Область техники, к которой относится изобретение
Настоящее изобретение относится к способу горячей прокатки магния и устройству для горячей прокатки магния.
Уровень техники
Чтобы изготовить лист из магниевого сплава, заготовку в форме круглого прутка, например, имеющую диаметр приблизительно от 300 до 400 мм и длину приблизительно от 500 до 600 мм, формуют путем горячего прессования с получением толстой пластины, имеющей толщину, например, 10 мм или менее. Эту толстую пластину затем разрезают на части заданной длины (например, 3 м), чтобы получить нарезанный плоский материал, и этот нарезанный плоский материал затем подвергают черновой прокатке с получением толщины, не превышающей 1 мм.
Для прокатки магниевого сплава при комнатной температуре требуется высокое давление. Однако, даже при приложении высокого давления, в этом сплаве по-прежнему легко образуются трещины. Соответственно, в предпочтительном случае его прокатывают в режиме горячей прокатки.
Примеры обычных устройств для горячей прокатки магниевого сплава приведены на фиг.1 Патентного Документа 1 и на фиг.1 Патентного Документа 2.
Устройства для горячей прокатки, описанные в этих патентных документах, снабжены прокатным станом, в котором прокатка магниевого сплава происходит при его возвратно-поступательном перемещении, а также снабжены двумя нагревательными печами, которые расположены выше и ниже прокатного стана по ходу технологического процесса. Магниевый сплав нагревают посредством этих нагревательных печей до заданной температуры и прокатывают в прокатном стане.
Патентный Документ 1: Опубликованный патент Японии № 3521863.
Патентный Документ 2: Опубликованный патент Японии № 3821074.
Раскрытие изобретения
Проблемы, решаемые изобретением
Однако в устройствах для горячей прокатки, описанных в указанных выше патентных документах, из-за того, что только нагревательные печи установлены с двух сторон прокатного стана, при постепенном удлинении нарезанного плоского магниевого материала в результате прокатки в возвратно-поступательном режиме концы этого материала начинают выступать из нагревательных печей, и эти выступающие части охлаждаются. Причина, по которой это представляет проблему, заключается в том, что из-за температурных колебаний в нарезанном плоском магниевом материале во время горячей прокатки возникают ошибки в точности размеров, и происходит ухудшение качества готового изделия.
Настоящее изобретение создано с учетом описанных выше обстоятельств, и его задачей является создание способа горячей прокатки магния и устройства для горячей прокатки магния, которые позволяют предотвратить снижение качества изделия, обусловленное температурными колебаниями во время горячей прокатки магниевого сплава.
Средства решения проблемы
Чтобы решить указанные выше проблемы, в настоящем изобретении применяются следующие устройства и способы.
Согласно первому аспекту настоящего изобретения, предлагается способ горячей прокатки магниевого сплава, который включает первый этап прокатки, на котором выполняют прокатку пластины из магния в возвратно-поступательном режиме между верхней нагревательной печью, которая расположена по ходу технологического процесса выше прокатного стана, и в которой нагревают пластину из магния, и нижней нагревательной печью, которая расположена по ходу технологического процесса ниже прокатного стана, и в которой нагревают пластину из магния; и второй этап прокатки, на котором поддерживают температуру соответствующих концевых частей пластины из магния, расположенных на ее верхнем и нижнем по ходу технологического процесса концах, при выполнении прокатки пластины из магния в возвратно-поступательном режиме между верхним устройством для поддержания температуры, которое расположено по ходу технологического процесса выше верхней нагревательной печи, и посредством которого перемещают пластину из магния, нагретую верхней нагревательной печью, и одновременно поддерживают ее температуру, и нижним устройством для поддержания температуры, которое расположено по ходу технологического процесса ниже нижней нагревательной печи, и посредством которого перемещают пластину из магния, нагретую нижней нагревательной печью, и одновременно поддерживают ее температуру.
В способе горячей прокатки магниевого сплава, соответствующем описанному выше первому аспекту настоящего изобретения, также можно дополнительно обеспечить этап намотки, на котором при одновременном приложении растягивающего усилия со стороны устройства для приложения растягивающего усилия, расположенного по ходу технологического процесса ниже нижнего устройства для поддержания температуры, к пластине из магния, которая прокатана до получения заданной толщины, пластину наматывают на устройство для наматывания, расположенное по ходу технологического процесса еще ниже относительно нижнего устройства для поддержания температуры.
