Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для горячей прокатки магниевого сплава.
Уровень техники
Чтобы изготовить лист из магниевого сплава, заготовку в форме круглого прутка, например, имеющую диаметр приблизительно от 300 до 400 мм и длину приблизительно от 500 до 600 мм, формуют путем горячего прессования с получением толстой пластины, имеющей толщину, например, 10 мм или менее. Эту толстую пластину затем разрезают на части заданной длины (например, 3 м), чтобы получить нарезанный плоский материал, и этот нарезанный плоский материал затем подвергают черновой прокатке с получением толщины приблизительно 1 мм.
Этот рулон из магниевого сплава, имеющего толщину приблизительно 1 мм, затем дополнительно подвергают чистовой прокатке, в результате чего изготавливают рулонный материал, имеющий толщину приблизительно от 0,2 до 0,5 мм, либо рулон, имеющий толщину 50 мкм или менее (например, от 30 до 40 мкм).
Для прокатки магниевого сплава при комнатной температуре требуется не только высокое давление, так как в этих условиях он также легко растрескивается. Поэтому в предпочтительном случае его прокатывают в режиме горячей прокатки.
Примеры обычных устройств для горячей прокатки магниевого сплава приведены на фиг.1 Патентного Документа 1 и на фиг.1 Патентного Документа 2.
Устройства для горячей прокатки, описанные в этих патентных документах, снабжены прокатным станом, в котором прокатку магниевого сплава выполняют в возвратно-поступательном режиме, а также снабжены двумя нагревательными печами, которые расположены до и после прокатного стана по ходу технологического процесса. Магниевый сплав нагревают при помощи этих нагревательных печей до заданной температуры и прокатывают в прокатном стане.
Патентный Документ 1: опубликованный патент Японии № 3521863.
Патентный Документ 2: опубликованный патент Японии № 3821074.
Раскрытие изобретения
Проблемы, решаемые изобретением
Однако в устройствах для горячей прокатки, описанных в указанных выше Патентных Документах 1 и 2, не обеспечиваются в устойчивом режиме нагрев и прокатка наматываемой области, находящейся в дальней концевой части рулона, и необработанной области, находящейся в его задней концевой части. Из-за этого их нельзя использовать для готовых рулонных изделий. Более того, их использование приводит к снижению выхода годной продукции и появлению других недостатков, например невозможности увеличить объем производства.
Настоящее изобретение создано с учетом описанных выше обстоятельств, и его задачей является предложить устройство для горячей прокатки магниевого сплава, которое позволяет предотвратить снижение качества изделия, обусловленное температурными колебаниями во время горячей прокатки магниевого сплава, и которое обеспечивает повышение выхода годной продукции и увеличение объема производства.
Средства решения проблемы
Чтобы решить указанные выше проблемы, в настоящем изобретении применяются следующие устройства.
Согласно первому аспекту настоящего изобретения, предлагается устройство для горячей прокатки магниевого сплава, в котором как на входной, так и на выходной стороне прокатного стана установлены устройства для наматывания, выполненные с возможностью нагревания листа из магниевого сплава с последующим поддержанием его температуры, когда этот лист находится в свернутом в рулон состоянии, и в котором последовательно уменьшают толщину листа из магниевого сплава посредством множества операций реверсивной прокатки, причем прокатный стан снабжен рабочими валками и опорными валками, температуру на поверхности которых можно увеличивать до конкретного заданного уровня и затем поддерживать на этом уровне.
Согласно второму аспекту настоящего изобретения, в устройстве для горячей прокатки магниевого сплава, соответствующем рассмотренному выше первому аспекту настоящего изобретения, прокатный стан также может представлять собой прокатный стан с изменяемым количеством валков, позволяющий установить рабочие валки небольшого диаметра, выполненные с возможностью их нагревания с последующим поддержанием конкретного уровня температуры.
Согласно третьему аспекту настоящего изобретения, в устройстве для горячей прокатки магниевого сплава, соответствующем рассмотренному выше первому аспекту настоящего изобретения, между прокатным станом и каждым из пары устройств для наматывания также можно установить множество пар прижимных роликов, включающих в себя вертикальные ролики, выполненные с возможностью их нагревания с последующим поддержанием конкретного уровня температуры, что обеспечивает устойчивый режим перемещения рулона магниевого сплава, а также установить между прижимными роликами устройства для регулирования растягивающего усилия.
