопасти 4 шнекового вала 3 прерваны в окружном направлении с образованием осевых проходных отверстий для расположенных на корпусе 2 месильных пальцев или месильных зубьев 5. За счет этого шнековый вал 3 может наряду с собственно вращением выполнять также осевое, т.е. поступательное движение. Между внутренней стороной корпуса 2 и шнековым валом 3 образовано собственно обрабатывающее (технологическое) пространство 6, которое обычно содержит несколько расположенных в осевом направлении друг за другом технологических зон 9-11. В данном примере смесительная и месильная машина 1 имеет в качестве примера питающую зону 8, зону 9 плавления, зону 10 размешивания и диспергирования, а также зону 11 удаления газа. Со стороны входа смесительная и месильная машина 1 снабжена подающей воронкой 12, в то время как на стороне выхода предусмотрено выходное отверстие 13, через которое подготовленный материал может выходить в направлении стрелки 14. Принципиальная конструкция такой смесительной и месильной машины известна, например, из СН 278575. Хотя в показанном примере месильные пальцы или месильные зубья 5 показаны лишь в зоне 10 размешивания и диспергирования, месильные пальцы или месильные зубья 5 могут быть при необходимости расположены, естественно, также в других зонах.
Для впрыскивания одного или нескольких жидких компонентов в одном или нескольких местах в обрабатывающее пространство 6 предусмотрены месильные пальцы или месильные зубья 5х, которые снабжены отверстием для впрыска жидкого компонента. В случае обработки электродной массы через такие месильные пальцы или месильные зубья 5х подается пек в жидком или ожиженном виде.
На фиг.2 показана геометрическая конструкция участка - модуля, выполненного в соответствии с изобретением шнекового вала 3 в изометрической проекции. В смесительной и месильной машине 1 расположено несколько таких модулей друг за другом с образованием собственно шнекового вала. Шнековый вал 3 предусмотрен для использования в смесительной и месильной машине 1, которая выполнена в виде так называемого одношнекового экструдера, при этом шнековый вал 3 выполнен в виде вращающегося и одновременно совершающего поступательное движение рабочего органа, как это предусмотрено, например, в упомянутой выше машине Buss Ko-Kneter®. Модуль 3а шнекового вала снабжен в целом четырьмя шнековыми лопастями 4а-4d, которые распределены радиально равномерно по окружности. Каждая группа состоит из нескольких расположенных друг за другом в осевом направлении шнековых лопастей 4а-4d, даже когда в одном случае изображено лишь единственная шнековая лопасть 4с. Однако когда несколько модулей включены друг за другом, то каждая группа содержит несколько расположенных друг за другом в осевом направлении шнековых лопастей.
Как в осевом направлении, так и в радиальном направлении между шнековыми лопастями 4а-4d остается соответствующее проходное отверстие, в которое могут проходить расположенные на корпусе месильные пальцы или месильные зубья (не изображены). Внутренний диаметр шнекового вала 3 обозначен как Di, в то время как наружный диаметр шнекового вала 3 обозначен как Da. Внутренний диаметр Di определяется наружной боковой поверхностью шнекового вала 3, в то время как наружный диаметр Da определяется диаметральным расстоянием между самыми верхними точками лежащих диаметрально противоположно друг другу, однако смещенных в осевом направлении месильных лопастей 4а, 4с. Шаг, т.е. среднее расстояние между двумя следующими друг за другом в осевом направлении шнековыми лопастями 4а-4а обозначен позицией Т. Ход, т.е. путь, который шнековый вал 3 проходит в осевом направлении, обозначен позицией Н.
На фиг.3, на которой показан шнековый вал 3 на виде с торцевой стороны, можно видеть, что четыре шнековые лопасти 4а-4d радиально равномерно распределены по окружности шнекового вала 3.
На фиг.4 шнековый вал 3 показан на виде сбоку. Можно видеть, что каждая группа шнековых лопастей состоит из нескольких расположенных в осевом направлении друг за другом шнековых лопастей 4а-4а, 4b-4b, 4c-4c. Понятно, что весь состоящий из нескольких модулей шнековый вал имеет не только две расположенные в осевом направлении друг за другом шнековые лопасти, а несколько пар.