Согласно второму аспекту настоящего изобретения, предлагается устройство для горячей прокатки магниевого сплава, которое содержит прокатный стан, предназначенный для прокатки пластины из магния в возвратно-поступательном режиме; верхнюю нагревательную печь, которая расположена по ходу технологического процесса выше прокатного стана, и в которой нагревают пластину из магния; нижнюю нагревательную печь, которая расположена по ходу технологического процесса ниже прокатного стана, и в которой нагревают пластину из магния; верхнее устройство для поддержания температуры, которое расположено по ходу технологического процесса выше верхней нагревательной печи, и посредством которого перемещают пластину из магния, нагретую верхней нагревательной печью, а также поддерживают температуру в верхней по ходу технологического процесса концевой части этой полосы; и нижнее устройство для поддержания температуры, которое расположено по ходу технологического процесса ниже нижней нагревательной печи, и посредством которого перемещают пластину из магния, нагретую нижней нагревательной печью, а также поддерживают температуру в нижней по ходу технологического процесса концевой части этой пластины.
В устройстве для горячей прокатки магниевого сплава, соответствующем описанному выше второму аспекту настоящего изобретения, также можно, соответственно, между прокатным станом и верхней нагревательной печью и между прокатным станом и нижней нагревательной печью установить множество групп прижимных роликов сверху и снизу заключенной посередине пластины из магния, посредством которых регулируют скорость перемещения этой пластины.
В устройстве для горячей прокатки магниевого сплава, соответствующем описанному выше второму аспекту настоящего изобретения, также можно выполнить рабочие валки прокатного стана и множество групп прижимных роликов, расположенных по ходу технологического процесса выше и ниже прокатного стана, нагревающими.
В устройстве для горячей прокатки магниевого сплава, соответствующем описанному выше второму аспекту настоящего изобретения, также можно установить устройство для приложения растягивающего усилия, которое расположено по ходу технологического процесса ниже нижнего устройства для поддержания температуры, и посредством которого прикладывают растягивающее усилие к пластине из магния; и устройство для наматывания, которое расположено по ходу технологического процесса ниже устройства для приложения растягивающего усилия, и на которое наматывают пластину из магния.
Эффект от осуществления изобретения
Согласно настоящему изобретению, в связи с тем, что пластину из магния прокатывают при одновременном ее нагревании, по существу, на всей длине и поддержании в ней заданной температуры, можно препятствовать снижению температуры этой пластины и предотвратить ошибки в точности размеров изделия, а также являющееся следствием этого ухудшение качества изделия, которые обусловлены колебаниями температуры во время горячей прокатки, и, таким образом, сохранить превосходное качество в готовом изделии.
Краткое описание чертежей
Фиг.1 представляет собой вид спереди устройства для горячей прокатки в одном из вариантов осуществления настоящего изобретения, который схематично иллюстрирует его конструкцию.
Фиг.2 представляет собой схематичную обычную конструкцию устройства для правки.
Перечень ссылочных позиций
100 - Устройство для горячей прокатки (Устройство для горячей прокатки магния)
1 - Прокатный стан
2 - Первая нагревательная печь (Верхняя нагревательная печь)
3 - Вторая нагревательная печь (Нижняя нагревательная печь)
4 - Прижимные ролики (Пара подающих роликов)
5 - Первый рольганг (Верхнее устройство для поддержания температуры)
6 - Второй рольганг (Нижнее устройство для поддержания температуры)
7 - Устройство для наматывания
8 - Прижимные ролики (Устройство для приложения растягивающего усилия)
М0 - Нарезанный плоский магниевый материал (Пластина из магния)
М1 - Лист из магния (Пластина из магния)
Предпочтительные варианты осуществления изобретения
Далее со ссылкой на чертежи будет описан один из вариантов осуществления настоящего изобретения.