Эффект от осуществления изобретения
Согласно настоящему изобретению, в связи с тем, что рабочие валки и опорные валки прокатного стана позволяют нагревать лист из магниевого сплава и поддерживать его температуру, можно предотвратить снижение качества изделия, обусловленное колебаниями температуры во время горячей прокатки листа из магниевого сплава. Кроме того, можно повысить выход годной продукции и увеличить производственную мощность, а также сохранить превосходное качество в материале в виде листа или фольги.
Краткое описание чертежей
Фиг.1 представляет собой вид, на котором схематично показана обычная конструкция устройства для горячей прокатки в одном из вариантов осуществления настоящего изобретения.
Фиг.2 представляет собой вид, на котором схематично показана обычная конструкция устройства для наматывания с нагревом и поддержанием температуры в упомянутом варианте осуществления настоящего изобретения.
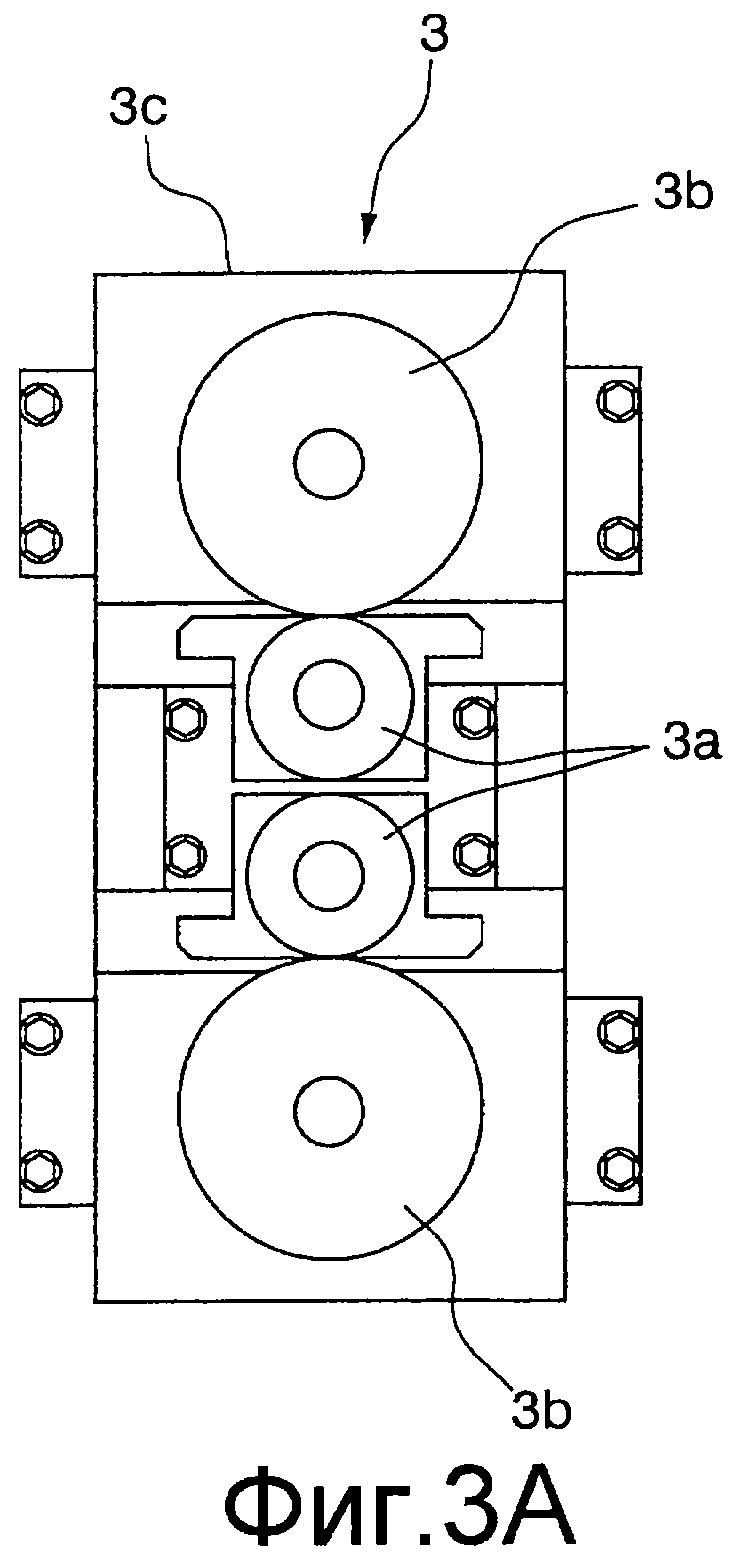
Фиг.3А представляет собой вид, иллюстрирующий изменение конфигурации прокатного стана, соответствующего упомянутому варианту осуществления настоящего изобретения.