На фиг.5а показана на виде сбоку шнековая лопасть 4с, в то время как на фиг.5b показан поперечный разрез шнековой лопасти 4с по линии L на фиг.5а. Четыре кромки шнековой лопасти 4с обозначены позициями a, b, c и d. Хотя шнековая лопасть 4с при рассматривании в поперечном сечении выполнена по существу в форме параллелограмма, вся шнековая лопасть, соответственно, ее боковая поверхность имеет сложную форму, при этом предпочтительно, по меньшей мере, основные поверхности выполнены в виде свободных фасонных поверхностей. Преимущество таких свободных фасонных поверхностей поясняется более подробно ниже.
В показанном примере шнековая лопасть 4с вращается при работе по часовой стрелке. Таким образом, поверхность между кромками b и d соответствует так называемой транспортировочной боковой поверхности F, в то время как поверхность между кромками а и b соответствует так называемой задней транспортировочной поверхности RF. Поэтому подъем транспортировочной боковой поверхности F обозначен как участок-bd, в то время как подъем задней транспортировочной боковой поверхности обозначен как участок-ab. Согласно изобретению, отношение Da/участок-bd наружного диаметра Da к подъему транспортировочной боковой поверхности находится между 1,5 и 4,0. За счет этого обеспечивается транспортировка, разрезание заданным образом подлежащего обработки продукта и реализация смесительных процессов с помощью целенаправленных разделений потока. Отношение Da/участок-ab наружного диаметра Da к подъему задней транспортировочной боковой поверхности лежит между 1,0 и 4,0. За счет этого отношения обеспечивается выполнение относительного движения продукта всегда в транспортировочном направлении.
Как указывалось выше, боковые основные поверхности шнековых лопастей 4а-4d предпочтительно выполнены в виде свободных фасонных поверхностей. Предпочтительно, основные поверхности месильных пальцев или месильных зубьев (не изображены) также выполнены в виде свободных фасонных поверхностей. Свободная фасонная поверхность является поверхностью, трехмерная геометрия которой ни в одной точке не имеет естественной начальной точки. За счет того, что основные поверхности шнековых лопастей 4а-4d и/или месильных пальцев или месильных зубьев выполнены, по меньшей мере, частично в виде свободных фасонных поверхностей, обеспечиваются предпочтительные возможности оказания влияния относительно статической, а также динамической геометрии шнекового вала, например, относительно остающегося между шнековой лопастью и соответствующим месильным пальцем или месильным зубом зазора. В