Изобретение относится к области машиностроения, а точнее - к способам ионной обработки поверхности деталей из конструкционной стали 30ХГСН2А.
Известен способ имплантации поверхности деталей ионами металлов и газов для модификации поверхности и ее упрочнения (Поляк М.С. Технология упрочнения, Москва, Машиностроение, 1995, т.1, с.353-354).
Недостатком описанного способа является ограниченное увеличение износостойкости обработанной поверхности деталей.
Наиболее близким по технической сущности к заявляемому способу является способ ионной имплантации ионами меди деталей в виде болтов из конструкционной стали 30ХГСН2А, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди с дозой (1…5)•107 ион/см (Овчинников В.В., Козлов Д.А., Якутина С.В. Исследование свойств поверхности стали 30ХГСН2А после имплантации ионами меди. / Машиностроение и инженерное образование. 2009. №2. С.7-13).
Недостатком описанного способа является ограниченное увеличение износостойкости обработанной поверхности деталей. Увеличение дозы имплантирования ионов меди приводит к росту длительности обработки при постоянстве значения усталости обработанной стали и появлению задиров на имплантированной поверхности при испытаниях на износостойкость.
Существенный недостаток прототипа заключается также в том, что он не позволяет предотвратить выделение в структуре обработанной стали фаз, способствующих выкрашиванию материала в условиях эксплуатации в условиях трения скольжения.
Предлагаемый способ ионной имплантации конструкционной стали 30ХГСН2А ионами меди обеспечивает повышение износостойкости имплантированных деталей при эксплуатации при комнатной температуре.
Технический результат, на достижение которого направлен заявляемый способ, обеспечивается тем, что перед имплантацией поверхности ионами меди проводят имплантацию ионами железа с дозой (0,2…0,5)·D, где D - доза имплантирования ионами меди.
Заявляемый способ включает в себя следующую последовательность операций:
- облучение обрабатываемой поверхности детали ионами железа с дозой имплантирования (0,2…0,5)·D, где D - доза имплантирования ионами меди;
- облучение обрабатываемой поверхности детали ионами меди с дозой имплантирования D.
Подробнее сущность заявляемого способа поясняется графиком и фотографиями:
- на фиг.1 представлен график зависимости износостойкости стали 30ХГСН2А, имплантированной ионами меди от дозы имплантирования ионами железа;
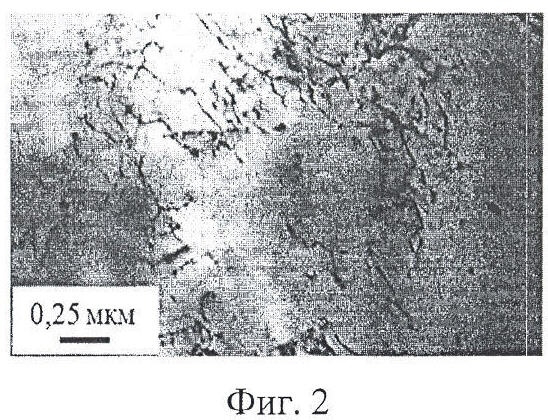
- на фиг.2 - структура дислокационного хаоса поверхностного слоя детали из стали 30ХГСН2А до имплантации ионами железа;