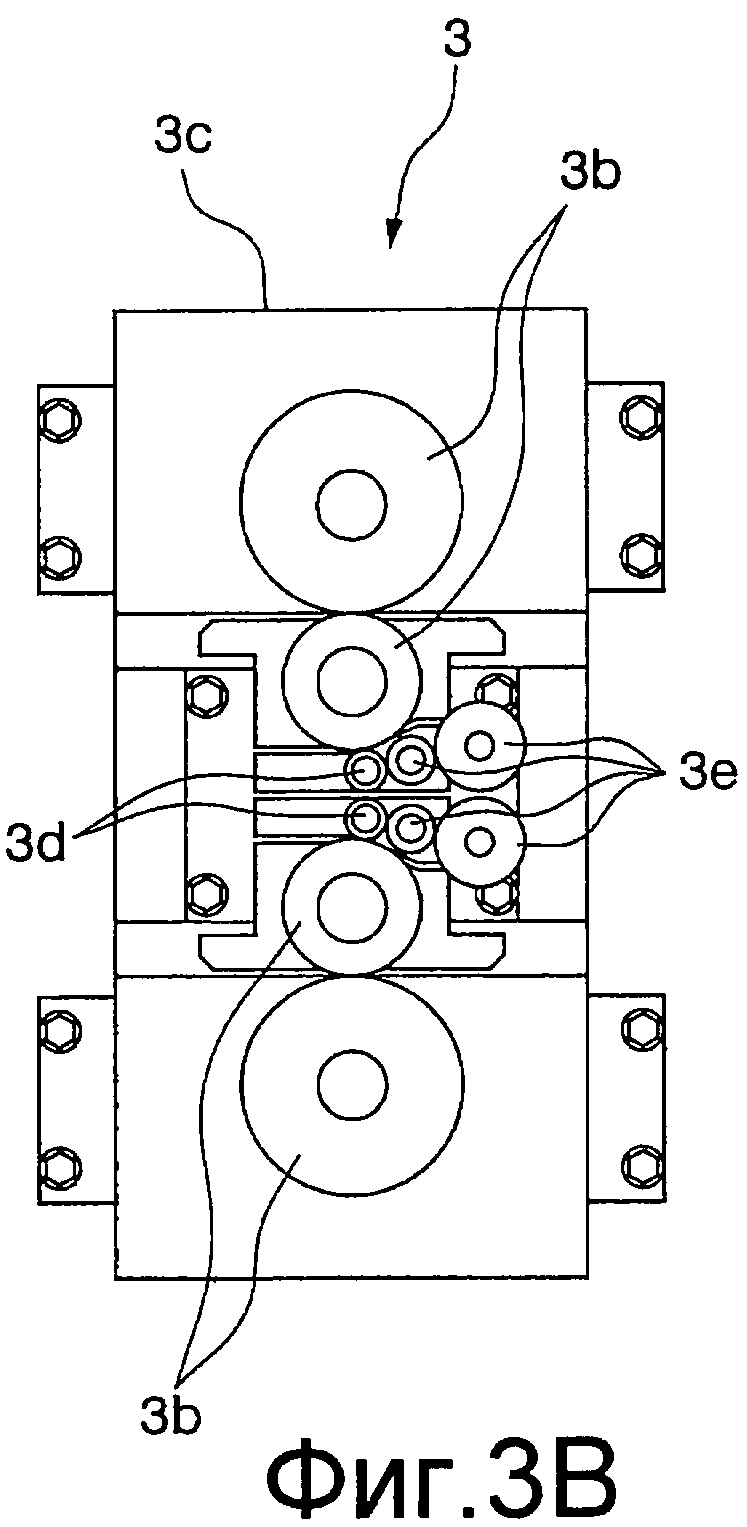
Фиг.3В представляет собой вид, иллюстрирующий изменение конфигурации прокатного стана, соответствующего упомянутому варианту осуществления настоящего изобретения.