частности, можно практически произвольно изменять величину и прохождение этого зазора, при этом одновременно учитывается накладываемое на вращательное движение осевое движение шнекового вала. За счет этого можно в конечном итоге обеспечивать оптимальный механический ввод энергии и/или изменение создаваемых в обрабатывающем пространстве и воздействующих на подлежащий обработке продукт полей разрезания и растягивания потока.
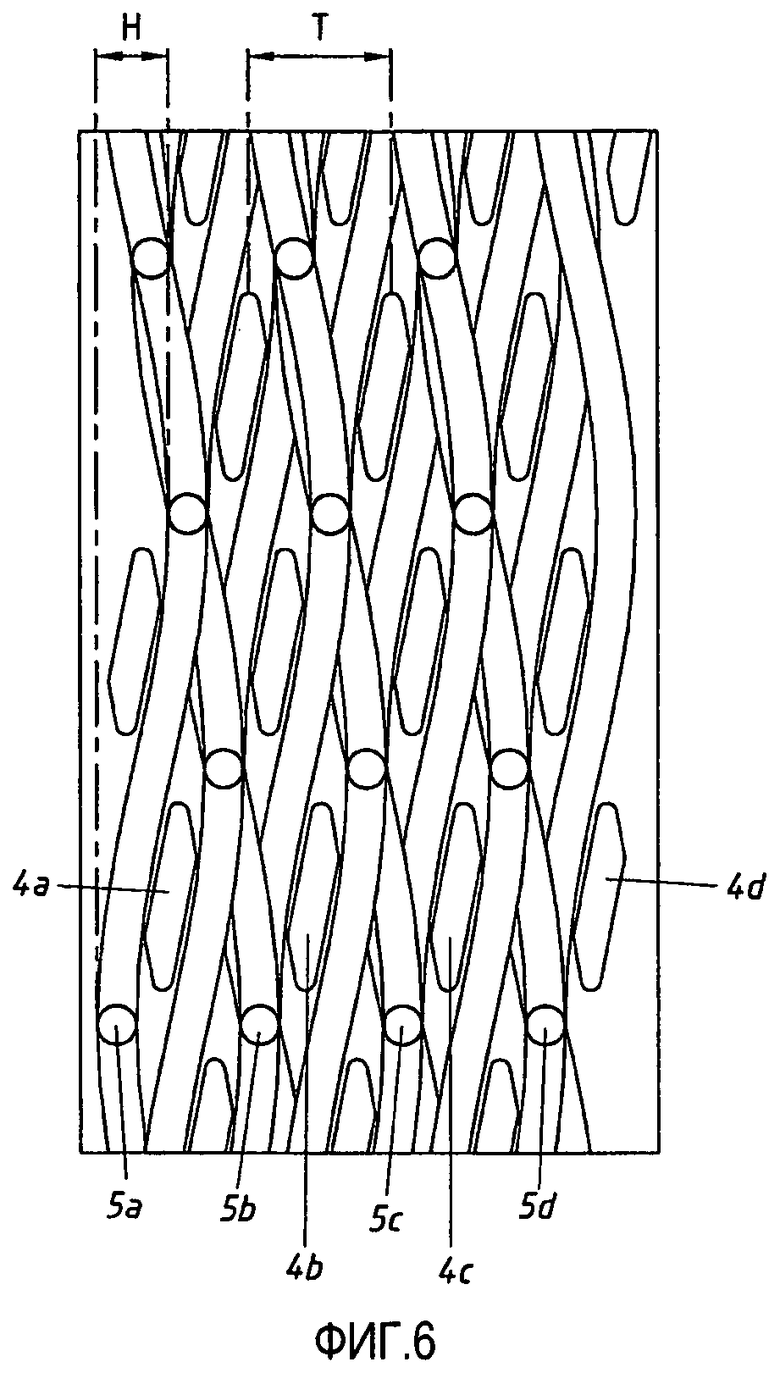
На фиг.6 упрощенно показан ход движения поступательно движущегося шнекового вала, при этом внутренняя сторона корпуса, соответственно, боковая поверхность рабочего пространства показана в развернутом виде и изображены лишь отдельные шнековые лопасти 4а, 4b, 4c, 4d. Месильные пальцы 5a, 5b, 5c, 5d показаны упрощенно в виде круглых элементов. На основании этой фигуры можно видеть относительное движение между соответствующей шнековой лопастью и граничащими с ней месильными пальцами 5a, 5b, 5c, 5d. Для лучшей наглядности ход движения показан в кинематической инверсии, т.е. шнековые лопасти 4а, 4b, 4c, 4d принимаются как стоящие неподвижно, в то время как месильные пальцы 5a, 5b, 5c, 5d движутся по синусоидальной траектории, которая образуется за счет вращательного движения шнекового вала и наложенного поступательного движения. Шаг Т также изображен. Он соответствует расстоянию между двумя соседними в осевом направлении месильными пальцами 5, соответственно, шнековыми лопастями 4с, 4f. Ход Н шнекового вала также обозначен.
Наряду с условием, что шнековый вал имеет, по меньшей мере, четыре группы радиально равномерно распределенных по окружности шнековых лопастей, в выполненном в соответствии с изобретением шнековом валу 3 обеспечиваются следующие соотношения:
- наружный диаметр Da шнекового вала лежит между 400 и 800 мм;
- скорость вращения шнекового вала составляет между 30 и 80 об/мин;
- отношение Da/участка-bd наружного диаметра шнекового вала к подъему транспортировочной боковой поверхности F составляет между 1,5 и 4,0;
- отношение Da/участка-ab наружного диаметра шнекового вала к подъему задней транспортировочной боковой поверхности RF составляет между 1,0 и 4,0;
- отдельные элементы машины согласованы с рабочими параметрами так, что среднее время нахождения обоих компонентов - кокс и пек - в обрабатывающем пространстве машины предпочтительно составляет между 60 и 150 секунд;
- отношение Pl/Da длины Pl обрабатывающего пространства к наружному диаметру Da шнекового вала составляет между 8 и 12;
- в обрабатывающем пространстве установлена температура между 180 и 220°С.
