Предлагаемый способ относится к области металлургии, а именно к методам интенсивной проработки структуры металла пластической деформацией.
Из уровня техники известны способы интенсивной деформации металла с целью проработки его структуры. Широкое распространение в практике кузнечно-штамповочного производства получил способ всесторонней ковки, под которым понимается многократная ковка заготовки призматической формы с кантовками между переходами ковки [1]. Недостатками способа является неравномерная проработка металла по объему, приводящая к структуре ковочного креста, и слишком жесткая схема напряженного состояния, приводящая к возможности разрушения материала.
В изобретении сотрудников УГТУ-УПИ [2] предложено многократно проковывать заготовку треугольного поперечного сечения в условиях плоского напряженного состояния (без удлинения) при кантовке на заданный угол. Недостатком способа является характерная для ковки слишком жесткая схема напряженного состояния, которая может приводить к разрушению малопластичные металлы и сплавы.
Большие пластические деформации без изменения формы можно накопить также в способах закручивания заготовок в контейнере пресса, разработанных сотрудниками УГТУ-УПИ [3, 4]. Недостатком способа является ограничение угла закручивания, а значит и реальной степени деформации, поскольку внутренний сдвиг при определенной степени нагартовки заменяется скольжением на контактных поверхностях инструмента [5].
В соответствии с патентами В.Сегала [6, 7] и Уфимского государственного технического университета [8, 9] разработаны способы накопления деформаций путем многократного равноканального углового прессования (РКУП). При этом в патентах [10, 11] предложено совместить процессы РКУП и закручивания. Недостатком способов является необходимость применения специального оборудования.
Немецкими и китайскими специалистами получен международный патент WO 2007068439 [12] на способ производства труб из меди или медных сплавов, в котором предлагается осуществлять интенсивную деформацию за счет применения метода прокатки заготовки на планетарном стане с четырьмя рабочими валками, вследствие чего удается получить проработку структуры до размера зерна 0,010…0.040 мм. Недостатком способа является необходимость применения специального оборудования.
Известен способ пластического структурообразования металлов при интенсивной пластической деформации, предложенный в описании к патенту RU 2189883 [13]. По этому способу сначала производят закрытую осадку, затем последовательно обратное и прямое прессование с одного торца заготовки. Результатом применения способа является достижение нанокристаллической структуры металла за счет повышения степени деформации заготовки и увеличение габаритов изделия. Недостатком способа является необходимость применения специальной технологической оснастки.
Наиболее близким по совокупности существенных признаков к заявляемому объекту является способ прессования заготовок с обеспечением интенсивной пластической деформации (прототип), описанный в книге [14, с.175].
Способ по прототипу включает многопереходное прессование одной из мерных трубных заготовок, полученной резкой исходной длинномерной полой заготовки, на мерные длины и одновременное калибрование полости иглой. Многопереходность достигается следующим образом. Первое прессование представляет собой операцию прессования мерной трубной заготовки (например, слитка) исходных поперечных размеров, затем пресс-изделие режут на мерные длины и направляют на операцию второго прессования. При ее выполнении уже не используют мерную трубную заготовку исходных поперечных размеров, как это предусмотрено в настоящем изобретении, а прессуют уже однажды отпрессованную заготовку.
В этом способе накопление больших пластических деформаций достигается повторением приема прессования. Процесс на этом завершается, поскольку полученная заготовка имеет слишком небольшие размеры поперечного сечения, чтобы вновь использовать метод прессования. Заготовки слишком малых размеров не прессуют, так как они представляют собой термически тонкие тела и успевают остыть до завершения обработки.