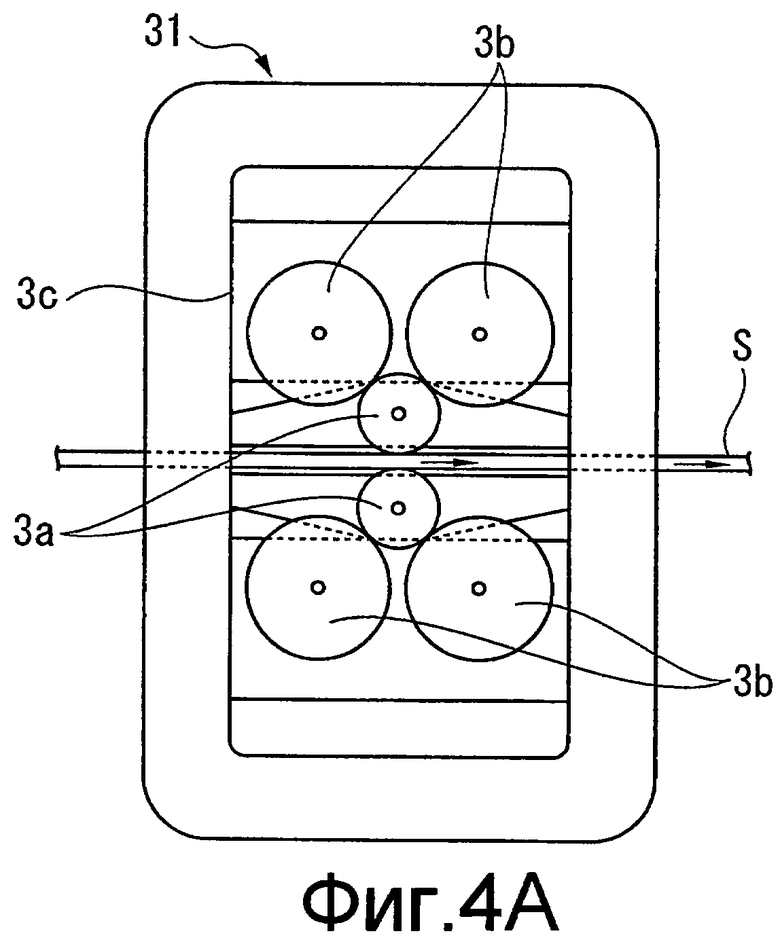
Фиг.4А представляет собой вид, на котором приведен пример другого количества валков в прокатном стане в упомянутом варианте осуществления настоящего изобретения.
Фиг.4В представляет собой вид, на котором приведен пример другого количества валков в прокатном стане в упомянутом варианте осуществления настоящего изобретения.
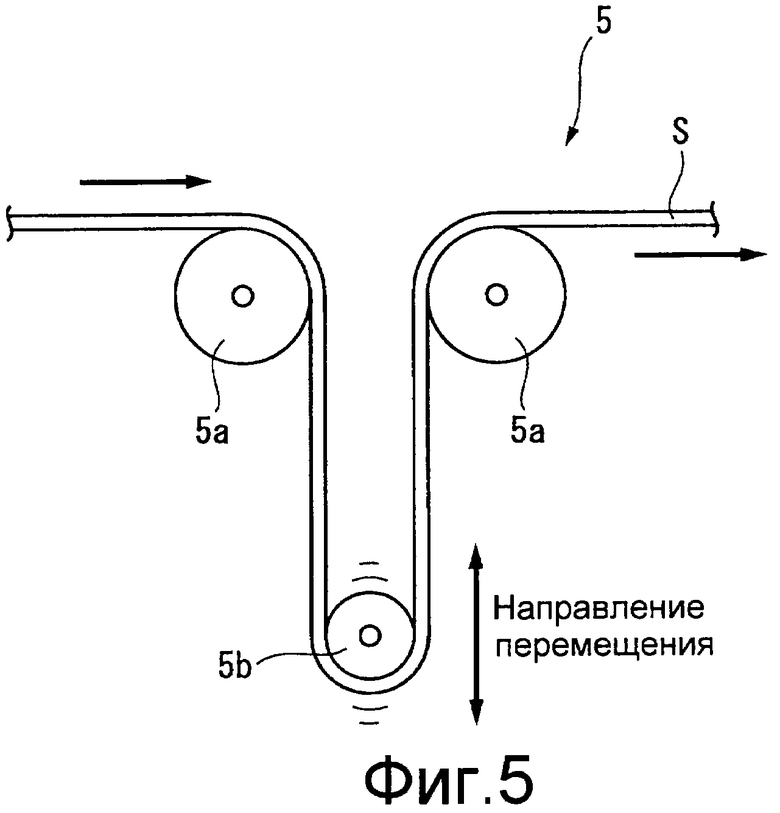
Фиг.5 представляет собой вид, на котором схематично показана конструкция устройства для регулирования растягивающего усилия в упомянутом варианте осуществления настоящего изобретения.