Снабженная таким шнековым валом машина особенно пригодна для получения анодной массы, которая подготавливается по существу из углерода, предпочтительно в виде кокса, а также пека. Как указывалось выше, пек подмешивается в жидком виде, при этом необходимо учитывать, что жидкий пек может проникать в поры кокса. Поскольку пек проникает в поры кокса, в частности, за счет диффузии, то, с одной стороны, температура в обрабатывающем пространстве должна лежать внутри заданного диапазона от 180 до 220°С и, с другой стороны, оба компонента должны совместно оставаться в обрабатывающем пространстве в течение среднего времени нахождения между 60 и 150 секунд.
По сравнению с обычными машинами может быть повышена пропускная способность. Так, с помощью выполненных в соответствии с изобретением машин можно изготавливать при наружном диаметре Da шнекового вала около 600 мм до 60 т электродной массы в час.
Предпочтительно, машина имеет следующие характеристики:
- отношение Da/Di между наружным диаметром Da шнекового вала и внутренним диаметром Di шнекового вала лежит между 1,5 и 2,0;
- отношение Da/H между наружным диаметром Da шнекового вала и ходом H составляет между 4 и 6;
- отношение Т/Н между шагом Т и ходом Н составляет между 1,2 и 2,5.
На фиг.7 показана сравнительная таблица, из которой следует сравнение раскрытой в СН 528294 машины с выполненной в соответствии с изобретением смесительной и месильной машиной. При этом некоторые параметры, такие как, например, наружный диаметр Da1, выбраны так, что возможно сравнение между обеими машинами, даже когда Da1, равный 200 мм, лежит в машине, согласно изобретению, вне заявленного диапазона. В таблице сведены типичные величины. Понятно, что указанные величины могут изменяться в рамках указанных в формуле изобретения и/или описания диапазонов.
Изобретение относится к смесителям для непрерывных процессов обработки и может использоваться для обработки сыпучих, пластичных и/или пастообразных масс, в частности для подготовки анодной массы при изготовлении электродов-анодов - для алюминиевой промышленности. Машина для непрерывных процессов обработки имеет вращающийся в корпусе и одновременно совершающий поступательное движение в осевом направлении шнековый вал. Для повышения коэффициента полезного действия машины относительно пропускной способности материала за единицу времени шнековый вал имеет между четырьмя и шестью группами радиально равномерно распределенных по окружности шнековых лопастей, и при этом каждая группа состоит из нескольких расположенных друг за другом в осевом направлении шнековых лопастей. Технический результат состоит в возможности увеличения пропускной способности при заданном размере машины. 2 н. и 13 з.п. ф-лы, 7 ил.
1. Смесительная и месильная машина (1) для непрерывных процессов обработки, содержащая вращающийся в корпусе (2) и одновременно совершающий поступательное движение в осевом направлении шнековый вал (3), при этом шнековый вал (3) выполняет один ход движения на один оборот, отличающаяся тем, что шнековый вал (3) имеет между четырьмя и шестью группами радиально равномерно распределенных по окружности шнековых лопастей (4а, 4b, 4c, 4d), и каждая группа состоит из нескольких расположенных друг за другом в осевом направлении шнековых лопастей, при этом отношение Pl/Da длины (Pl) обрабатывающего пространства к наружному диаметру (Da) шнекового вала лежит между 8 и 12.
2. Смесительная и месильная машина (1) по п.1, отличающаяся тем, что наружный диаметр (Da) шнекового вала составляет между 400 и 800 мм, и отношение Da/Di наружного диаметра (Da) шнекового вала к внутреннему диаметру (Di) шнекового вала лежит между 1,5 и 2,0.
3. Смесительная и месильная машина (1) по п.1 или 2, отличающаяся тем, что смесительная и месильная машина (1) имеет несколько следующих друг за другом в транспортировочном направлении, образующих обрабатывающее пространство (6) зон (8, 9, 10, 11), при этом скорость вращения шнекового вала (3), а также подъем шнековых лопастей (4а, 4b, 4c, 4d) согласованы с длиной обрабатывающего пространства (6) так, что подлежащие обработке продукты находятся в обрабатывающем пространстве (6) между 60 и 150 с.