Размеры исходной заготовки зависят от технологии обработки. По прототипу [14, с.170] труба после второго прессования имеет минимальные размеры: наружный диаметр 20 мм, внутренний диаметр 17 мм, толщина стенки 1,5 мм. Зададим исходные размеры трубной заготовки для первого прессования: наружный диаметр 200 мм, внутренний диаметр 60 мм, толщина стенки 70 мм. Площадь поперечного сечения заготовки перед первым прессованием составит величину F0=28574 мм2, а площадь поперечного сечения готовой трубы Fk=87 мм2, отсюда общий за два перехода прессования коэффициент вытяжки λ=F0/Fk=328. Полученная металлом степень деформации может быть определена как ε=lnλ=5,79, а степень деформации сдвига как 
Эти характеристики деформации не могут быть увеличены из-за особенностей технологии и оборудования, применяемых в области прессования. Значительно увеличить площадь поперечного сечения исходной заготовки невозможно из-за резкого увеличения усилий прессования, а уменьшить площадь поперечного сечения готовой трубы не удается из-за увеличения напряжений прессования и захолаживания металла.
Таким образом, недостатком способа по прототипу является ограниченный уровень деформаций, сообщаемых материалу трубы.
Технической задачей, поставленной перед настоящим техническим решением, является повышение уровня пластической деформации, достигаемой в технологическом процессе прессования.
Предлагаемый способ прессования заготовок с обеспечением интенсивной пластической деформации включает многопереходное прессование одной из мерных трубных заготовок, полученной резкой исходной длинномерной полой заготовки, на мерные длины и одновременное калибрование полости иглой. Способ отличается тем, что в первом переходе прессуют мерную трубную заготовку исходных поперечных размеров с получением трубы первого перехода внешним диаметром, равным внутреннему диаметру мерной трубной заготовки исходных поперечных размеров. Полученную трубу первого перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода, полученную трубу второго перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют.
Между переходами осуществляют правку труб и/или отжиг.
Если труба первого перехода имеет внешний диаметр существенно меньше внутреннего диаметра мерной трубной заготовки исходных поперечных размеров, то между ними появляется зазор, нарушающий симметрию процесса. Если труба первого перехода имеет внешний диаметр, составляющий больше внутреннего диаметра мерной трубной заготовки исходных поперечных размеров, то не удается трубу первого перехода разместить в полости мерной трубной заготовки исходных поперечных размеров. Следует отметить, что поскольку в технике нет точных размеров, то заготовки характеризуются номинальными размерами, а истинные размеры формируются с учетом допусков. Поэтому для облегчения сборки двух мерных трубных заготовок следует назначить диаметр полости исходной мерной трубной заготовки в диапазоне плюсового допуска, а внешний диаметр трубы после очередного перехода следует назначить в пределах минусового допуска. Сборка также может быть облегчена различной степенью нагрева заготовок с учетом изменения их размеров за счет теплового расширения.
Способ отличается тем, что между переходами осуществляют правку труб. При недостаточно хорошей настройке инструмента или наличии анизотропии механических характеристик труба после прессования может иметь остаточную кривизну, правка трубы позволяет восстановить ее прямолинейность и обеспечить легкость задачи в полость мерной трубной заготовки исходных поперечных размеров.
Способ отличается тем, что между переходами осуществляют отжиг труб.
Наличие отжига, особенно в том случае, если прессование проводится в теплом или холодном состоянии, позволяет при необходимости восстановить уровень пластических свойств материала. При этом процессы рекристаллизации позволяют разупрочнить металл и уменьшить размер зерен, т.е. сделать структуру материала более однородной уже на стадии промежуточной обработки.
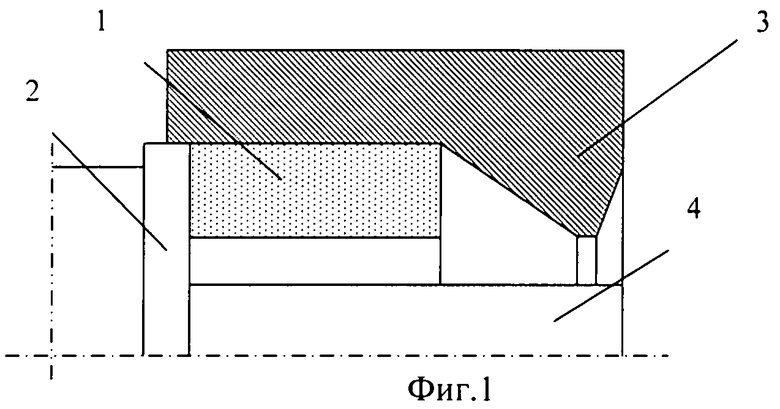
На фиг.1 изображена схема расположения первой исходной мерной трубной заготовки в контейнере пресса.