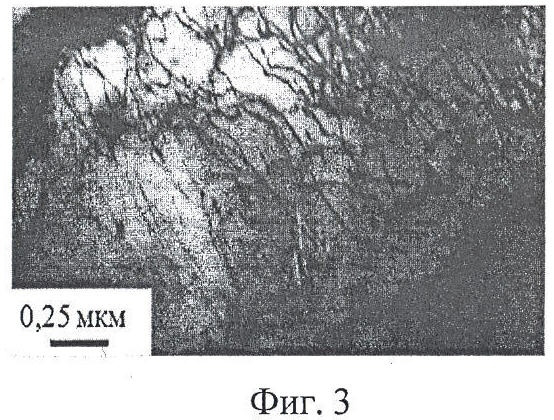
- на фиг.3 - дислокационные сетки после имплантирования обрабатываемой детали из стали 30ХГСН2А ионами меди с дозой имплантирования 1017 ион/см2;
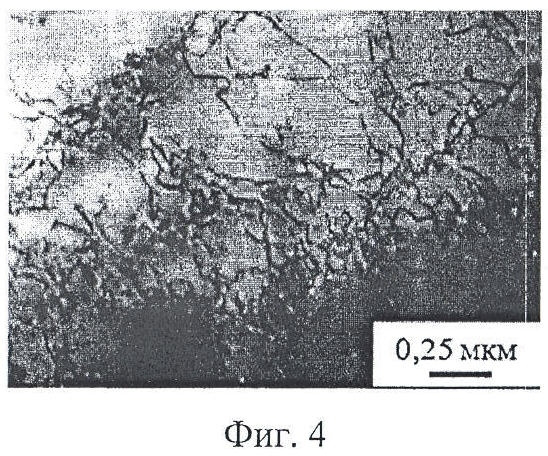
- на фиг.4 - дислокационные жгуты после имплантирования поверхности детали из стали 30ХГСН2А ионами меди с дозой имплантирования 1017 ион/см2 и предварительной имплантации ионами железа с дозой 1016 ион/см2;
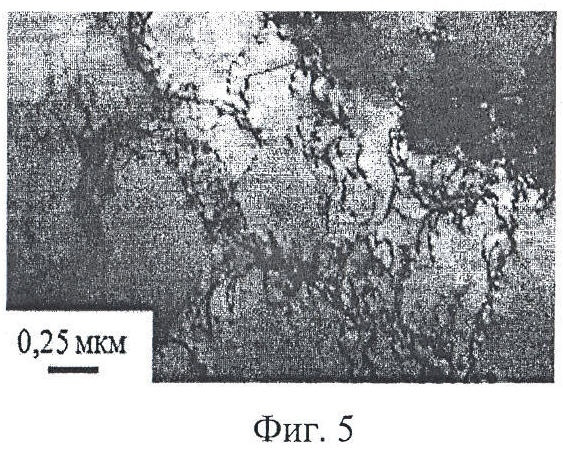
- на фиг.5 - дислокационные ячейки после имплантирования поверхности детали из стали 30ХГСН2А ионами меди с дозой имплантирования 1017 ион/см2 и предварительной имплантации ионами железа с дозой 2•1016 ион/см2;
- на фиг.6 - дислокационные фрагменты после имплантирования поверхности детали из стали 30ХГСН2А ионами меди с дозой имплантирования 1017 ион/см2 и предварительной имплантации ионами железа с дозой 5•1016 ион/см2;
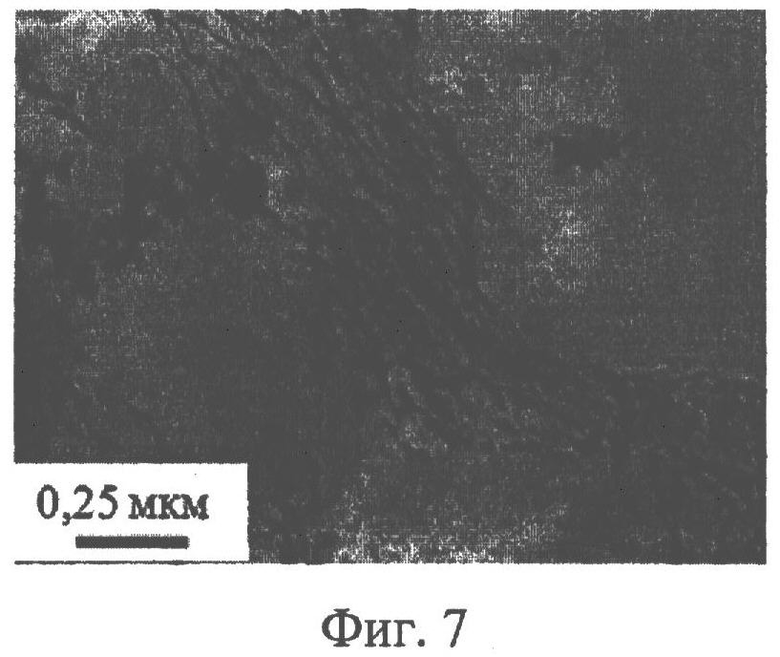
- на фиг.7 - дислокационная субграница после имплантирования поверхности детали из стали 30ХГСН2А ионами меди с дозой имплантирования 1017 ион/см2 и предварительной имплантации ионами железа с дозой 1017 ион/см2.
Проведение имплантирования ионами железа обеспечивает изменение поля напряжений в поверхностном слое детали из стали 30ХГСН2А и, соответственно, дислокационной картины, влияющей на показатели износостойкости. При дозе предварительной имплантации менее 0,2·D не отмечается существенного увеличения износостойкости имплантированной стали 30ХГСН2А (фиг.1). Характер дислокационной картины изменяется с хаотического, характерного для исходного состояния стали (фиг.2), до появления дислокационных сеток и жгутов, имеющих место при имплантации ионами меди без имплантирования ионами железа (фиг.3, 4).
Использование имплантирования ионами железа с дозой (0,2…0,5)·D позволяет обеспечить устойчивое повышение износостойкости поверхностного слоя стали 30ХГСН2А ионами меди во всем отмеченном диапазоне значений дозы имплантации ионами железа (фиг.1). При этом дислокационная структура поверхностного слоя меняется со структуры с выраженными ячейками (фиг.5) до структуры с характерными фрагментами (фиг.6). Увеличение дозы имплантирования ионами железа свыше 0,5·D существенно не сказывается на износостойкости поверхностного слоя детали из стали 30ХГСН2А (фиг.1) при значительном увеличении времени обработки стали. При этом дислокационная структура имплантированного слоя представляет собой дислокационную субграницу, сформированную на базе слияния дислокационных фрагментов (фиг.7).