4. Смесительная и месильная машина (1) по п.1, отличающаяся тем, что скорость вращения шнекового вала (3) составляет между 30 и 80 об/мин.
5. Смесительная и месильная машина (1) по п.1, отличающаяся тем, что отношение Da/участок-bd наружного диаметра (Da) шнекового вала к подъему транспортировочной боковой поверхности (F) составляет между 1,5 и 4,0.
6. Смесительная и месильная машина (1) по п.1, отличающаяся тем, что отношение Da/участок-ab наружного диаметра (Da) шнекового вала к подъему задней транспортировочной боковой поверхности (RF) составляет между 1,0 и 4,0.
7. Смесительная и месильная машина (1) по п.2, отличающаяся тем, что обрабатывающее пространство (6) образовано с помощью, по меньшей мере, одной питающей зоны (8), одной переходной зоны, а также одной зоны (10) размешивания и гомогенизации, и смесительная и месильная машина (1) снабжена выступающими в обрабатывающее пространство (6) месильными пальцами (5, 5х) или месильными зубьями.
8. Смесительная и месильная машина (1) по п.2, отличающаяся тем, что обрабатывающее пространство (6) образовано с помощью, по меньшей мере, одной питающей зоны (8), одной зоны плавления, одной зоны (10) размешивания и диспергирования, а также одной зоны (11) удаления газа.
9. Смесительная и месильная машина (1) по п.7 или 8, отличающаяся тем, что, по меньшей мере, один месильный палец (5х) или месильный зуб снабжен отверстием для впрыска жидкого компонента.
10. Смесительная и месильная машина (1) по п.7, отличающаяся тем, что основные поверхности шнековых лопастей (4а, 4b, 4c, 4d) и/или месильных пальцев или месильных зубьев выполнены, по меньшей мере, частично в виде свободных фасонных поверхностей.
11. Смесительная и месильная машина (1) по п.1, отличающаяся тем, что отношение Da/Di наружного диаметра (Da) шнекового вала к внутреннему диаметру (Di) шнекового вала лежит между 1,5 и 2,0, что отношение Da/H наружного диаметра (Da) шнекового вала к ходу (Н) составляет между 4 и 6, и что отношение Т/Н шага (Т) к ходу (Н) составляет между 1,2 и 2,5.
12. Способ осуществления непрерывных процессов обработки с помощью выполненной по п.1 смесительной и месильной машины (1), отличающийся тем, что шнековый вал (3) приводят со скоростью вращения между 30 и 80 об/мин с целью подготовки пластичных и/или пастообразных масс, при этом машину (1) эксплуатируют так, что продукты остаются в обрабатывающем пространстве между 60 и 150 с.
13. Способ по п.12, при этом смесительная и месильная машина предназначена для подготовки анодных масс для электродов и имеет снабженное, по меньшей мере, одной зоной размешивания и гомогенизации обрабатывающее пространство (6), отличающийся тем, что в обрабатывающем пространстве (6) устанавливают температуру между 180 и 220°С.
14. Способ по п.13, при этом обрабатывающее пространство (6) наряду с зоной (10) размешивания и гомогенизации имеет питающую зону (8) и/или переходную зону, отличающийся тем, что в питающую зону (8) и/или в переходную зону подают, по меньшей мере, один компонент в жидком виде.
15. Способ по п.14, отличающийся тем, что в качестве жидкого компонента подают пек.
| Масса для изготовления теплоизоляционного изделия | 1973 |
|
SU528294A1 |
| Прибор для демонстрирования уменьшения давления жидкости на дно в случае перемещения ее вдоль дна | 1934 |
|
SU55639A1 |
| Шнековый растворитель | 1985 |
|
SU1489815A1 |
| Шнековый реактор-смеситель | 1981 |
|
SU1082480A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 3219320 A, 23.11.1965 | |||
| ПЛАТА ДЛЯ ПЕЧАТНЫХ СХЕМ | 0 |
|
SU278575A1 |