Фиг.1 представляет собой вид спереди устройства 100 для горячей прокатки (т.е. устройства для горячей прокатки магниевого сплава) в данном варианте осуществления настоящего изобретения, который схематично иллюстрирует его конструкцию.
Как показано на фиг.1, устройство 100 для горячей прокатки, соответствующее данному варианту осуществления настоящего изобретения, снабжено прокатным станом 1, первой нагревательной печью 2, второй нагревательной печью 3, прижимными роликами 4, первым рольгангом 5, вторым рольгангом 6, устройством 7 для наматывания и прижимными роликами 8.
Прокатный стан 1 имеет пару рабочих валков 1а, которые установлены параллельно и друг напротив друга, а также приводной механизм (не показан), который приводит рабочие валки 1а во вращение.
Рабочие валки 1а представляют собой нагревающие валки, температуру на поверхности которых повышают до подходящего уровня и посредством которых во время подачи нарезанного плоского магниевого материала М0 (т.е. пластины из магния), проходящего между ними в одном направлении, прикладывают заданное давление к этому материалу М0. В результате прокатный стан 1 уменьшает толщину нарезанного плоского магниевого материала М0, что вызывает его удлинение.
Кроме того, прокатный стан 1 выполняет прокатку в возвратно-поступательном режиме за счет изменения на обратное направления подачи нарезанного плоского магниевого материала М0 в заданные моменты времени. При такой работе прокатный стан 1 уменьшает толщину нарезанного плоского магниевого материала М0, например, от толщины приблизительно 6 мм и длины приблизительно 3 мм до толщины приблизительно 1 мм и длины приблизительно 18 м.
Следует отметить, что указанный выше нарезанный плоский магниевый материал М0 (т.е., пластина из магния), являющийся обрабатываемой деталью для этого устройства 100 для горячей прокатки, представляет собой плоский материал, состоящий из магниевого сплава.
Первая нагревательная печь 2 (т.е. верхняя нагревательная печь) представляет собой нагревательную печь, расположенную по ходу технологического процесса выше прокатного стана 1. Вторая нагревательная печь 3 (т.е. нижняя нагревательная печь) представляет собой нагревательную печь, расположенную по ходу технологического процесса ниже прокатного стана 1.
Пара нагревательных печей 2 и 3 имеет длину, которая больше длины нарезанного плоского магниевого материала М0 до прокатки, кроме того, эти печи снабжены нагревателями и транспортирующими роликами (ни то, ни другое не показано). Нарезанный плоский магниевый материал М0 нагревают посредством нагревателей до заданной температуры (приблизительно 100°С - 350°С, и более предпочтительно 200°С - 300°С) и перемещают посредством транспортирующих роликов.
Прижимные ролики 4 представляют собой нагревающие ролики, температуру на поверхности которых повышают до подходящего уровня, и которые служат дополнительным средством перемещения нарезанного плоского магниевого материала М0, перемещающегося возвратно-поступательно во время прокатки в возвратно-поступательном режиме, выполняемой прокатным станом 1. Множество групп этих прижимный роликов 4 установлено, соответственно, между прокатным станом 1 и первой нагревательной печью 2 и между прокатным станом 1 и второй нагревательной печью 3.
Посредством регулирования скорости перемещения можно сделать так, чтобы прижимные ролики 4 прикладывали подходящее растягивающее усилие к нарезанному плоскому магниевому материалу М0, который прокатывают в прокатном стане 1.
Первый рольганг 5 (т.е. верхнее устройство для поддержания температуры) расположен по ходу технологического процесса выше первой нагревательной печи 2, а второй рольганг 6 (т.е. нижнее устройство для поддержания температуры) расположен по ходу технологического процесса ниже второй нагревательной печи 3. Каждый из этих рольгангов 5 и 6 имеет транспортирующие ролики 5а и 6а, а также крышки 5b и 6b, обеспечивающие поддержание температуры.