Перечень ссылочных позиций
100 - Устройство для горячей прокатки (устройство для горячей прокатки магниевого сплава)
1 - Первое устройство для наматывания с нагревом и поддержанием температуры (устройство для наматывания)
2 - Второе устройство для наматывания с нагревом и поддержанием температуры (устройство для наматывания)
1а, 2а - Участки наматывания
1b, 2b - Печи для нагрева и подержания температуры
3 - Прокатный стан (прокатный стан с изменяемым количеством валков)
3а - Рабочий валок
3b - Опорный валок
4 - Прижимные ролики
5 - Устройство для регулирования растягивающего усилия
S - Лист из магниевого сплава
Предпочтительные варианты осуществления изобретения
Далее со ссылкой на чертежи будет описан один из вариантов осуществления настоящего изобретения.
Фиг.1 представляет собой вид спереди устройства 100 для горячей прокатки в данном варианте осуществления настоящего изобретения.
Как показано на фиг.1, устройство 100 для горячей прокатки (т.е. устройство для горячей прокатки магниевого сплава), соответствующее данному варианту осуществления настоящего изобретения, снабжено первым устройством 1 для наматывания с нагревом и поддержанием температуры (устройством для наматывания), вторым устройством 2 для наматывания с нагревом и поддержанием температуры (устройством для наматывания), прокатным станом 3, множеством пар прижимных роликов 4 и устройством 5 для регулирования растягивающего усилия.
Фиг.2 представляет собой вид, на котором схематично показана обычная конструкция первого устройства 1 для наматывания с нагревом и поддержанием температуры и второго устройства 2 для наматывания с нагревом и поддержанием температуры.
Эти два устройства 1 и 2 для наматывания с нагревом и поддержанием температуры снабжены участками 1а и 2а наматывания, а также печами 1b и 2b для нагрева и поддержания и температуры.
Печи 1b и 2b для нагрева и поддержания и температуры имеют внутренние нагреватели Н.
Данные устройства 1 и 2 для наматывания с нагревом и поддержанием температуры установлены как с входной, так и с выходной стороны прокатного стана 3 и выполнены с возможностью нагревания листа из магниевого сплава с последующим поддержанием его температуры, когда этот лист находится в свернутом в рулон состоянии. Они также выполнены с возможностью обеспечения свободного наматывания или разматывания обоих концевых частей листа S из магниевого сплава, находящегося в виде рулона, в продольном направлении этого листа с использованием участков 1а и 2а наматывания, а также нагревания внутреннего пространства печей 1b и 2b для нагрева и поддержания температуры до заданной температуры (первой температуры) с использованием нагревателей Н с последующим поддержанием этой температуры. В результате лист S из магниевого сплава, который намотан в виде рулона (т.е. рулон магниевого сплава), поддерживается при заданной температуре.
Упомянутая первая температура составляет, например, приблизительно от 100°С до 350°С, в предпочтительном случае - от 200°С до 250°С.
Вернемся теперь к фиг.1.
Прокатный стан 3 (прокатный стан, прокатный стан с изменяемым количеством валков) имеет пару рабочих валков 3а, которые установлены параллельно и друг напротив друга между упомянутыми образующими пару устройствами 1 и 2 для наматывания с нагревом и поддержанием температуры и выполнены с возможностью нагревания и поддерживания температуры, пару опорных валков 3b, которые установлены параллельно и рядом с соответствующими рабочими валками 3а и выполнены с возможностью нагревания и поддерживания температуры, корпус 3с, в котором размещены две пары валков 3а и 3b и который служит им опорой, позволяющей этим валкам свободно вращаться, и приводным механизмом (не показан), который приводит две пары валков 3а и 3b во вращение.
Рабочие валки 3а и опорные валки 3b представляют собой нагревающие валки, которые можно нагревать таким образом, чтобы температура их поверхности повышалась до заданного уровня и у которых можно поддерживать эту температуру (вторую температуру), кроме того, эти валки 3а и 3b при подаче листа S из магниевого сплава в одном направлении между рабочими валками 3а позволяют выполнять нагрев этого листа S таким образом, чтобы одновременно происходили увеличение его температуры и прокатка. В результате этого происходит уменьшение толщины листа S из магниевого сплава. Рабочие валки 3а и опорные валки 3b имеют такую конструкцию, при которой в них встроено, например, множество патронных нагревательных элементов в форме стержня, которые проходят в осевом направлении и расположены на заданном расстоянии друг от друга и на заданной глубине от поверхности.