Для оценки влияния заявляемого способа ионной имплантации на износостойкость стали 30ХГСН2А была выполнена имплантация пальцев диаметром 2 мм из указанной стали в состоянии после закалки и отпуска. После имплантации по вариантам, представленным в таблице, пальцы подвергались испытаниям по закрепленному абразиву в соответствии с ASTM G-132-96. Стандарт предусматривает схему испытания, при которой палец перемещается по винтовой линии по поверхности цилиндра, на которой закреплена абразивная шкурка. Условия испытаний: сила прижатия пальца к абразивной ленте 66,7 Н, скорость скольжения 0,04 м/с, путь трения от 4 до 16 м, при вращении пальца угловая скорость может быть в диапазоне 1,57…5,24 рад/с. Применялась абразивная лента с размером зерен 65…175 мкм. Износ измеряется взвешиванием и сравнивается с потерей массы эталонного образца с учетом размера зерна абразивной ленты, пути трения и нагрузки, подобно ГОСТ 11012-69.
Таким образом, износостойкость имплантированной детали из стали 30ХГСН2А существенно повышается при дозе предварительной имплантации ионами железа (0,2…0,5)·D, где D - доза имплантирования ионами меди. Увеличение дозы имплантирования железом свыше 0,5·D вызывает значительное увеличение продолжительности обработки без заметного повышения износостойкости (см. таблицу).
Из представленных результатов испытаний следует, что использование заявляемого способа ионной имплантации обеспечивает повышение износостойкости обработанных деталей из стали 30ХГСН2А при их эксплуатации в условиях абразивного трения скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2010 |
|
RU2442843C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2465373C1 |
| СПОСОБ ИМПЛАНТАЦИИ ИОНАМИ ГАЗОВ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2509174C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2013 |
|
RU2529337C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2014 |
|
RU2581536C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛИ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2016 |
|
RU2637189C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2482218C1 |
| СПОСОБ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2011 |
|
RU2458182C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2536843C1 |

Изобретение относится к области металлургии, в частности к способам ионной обработки поверхности деталей из конструкционных сталей 30ХГСН2А. Заявлен способ ионной имплантации поверхности деталей из стали 30ХГСН2А. Способ включает имплантацию ионами меди, при этом перед имплантацией поверхности ионами меди проводят имплантацию ионами железа с дозой (0,2…0,5)D, где D - доза имплантирования ионами меди. Технический результат - повышение износостойкости в условиях трения скольжения. 7 ил., 1 табл.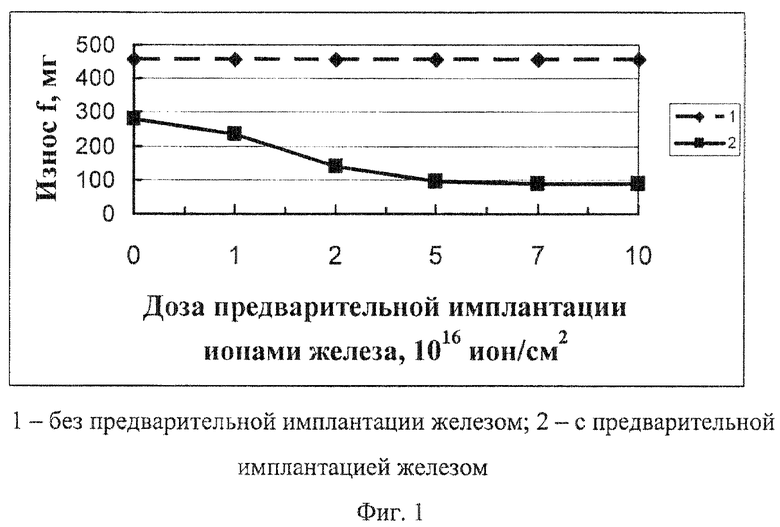
Способ ионной имплантации поверхности деталей из стали 30ХГСН2А, включающий имплантацию ионами меди, отличающийся тем, что перед имплантацией поверхности ионами меди проводят имплантацию ионами железа с дозой (0,2…0,5)D, где D - доза имплантирования ионами меди.
| ОВЧИННИКОВ В.В | |||
| и др., Исследование свойств поверхности стали 30ХГСН2А после имплантации ионами меди, Машиностроение и инженерное образование, 2009, №2, с.713 | |||
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ СТАЛИ | 1999 |
|
RU2156831C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2039126C1 |
| CN 1865493 А, 22.11.2006 | |||
| Способ передачи и приема двоичных сигналов и устройство для его осуществления | 1987 |
|
SU1566397A1 |