Когда происходит удлинение нарезанного плоского магниевого материала М0 в результате его прокатки в реверсивном режиме прокатным станом 1, его концевые части начинают выступать из нагревательных печей 2 и 3. Рольганги 5 и 6 перемещают и служат опорой для концевых частей нарезанного плоского магниевого материала М0, которые выступают из нагревательных печей 2 и 3, для этого используются транспортирующие ролики 5а и 6а, кроме того, эти рольганги защищают их от окружающего воздуха, закрывая их крышками 5b и 6b, обеспечивающими поддержание температуры. В результате рольганги 5 и 6 поддерживают температуру нарезанного плоского магниевого материала М0, не позволяя уходить из него теплу. Кроме того, при реверсивной прокатке область с поддерживаемой температурой в концевой части нарезанного плоского магниевого материала М0, которая находится ниже по ходу технологического процесса, перемещается внутрь нагревательной печи во время последующей прокатки в противоположном направлении. Более того, нагреваемая область концевой части, которая находится ниже по ходу технологического процесса, располагается внутри устройства для поддержания температуры во время прокатки в противоположном направлении, и, повторяя этот процесс с чередованием, можно уменьшить до минимума уменьшение температуры концевых частей.
Устройство 7 для наматывания представляет собой механизм, на который наматывают изготовленное изделие, полученное при прокатке нарезанного плоского магниевого материала М0, а именно лист М1 из магния (т.е. пластину из магния).
Прижимные ролики 8 (т.е. устройство для приложения растягивающего усилия) расположены перед устройством 7 для наматывания, и за счет регулирования скорости перемещения листа М1 из магния можно при их помощи прикладывать растягивающее усилие к листу М1 из магния в направлении, противоположном направлению намотки в устройстве 7 для наматывания.
При такой конструкции устройство 100 для горячей прокатки выполняет черновую прокатку нарезанного плоского магниевого материала М0. Далее будет описана работа устройства 100 для горячей прокатки.
Сначала изготавливают нарезанные плоские магниевые материалы М0, являющиеся прокатываемыми объектами для этого устройства 100 для горячей прокатки, формуя посредством горячего прессования (при температуре приблизительно между 100°С и 300°С, более предпочтительно - при 200°С) заготовку в форме круглого прутка, например, имеющую диаметр от 300 до 400 мм и длину от 500 до 600 мм с получением толстой пластины, имеющей толщину, например, 10 мм или менее (например, 6 мм). Эту толстую пластину затем разрезают на части заданной длины (например, 3 м).
Так как кристаллические зерна магния, из которых состоят нарезанные пластины М0, прошедшие формование путем горячего прессования, во время прессования измельчаются механическим путем, они являются чрезвычайно прочными и имеют высокое качество. Кроме того, их трудно разрушить и они обладают превосходной формуемостью под давлением.
Нарезанные плоские магниевые материалы М0 перемещают с первого рольганга 5 в первую нагревательную печь 2. Затем их нагревают до заданной температуры (приблизительно 100°С - 350°С, более предпочтительно 200°С - 300°С) внутри первой нагревательной печи 2, после чего перемещают в прокатный стан 1.
Прокатный стан 1 прокатывает нарезанный плоский магниевый материал М0 и одновременно с этим перемещает его во вторую нагревательную печь 3. Температура нарезанных плоских магниевых материалов М0 немного опускается при их перемещении из первой нагревательной печи 2 во вторую нагревательную печь 3. Однако в связи с тем, что рабочие валки 1а и множество прижимных роликов 4 являются нагревающими, и в связи с тем, что нарезанный плоский магниевый материал М0 снова нагревают до заданной температуры внутри второй нагревательной печи 3, колебания температуры являются небольшими.
Когда задний конец нарезанного плоского магниевого материала М0 прошел через прокатный стан 1, устройство 100 для горячей прокатки изменяет направление прокатки на обратное. Устройство 100 для горячей прокатки повторяет этот процесс, в результате чего нарезанный плоский магниевый материал М0 прокатывается в возвратно-поступательном режиме, и толщина нарезанного плоского магниевого материала М0 последовательно уменьшается. В результате изготавливают лист М1 из магния.
Конкретные примеры соответствующих численных значений при черновой прокатке, выполняемой этим устройством 100 для горячей прокатки, приведены ниже в Таблице 1.
Окончательная толщина - 1,01 мм.