Вторая температура составляет, например, приблизительно 150-350°С или менее.
В результате этого прокатный стан 3 в устойчивом режиме выполняет уменьшение толщины листа S из магниевого сплава, что приводит к удлинению этого листа.
Вместе с тем, прокатный стан 3 выполняет прокатку в возвратно-поступательном режиме за счет изменения на обратное направление подачи листа S из магниевого сплава в заданные моменты времени. При такой работе прокатный стан 3 вызывает удлинение листа S из магниевого сплава за счет уменьшения его толщины от, например, толщины приблизительно 1 мм до толщины приблизительно 0,2-0,5 мм либо до 50 мкм или менее (например, до 30-40 мкм).
В данном случае прокатный стан 3, соответствующий этому варианту осуществления настоящего изобретения, представляет собой прокатный стан с изменяемым количеством валков, в котором также можно установить рабочие валки небольшого диаметра. На фиг.3А показан прокатный стан 3, который настроен как четырехвалковый (т.е. с конструкцией, показанной на фиг.1), а на фиг.3В показан прокатный стан 3, который настроен как десятивалковый. Прокатный стан 3 этого типа обычно настраивается как четырехвалковый, показанный на фиг.3А, однако для тонкого материала, например для материала в виде фольги толщиной 50 мкм, как показано на фиг.3В, прокатный стан 3 может быть изменен на десятивалковый, который имеет пару рабочих валков 3d небольшого диаметра и две выровненных по вертикали пары горизонтальных поддерживающих валков 3е, установленных на промежуточном маршруте.
На фиг.4 показан пример других конструкций прокатного стана 3 этого типа. На фиг.4А показан прокатный стан 31, имеющий шестивалковую конструкцию, а на фиг.4В показан прокатный стан 32, имеющий десятивалковую конструкцию.
Прокатный стан 31 имеет пару рабочих валков 3а и две пары опорных валков 3b, а прокатный стан 32 имеет пару рабочих валков 3а и четыре пары опорных валков 3b.
В данном случае, из четырех пар опорных валков 3b прокатного стана 32 две пары, расположенные с внутренней стороны (т.е. валки, контактирующие с рабочими валками 3а), называются промежуточными валками.
Теперь вернемся к фиг.1.
Аналогично описанным выше рабочим валкам 3а и опорным валкам 3b, прижимные ролики 4 имеют множество патронных нагревательных элементов в форме стержня, которые встроены таким образом, что проходят в осевом направлении и расположены на заданном расстоянии друг от друга и на заданной глубине от поверхности. Эти прижимные ролики 4 являются нагревающими роликами, температуру на поверхности которых повышают до подходящего уровня и поддерживают этот уровень (например, от 150°С до 350°С) и которые служат вспомогательным средством перемещения листа S из магниевого сплава, перемещающегося налево или направо в процессе прокатки в возвратно-поступательном режиме, выполняемой прокатным станом 3. Множество групп этих прижимных роликов 4 установлено, соответственно, между прокатным станом 3 и первым устройством 1 для наматывания с нагревом и поддержанием температуры и между прокатным станом 3 и вторым устройством 2 для наматывания с нагревом и поддержанием температуры.
Посредством регулирования скорости перемещения можно сделать так, чтобы прижимные ролики 4 прикладывали соответствующее растягивающее усилие к листу S из магниевого сплава, который прокатывают в прокатном стане 3.
Между двумя соседними парами прижимных роликов 4 расположены устройства 5 для регулирования растягивающего усилия, и каждое из этих устройств, как показано на фиг.5, снабжено двумя роликами 5а с фиксированным положением и одним плавающим роликом 5b. Лист S из магниевого сплава проходит таким образом, что плавающий ролик 5b подвешен при помощи этого листа S из магниевого сплава между двумя роликами 5а с фиксированным положением, и натяжением этого листа управляют за счет вертикального перемещения плавающего ролика 5b таким образом, чтобы значения, измеренные установленным отдельно измерителем растягивающего усилия (не показан), оставались постоянными.
При такой конструкции устройство 100 для горячей прокатки выполняет чистовую прокатку листа S из магниевого сплава. Далее будет описана работа устройства 100 для горячей прокатки.
Лист S из магниевого сплава прокатывают в прокатном стане 3 при одновременном его перемещении в одном направлении за счет разматывания его с первого устройства 1 для наматывания с нагревом и поддержанием температуры и наматывания его на второе устройство 2 для наматывания с нагревом и поддержанием температуры либо за счет разматывания его со второго устройства 2 для наматывания с нагревом и поддержанием температуры и наматывания его на первое устройство 1 для наматывания с нагревом и поддержанием температуры.
Температура листа S из магниевого сплава на участке между первым устройством 1 для наматывания с нагревом и поддержанием температуры и вторым устройством 2 для наматывания с нагревом и поддержанием температуры немного уменьшается. Однако в связи с тем, что рабочие валки 3а, опорные валки 3b и прижимным валки 4 являются нагревающими, имеет место небольшое падение температуры или колебание температуры в материале, обусловленное контактом материала с этими валками и роликами.
Когда разматывание листа S из магниевого сплава с первого устройства 1 для наматывания с нагревом и поддержанием температуры (или второго устройства 2 для наматывания с нагревом и поддержанием температуры) закончено, устройство 100 для горячей прокатки изменяет направление прокатки на обратное. Устройство 100 для горячей прокатки повторяет этот процесс, в результате чего лист S из магниевого сплава прокатывается в возвратно-поступательном режиме, и толщина этого листа S из магниевого сплава последовательно уменьшается. В результате изготавливают материал в виде листа, имеющий толщину приблизительно 0,2-0,5 мм, либо материал в виде фольги, имеющий толщину 50 мкм или менее (например, 30-40 мкм).
Конкретные примеры режимов для различных проходов при чистовой прокатке, выполняемой этим устройством 100 для горячей прокатки, приведены ниже в Таблице 1.
Окончательная толщина - 0,04 мм
Для приведенного выше режима проходов лист S из магниевого сплава представляет собой рулонный материал, имеющий качество, которое соответствует AZ31B, толщину 1,00 мм и ширину 300 мм. Прокатный стан 3 имеет четыре валка. Каждый валок из пары рабочих валков 3а имеет диаметр 165 мм и длину бочки 500 мм, в то время как диаметр каждого из опорных валков 3b составляет 300 мм, а диаметр каждого из прижимных роликов составляет 150 мм.
Кроме того, в рассмотренном выше примере температура, до которой нагрето внутреннее пространство двух устройств 1 и 2 для наматывания с нагревом и поддержанием температуры и которая в них поддерживается, составляет 250°С, а рабочие валки 3а, опорные валки 3b и прижимные ролики 4 являются нагревающими, так как в них имеются внутренние нагреватели, и температура их поверхности задана на уровне 200°С.
Скорость прокатки была задана фиксированной на уровне 30 м/мин, и были выполнены девять проходов (т.е. четыре с половиной цикла возвратно-поступательного перемещения), что привело к получению материала в виде фольги, имеющего окончательную толщину 0,04 мм. Кроме того, в шестом проходе прокатный стан был перенастроен в десятивалковый прокатный стан с валками небольшого диаметра (т.е. с рабочими валками, имеющими диаметр 60 мм), и это впоследствии использовалось на всех проходах, включая последний (т.е. девятый проход).
Лист S из магниевого сплава во время прокатки размягчается из-за высокой температуры, и существует вероятность того, что на поверхности будут оставаться углубления, если высокое давление также прикладывается к областям, на которые не воздействует в данный момент прокатный стан 3. Однако в устройстве 100 для горячей прокатки, предложенном в настоящем изобретении, так как лист S из магниевого сплава сдавливается во множестве мест при помощи множества групп прижимных роликов 4, сила, с которой каждый прижимной ролик 4 придавливает лист S из магниевого сплава, является небольшой в результате распределения, и отсутствует опасность того, что от прижимных роликов 4 останутся углубления на поверхности.
Кроме того, в данном устройстве 100 для горячей прокатки растягивающее усилие в листе S из магниевого сплава в интервале от одного прижимного ролика 4 до другого прижимного ролика 4 поддерживают постоянным при помощи устройства 5 для регулирования растягивающего усилия. В результате предотвращается коробление или образование складок в листе S из магниевого сплава, и гарантируется устойчивый режим прокатки.
При использовании устройства 100 для горячей прокатки этого типа, так как лист S из магниевого сплава прокатывают при одновременном нагревании, по существу, всей его длины и поддержании в нем заданной температуры, то можно препятствовать снижению температуры листа S из магниевого сплава и можно предотвратить ухудшение качества изделия, обусловленное колебаниями температуры во время горячей прокатки. Соответственно, можно повысить выход годной продукции и увеличить объем производства, а также сохранить превосходное качество в готовом изделии, а именно в материале в виде листа или фольги.