В приведенных выше конкретных примерах нарезанный плоский магниевый материал М0 имеет качество, соответствующее AZ31B, и толщину 6,00 мм, ширину 300 мм и длину 3000 мм. Рабочие валки 1а имеют диаметр 400 мм и длину бочки 500 мм, а диаметр прижимных роликов составляет 250 мм.
Кроме того, в рассмотренных выше примерах температура нагрева в нагревательных печах 2 и 3 составляет 220°С, а прижимные ролики 4 и рабочие валки 1а являются нагревающими, так как в них имеются внутренние нагреватели, и температура их поверхности составляет 200°С.
Кроме того, в приведенном выше примере нарезанный плоский магниевый материал М0, имеющий толщину 6,00 мм, за пять проходов прокатки в возвратно-поступательном режиме (т.е. за два с половиной цикла возвратно-поступательного перемещения) превращают в лист М1 из магния, имеющий толщину 1,01 мм, который после упомянутых пяти проходов затем наматывают на устройство 7 для наматывания.
По мере его прокатки происходит постепенное удлинение нарезанного плоского магниевого материала М0, и когда его задний конец прошел через прокатный стан 1, концевые части, включая передний конец, выступают из нагревательных печей 2 и 3.
Рольганги 5 и 6 служат опорой для концевых частей, выступающих из нагревательных печей 2 и 3, для чего используются транспортирующие ролики 5а и 6а, а также эти рольганги поддерживают их температуру посредством крышек 5b и 6b, обеспечивающих поддержание температуры.
Сейчас это будет описано более подробно с использованием Фиг.1. Например, нарезанный плоский магниевый материал М0, имеющий перед прокаткой длину L0, прокатывают в секции А1 до тех пор, пока его длина не станет равной L1 (первый этап прокатки). Затем его прокатывают в секции А2 до тех пор, пока его длина не превысит L1 и станет равной L2 (второй этап прокатки). Затем выполняют его намотку (этап намотки).
Таким образом, это устройство 100 для горячей прокатки выполняет прокатку в возвратно-поступательном режиме, осуществляя первый этап прокатки в секции А1, а именно в секции, образованной первой нагревательной печью 2, прокатным станом 1 и второй нагревательной печью 3, при этом нарезанный плоский магниевый материал М0 имеет длину между L0 и L1. Затем устройство 100 для горячей прокатки выполняет прокатку в возвратно-поступательном режиме, осуществляя второй этап прокатки в секции А2, а именно в секции, образованной первым рольгангом 5, первой нагревательной печью 2, прокатным станом 1, второй нагревательной печью 3 и вторым рольгангом 6, после того, как длина нарезанного плоского магниевого материала М0 превысила величину L1, и до тех пор, пока его длина не станет равной L2. После чего готовое изделие, а именно лист М1 из магния, наматывают на устройство 7 для наматывания.
В результате нарезанный плоский магниевый материал М0 нагревается или его температура поддерживается на всей длине, и он постоянно имеет температуру, которая, по существу, остается в заданном диапазоне. Таким образом, можно предотвратить снижение качества изделия, обусловленное температурными колебаниями в нарезанном плоском магниевом материале М0, и можно сохранить превосходное качество в готовом изделии, а именно листе М1 из магния.
Нарезанный плоский магниевый материал М0 в процессе прокатки размягчается из-за высокой температуры, и существует вероятность того, что на поверхности будут оставаться углубления, если высокое давление также прикладывается к областям, на которые не воздействует в данный момент прокатный стан 1. Однако, в отличие от такой ситуации, в данном устройстве 100 для горячей прокатки, так как нарезанный плоский магниевый материал М0 сдавливается во множестве мест посредством множества групп прижимных роликов 4, сила, с которой каждый прижимной ролик 4 придавливает нарезанный плоский магниевый материал М0, является небольшой в результате распределения, и уменьшаются опасения по поводу того, что от прижимных роликов 4 останутся углубления на поверхности.
Кроме того, как только толщину нарезанного плоского магниевого материала М0 в результате прокатки уменьшили до заданного значения (например, 1 мм) с получением листа М1 из магния, в устройстве 100 для горячей прокатки выполняется намотка листа М1 из магния на устройство 7 для наматывания с получением рулонного материала.