Следует отметить, что в данном варианте осуществления настоящего изобретения рассмотрены прокатные станы с четырьмя, шестью и десятью валками, однако данный вариант этим не ограничивается.
Промышленная применимость
Так как устройство для горячей прокатки магниевого сплава, предложенное в настоящем изобретении, имеет такую конструкцию, при которой рабочие валки и опорные валки прокатного стана выполнены с возможностью нагревания листа из магниевого сплава и поддержания его температуры, то можно предотвратить ухудшение качества изделия, обусловленное колебаниями температуры во время горячей прокатки листа из магниевого сплава. Более того, можно повысить выход годной продукции и увеличить производительность, а также сохранить превосходное качество в материале в виде листа или фольги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ МАГНИЯ | 2008 |
|
RU2438806C1 |
| УСТАНОВКА ДЛЯ ПОВТОРНОГО СВОРАЧИВАНИЯ В РУЛОН ЛИСТОВ ИЗ МАГНИЕВОГО СПЛАВА | 2008 |
|
RU2443487C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2009 |
|
RU2448787C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ БЕСКОНЕЧНОЙ ПРОКАТКИ ВЫПОЛНЕННОЙ В СЕЧЕНИИ КАК ТОНКИЙ СЛЯБ, ПОЛУЧЕННОЙ СО СКОРОСТЬЮ РАЗЛИВКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ, И МАШИНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2310529C2 |


Изобретение относится к устройству для горячей прокатки магниевого сплава. В устройстве на входной и на выходной стороне прокатного стана установлены устройства для наматывания, выполненные с возможностью нагревания листа (S) из магниевого сплава с последующим поддержанием его температуры, когда этот лист находится в свернутом в рулон состоянии, последовательно уменьшают толщину листа из магниевого сплава посредством множества операций реверсивной прокатки, при этом прокатный стан снабжен рабочими и опорными валками, температуру на поверхности которых можно увеличивать до конкретного заданного уровня и затем поддерживать на этом уровне. Обеспечивается возможность предотвратить ухудшение качества изделия, обусловленное колебаниями температуры во время горячей прокатки листа из магниевого сплава, а также повысить выход годной продукции и увеличить производительность. 4 з.п. ф-лы, 5 ил., 1 табл.
1. Устройство для горячей прокатки магниевого сплава, содержащее установленные на входной и на выходной стороне прокатного стана устройства для наматывания, выполненные с возможностью нагревания листа из магниевого сплава с последующим поддержанием его температуры от 100 до 350°С, когда лист находится в свернутом в рулон состоянии, и выполненное с возможностью последовательного уменьшения толщины листа из магниевого сплава посредством множества операций реверсивной прокатки, при этом прокатный стан снабжен рабочими валками и опорными валками, температуру на поверхности которых можно увеличивать от 150 до 350°С и затем поддерживать на этом уровне, и между прокатным станом и каждым из пары устройств для наматывания установлено множество пар прижимных роликов, включающих в себя вертикальные ролики, выполненные с возможностью их нагревания с последующим поддержанием температуры от 150 до 350°С.
2. Устройство по п.1, в котором прокатный стан представляет собой прокатный стан с изменяемым количеством валков, позволяющий установить рабочие валки небольшого диаметра, выполненные с возможностью их нагревания с последующим поддержанием конкретного уровня температуры.
3. Устройство по любому из пп.1 или 2, в котором между прижимными роликами, обеспечивающими устойчивое перемещение листа из магниевого сплава, установлены устройства для регулирования растягивающего усилия.
4. Устройство по любому из пп.1 или 2, в котором в прижимные ролики встроены патронные нагревательные элементы в положении, которое является заданной глубиной от поверхности прижимных роликов.
5. Устройство по п.3, в котором в прижимные ролики встроены патронные нагревательные элементы в положении, которое является заданной глубиной от поверхности прижимных роликов.
| JP 2004066302 A, 04.03.2004 | |||
| JP 10175002 A, 30.06.1998 | |||
| JP 08264261 A, 11.10.1996 | |||
| DE 19706351 A1, 28.08.1997 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ МАГНИЕВОЙ ЛЕНТЫ | 2001 |
|
RU2252088C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МАГНИЕВОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2004 |
|
RU2305021C2 |