При этом прижимные ролики 8 регулируют скорость перемещения листа М1 из магния таким образом, чтобы к этому листу М1, наматываемому на устройство 7 для наматывания, прикладывалось заданное растягивающее усилие, и, таким образом, прикладывают растягивающее усилие к листу М1 из магния в направлении, противоположном направлению намотки в устройстве 7 для наматывания.
При использовании устройства 100 для горячей прокатки, предложенного в настоящем изобретении, так как нарезанный плоский магниевый материал М0 прокатывают при одновременном нагревании, по существу, всей его длины и поддержании в нем заданной температуры, то можно препятствовать уменьшению температуры нарезанного плоского магниевого материала М0 и предотвратить снижение качества изделия, обусловленное колебаниями температуры во время горячей прокатки, за счет этого можно сохранить превосходное качество в готовом изделии, а именно листе М1 из магния.
Следует отметить, что в данном варианте осуществления настоящего изобретения прижимные ролики 8 функционируют как устройство для приложения растягивающего усилия, однако устройство для приложения растягивающего усилия может быть также образовано устройством для правки, которое делает лист М1 из магния плоским.
В данном случае, как показано на фиг.2, устройство для правки образовано путем установки с чередованием трех или более роликов в два ряда с получением поперечного сечения в виде сот, и лист М1 из магния делается плоским в результате пропускания его, как листового материала, между этими роликами.
Промышленная применимость
При использовании устройства для горячей прокатки магния, предложенного в настоящем изобретении, и способа горячей прокатки магния, предложенного в настоящем изобретении, в котором используется это устройство, можно предотвратить ошибки в точности размеров изделия, а также являющееся следствием этого ухудшение качества изделия, которые обусловлены колебаниями температуры во время горячей прокатки, и, кроме того, сохранить превосходное качество в готовом изделии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ МАГНИЕВОГО СПЛАВА | 2008 |
|
RU2449844C2 |
| УСТАНОВКА ДЛЯ ПОВТОРНОГО СВОРАЧИВАНИЯ В РУЛОН ЛИСТОВ ИЗ МАГНИЕВОГО СПЛАВА | 2008 |
|
RU2443487C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| ИСПОЛЬЗОВАНИЕ ПЕРЕМОТОЧНОГО УСТРОЙСТВА ДЛЯ РАЗМЕЩЕНИЯ МЕЖДУ ЧЕРНОВЫМ И ЧИСТОВЫМ ПРОКАТНЫМИ СТАНАМИ | 2004 |
|
RU2353453C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕДСТВОМ ПРОКАТКИ | 2005 |
|
RU2397831C2 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
Изобретение относится к способу и устройству для горячей прокатки магния. Способ включает первый этап прокатки, в котором прокатывают пластину из магния в возвратно-поступательном режиме между верхней нагревательной печью для нагрева пластины из магния, расположенной по ходу технологического процесса выше прокатного стана, и нижней нагревательной печью для нагрева пластины из магния, расположенной по ходу технологического процесса ниже прокатного стана, и второй этап прокатки, в котором поддерживают температуру соответствующих концевых частей пластины из магния, расположенных на ее верхнем и нижнем по ходу технологического процесса концах, при прокатке пластины из магния в возвратно-поступательном режиме между верхним устройством для поддержания температуры, посредством которого перемещают нагретую пластину из магния и одновременно поддерживают ее температуру, и нижним устройством для поддержания температуры, посредством которого перемещают нагретую пластину из магния и одновременно поддерживают ее температуру. Описано также устройство для горячей прокатки магния. Обеспечивается возможность предотвратить ухудшение качества изделия, обусловленное колебаниями температуры во время горячей прокатки магниевого сплава. 2 н. и 4 з.п. ф-лы, 2 ил., 1 табл.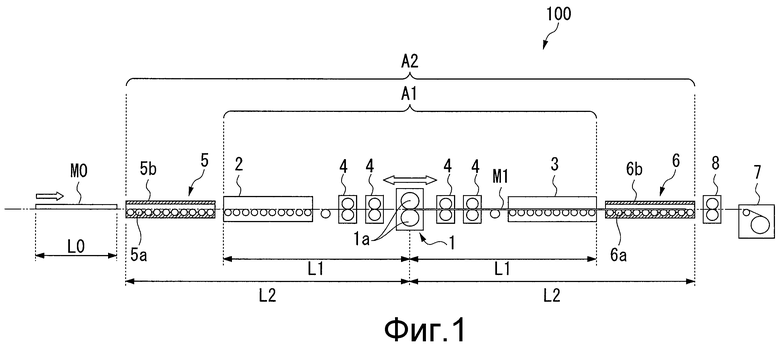
1. Способ горячей прокатки магниевого сплава, включающий первый этап прокатки, на котором выполняют прокатку пластины из магния в возвратно-поступательном режиме между верхней нагревательной печью, которая расположена по ходу технологического процесса выше прокатного стана и в которой нагревают пластину из магния, и нижней нагревательной печью, которая расположена по ходу технологического процесса ниже прокатного стана и в которой нагревают пластину из магния, и второй этап прокатки, на котором поддерживают температуру соответствующих концевых частей пластины из магния, расположенных на ее верхнем и нижнем по ходу технологического процесса концах, при прокатке пластины из магния в возвратно-поступательном режиме между верхним устройством для поддержания температуры, которое расположено по ходу технологического процесса выше верхней нагревательной печи и посредством которого перемещают пластину из магния, нагретую верхней нагревательной печью, и одновременно поддерживают ее температуру, и нижним устройством для поддержания температуры, которое расположено по ходу технологического процесса ниже нижней нагревательной печи и посредством которого перемещают пластину из магния, нагретую нижней нагревательной печью, и одновременно поддерживают ее температуру.
2. Способ по п.1, который дополнительно включает этап намотки, в котором при одновременном приложении растягивающего усилия со стороны устройства для приложения растягивающего усилия, расположенного по ходу технологического процесса ниже нижнего устройства для поддержания температуры, к пластине из магния, которая прокатана до получения заданной толщины, пластину наматывают на устройство для наматывания, расположенное по ходу технологического процесса еще ниже относительно нижнего устройства для поддержания температуры.
3. Устройство для горячей прокатки магниевого сплава, содержащее прокатный стан, предназначенный для прокатки пластины из магния в возвратно-поступательном режиме, верхнюю нагревательную печь, которая расположена по ходу технологического процесса выше прокатного стана и в которой нагревают пластину из магния, нижнюю нагревательную печь, которая расположена по ходу технологического процесса ниже прокатного стана и в которой нагревают пластину из магния, верхнее устройство для поддержания температуры, которое расположено по ходу технологического процесса выше верхней нагревательной печи и посредством которого перемещают пластину из магния, нагретую верхней нагревательной печью, а также поддерживают температуру в верхней по ходу технологического процесса концевой части этой пластины, и нижнее устройство для поддержания температуры, которое расположено по ходу технологического процесса ниже нижней нагревательной печи и посредством которого перемещают пластину из магния, нагретую нижней нагревательной печью, а также поддерживают температуру в нижней по ходу технологического процесса концевой части этой пластины.
4. Устройство по п.3, в котором соответственно между прокатным станом и верхней нагревательной печью и между прокатным станом и нижней нагревательной печью установлено множество групп прижимных роликов сверху и снизу заключенной посередине пластины из магния, посредством которых регулируют скорость перемещения этой пластины.
5. Устройство по п.4, в котором рабочие валки прокатного стана и множество групп прижимных роликов, расположенных по ходу технологического процесса выше и ниже прокатного стана, выполнены нагревающими.
6. Устройство по п.3 или 4, которое дополнительно содержит устройство для приложения растягивающего усилия, которое расположено по ходу технологического процесса ниже нижнего устройства для поддержания температуры и посредством которого прикладывают растягивающее усилие к пластине из магния, и устройство для наматывания, которое расположено по ходу технологического процесса ниже устройства для приложения растягивающего усилия и на которое наматывают пластину из магния.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP 2003053415 A, 26.02.2003 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| CN 1850378 A, 25.10.2006 | |||
| Способ лечения юношеского гипоталамического синдрома | 1989 |
|
SU1827250A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МАГНИЕВОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2004 |
|
RU2305021C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |