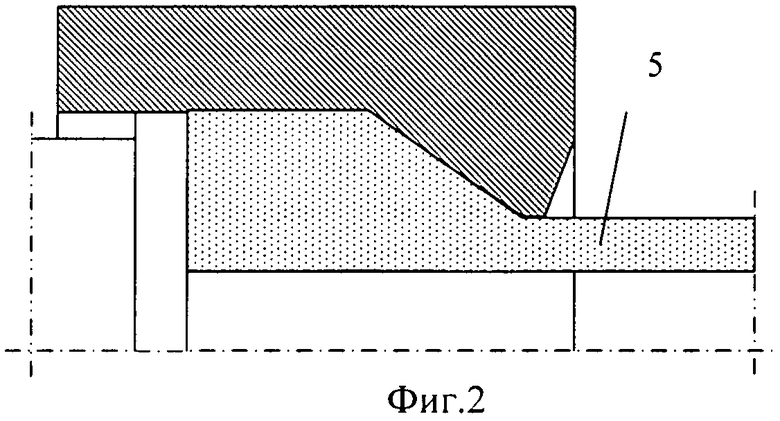
На фиг.2 изображена схема осуществления способа на стадии прессования первой мерной трубной заготовки через отверстие матрицы и одновременного калибрования полости иглой, а на фиг.3 показана труба первого перехода.
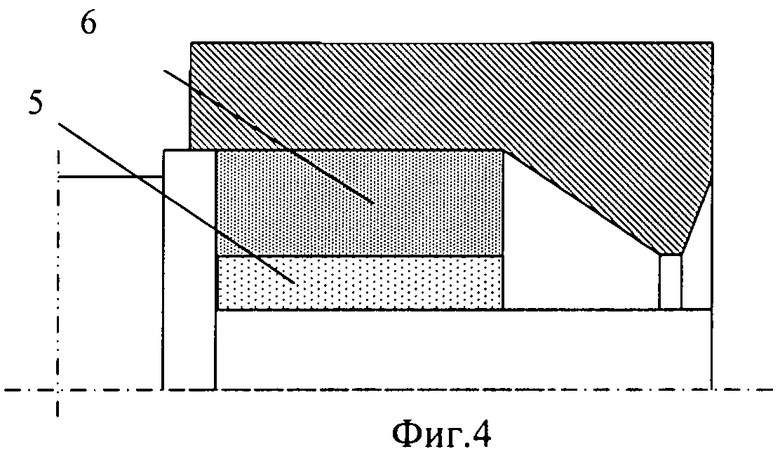
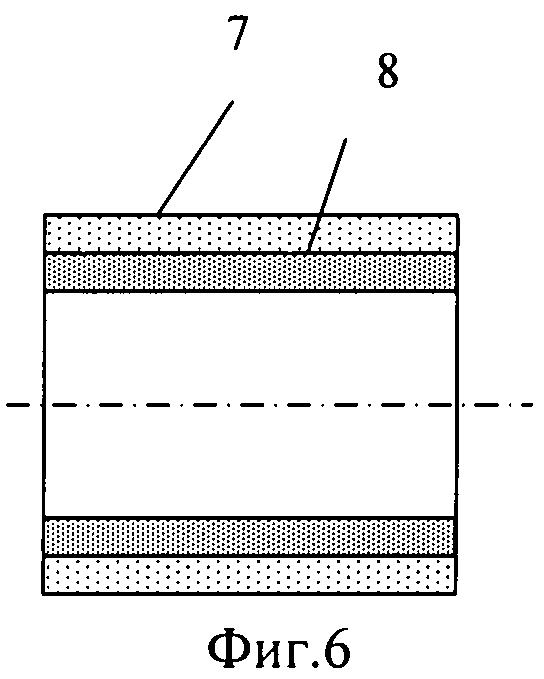
На фиг.4 показана схема расположения в контейнере пресса трубы первого перехода и исходной мерной трубной заготовки, а на фиг.5 изображена схема осуществления способа на стадии получения трубы второго перехода, сама эта труба показана на фиг.6.
Способ осуществляется следующим образом. Исходную длинномерную полую заготовку режут на мерные длины с получением мерных трубных заготовок исходных поперечных размеров.
Первую мерную трубную заготовку 1 (фиг.1) пуансоном 2, совмещенным с пресс-шайбой, прессуют из контейнера 3, совмещенного с матрицей, и одновременно калибруют ее полость иглой 4. После заполнения металлом полости контейнера на стадии распрессовки получают трубу первого перехода 5 (фиг.2) внешним диаметром, равным внутреннему диаметру мерной трубной заготовки 1 исходных поперечных размеров. Как показано на схемах, прессование осуществляют через коническую матрицу для снижения неоднородности деформации, ликвидации мертвых зон и приближения течения металла к послойному режиму.
Полученную трубу первого перехода 5 (фиг.4) помещают в полость другой мерной трубной заготовки 6 исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода, состоящей из двух слоев - наружного 7 и внутреннего 8 (фиг.5). Полученную трубу второго перехода (фиг.6) со слоями 7 и 8 вновь помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют. В результате этих действий происходит значительное накопление деформации в слоях заготовки, примыкающих к внутренней поверхности заготовки.
Пример 1. Исходные размеры заготовки для первого прессования: наружный диаметр Dн0=200 мм, внутренний диаметр Dв0=100 мм, толщина стенки S0=50 мм. Площадь поперечного сечения заготовки перед первым прессованием составит величину F0=23562 мм2. Размеры трубы после первого прессования: наружный диаметр 100 мм, внутренний диаметр 50 мм, толщина стенки 25 мм. Площадь поперечного сечения трубы после первого прессования составит величину F1=5888 мм2, отсюда коэффициент вытяжки λ1=F0/F1=4. Относительное обжатие составляет величину ε1=100(λ1-1)/λ1=75%. При пренебрежении укова от распрессовки заготовки логарифмическая степень деформации εлог1=lnλ1=1,39, а степень деформации сдвига  .
.
При втором прессовании полученную трубу первого перехода помещают в полость другой мерной трубной заготовки исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода, состоящей из двух слоев - наружного и внутреннего. При этом площадь поперечного сечения сборки заготовок перед первым прессованием составит величину F0=29452 мм2, отсюда коэффициент вытяжки во втором переходе λ2=F0/F1=5. Относительное обжатие составляет величину ε2=100(λ2-1)/λ2=80%, логарифмическая степень деформации εлог2=lnλ2=1,61. За первый и второй переход прессования накопленный коэффициент вытяжки составит величину λΣ2=λ1*λ2=20; накопленная логарифмическая степень деформации εлогΣ2=lnλΣ2=3,00; степень деформации сдвига  ; относительное обжатие εΣ2=100(λΣ2-1)/λΣ2=95%.
; относительное обжатие εΣ2=100(λΣ2-1)/λΣ2=95%.
По тем же формулам определены величины, характеризующие деформированное состояние в десяти переходах прессования (табл.1).
Как видно из таблицы, за десять переходов прессования удалось накопить относительное обжатие 99,99999%, логарифмическую степень деформации 15,9, степень деформации сдвига 27,5; что значительно превышает показатели способа по прототипу (5,79 и 10 соответственно). В таблице рассчитаны также значения толщины δi внутреннего слоя трубы по переходам. Как видно из расчетов, в десятом переходе толщина внутреннего слоя составила 13 мкм, что указывает на максимально возможный размер зерна в этом сечении.
Пример 2. Диаметр исходной заготовки назначим равным 300 мм, оставив остальные параметры процесса без изменения. Характеристики деформированного состояния в этом случае представлены в табл.2.
Как видно из таблицы, в этом варианте удалось обеспечить эффект накопления деформации, характерный для первого примера, не за десять, а за семь переходов, все итоговые показатели превышают показатели способа по прототипу. За пределами седьмого прохода полученное металлом относительное обжатие характеризуется настолько большими величинами, что они не отличимы от 100%, несмотря на точность отражения на уровне пяти знаков после запятой. Как видно из расчетов, в десятом переходе толщина внутреннего слоя составила 0,000000002 мм или 0,002 нм. Очевидно, что размер зерна не может превысить размера самой заготовки, поэтому можно говорить о переводе структуры металла на наноуровень, верхней границей которого принято считать размеры менее 100 нм.
По мере необходимости по маршруту прессования осуществляют правку и/или отжиг заготовок.
В способе по прототипу полученная металлом логарифмическая степень деформации составила величину 5,79, а степень деформации сдвига 10. В предлагаемом способе полученная металлом логарифмическая степень деформации составляет величину 24,5, а степень деформации сдвига 42,4, что в 2,45 раза выше.
Таким образом, технический результат заключается в повышении уровня пластической деформации, достигаемой в технологическом процессе прессования, что позволяет перевести размер зерен в металле на наноуровень.
Источники информации
1. Охрименко Я.М. Технология кузнечно-штамповочного производства. М.: Машиностроение, 1976. 560 с.
2. Патент RU 2326749. Способ ковки длинномерных заготовок. Ю.Н.Логинов, В.В.Котов; заявитель УГТУ-УПИ. Опубл. 20.06.08. IPC B21J 5/02, B21J 13/02.
3. А.с. СССР №1315134. Способ изготовления заготовок из металлических порошков. / Ю.Н.Логинов, А.А.Богатов. Заявитель УПИ. Опубл. 07.06.88. IPC B22F 3/02.
4. А.с. СССР №1690946. Способ прессования цилиндрических заготовок из металлических порошков. А.А.Богатов, Ю.Н.Логинов, Н.Н.Загиров и др. Заявитель УПИ. Опубл. 15.11.91. IPC B22F 3/02.
5. Логинов Ю.Н., Богатов А.А. Пластическая деформация без изменения формы. /Обработка легких и специальных сплавов. М.: ВИЛС, 1996. С.271-279.
6. Патент US 2002007880. Methods for controlling the texture of alloys utilizing equal channel angular extrusion. SEGAL VLADIMIR; WILLETT WILLIAM B; FERRASSE STEPHANE. Publ. 24.01.02 IPC B21C 23/00; B22D 7/00; C22F 1/00; C22F 1/04; C23C 14/34; B21C 23/00
7. Патент US 5850755 Method and apparatus for intensive plastic deformation of flat billets. SEGAL VLADIMIR. Publ. 22.12.98. B21C 23/00; C22 F 1/00; C22F 1/04.
8. Патент RU 2285738. Способ термомеханической обработки двухфазных титановых сплавов. / Н.Г.Баушев, Г.И.Рааб, Л.Р.Саитова и др. Заявитель Уфимский государственный авиационный технический университет. Опубл. 20.10.06. IPC C22F 1/18, B21J 5/00.
9. Патент RU 2139164. Способ деформирования заготовок в пересекающихся каналах. / В.Н.Слобода, Р.З.Валиев, Г.И.Рааб и др. Заявитель Уфимский государственный авиационный технический университет. Опубл. 10.10.99. IPC B21J 5/00, C21D 7/00.
10. Патент RU 2240197. Способ комбинированной интенсивной деформации заготовок. / Р.З.Валиев, Х.Ш.Салимгареев, Г.И.Рааб и др. Заявитель Уфимский государственный авиационный технический университет. Опубл. 20.11.04. IPC B21J 5/00.
11. Патент RU 2188091. Устройство для обработки материалов давлением. /Р.З.Валиев, Х.Ш.Салимгареев. Заявитель Уфимский государственный авиационный технический университет. Опубл. 27.08.02. IPC B21C 25/00.
12.Патент WO 2007068439. METHOD FOR MANUFACTURING A TUBE OF COPPER OR COPPER ALLOY / BINDERNAGEL ALI, TEYKE ROETGER LOTHAR, ZHIBIN WANG, XIGANG ZHANG. Заявители KOCKS TECHNIK GMBH & CO KG [DE]; GOLDEN DRAGON PRECISE COPPER [CN]. Опубл. 21.06.07. IPC B21B 23/00; B21C 1/22.
13. Патент RU 2189883. Способ пластического структурообразования металлов при интенсивной пластической деформации. / В.Г.Шибаков, С.Н.Гончаров, М.В.Мухин. Заявитель Камский политехнический институт. Опубл. 27.09.02. IPC B21J 5/00, 13/02, C21D 7/02.
14. Щерба В.Н., Райтбарг Л.Х. Технология прессования металлов. М.: Металлургия, 1995. 336 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК | 2009 |
|
RU2476288C2 |
| Способ упрочнения пластической деформацией проволоки | 2018 |
|
RU2709554C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПОЛОЙ ЗАГОТОВКИ | 2014 |
|
RU2572682C2 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ С МЕЛКОКРИСТАЛЛИЧЕСКОЙ ГЛОБУЛЯРНОЙ СТРУКТУРОЙ В α И α+β-ТИТАНОВЫХ СПЛАВАХ | 2009 |
|
RU2390395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| СПОСОБ НЕПРЕРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ ПРУТКА | 2013 |
|
RU2560474C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МЕДНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2024 |
|
RU2830626C1 |
Изобретение относится к области металлургии, а именно к методам интенсивной проработки структуры металла пластической деформацией. Способ включает многопереходное прессование мерной трубной заготовки исходных поперечных размеров и одновременное калибрование полости иглой. Упомянутые мерные трубные заготовки получены резкой исходной длинномерной полой заготовки на мерные длины. В первом переходе прессуют мерную трубную заготовку исходных поперечных размеров с получением трубы первого перехода. Внешний диаметр трубы первого перехода равен внутреннему диаметру мерной трубной заготовки исходных поперечных размеров. Полученную трубу первого перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода. Полученную трубу второго перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют. В результате обеспечивается повышение уровня пластической деформации. 2 з.п. ф-лы, 6 ил., 2 табл., 2 пр.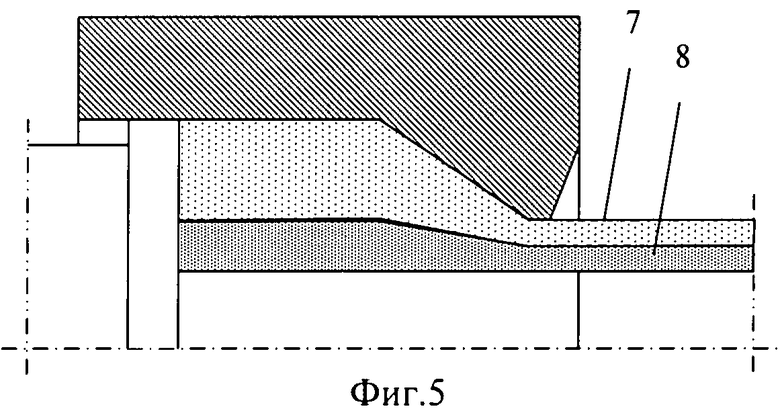
1. Способ прессования заготовок с обеспечением интенсивной пластической деформации, включающий многопереходное прессование одной из мерных трубных заготовок исходных поперечных размеров, полученной резкой исходной длинномерной полой заготовки на мерные длины, и одновременное калибрование полости иглой, отличающийся тем, что в первом переходе прессуют мерную трубную заготовку исходных поперечных размеров с получением трубы первого перехода внешним диаметром, равным внутреннему диаметру мерной трубной заготовки исходных поперечных размеров, полученную трубу первого перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода, полученную трубу второго перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют.
2. Способ по п.1, отличающийся тем, что между переходами осуществляют правку труб.
3. Способ по п.1, отличающийся тем, что между переходами осуществляют отжиг труб.
| ЩЕРБА В.Н., РАЙТБАРГ Л.Х | |||
| Технология прессования металлов | |||
| - М.: Металлургия, 1995, с.175 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2001 |
|
RU2191652C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ С МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ И УТОЛЩЕНИЕМ НА ОДНОМ ИЗ КОНЦЕВЫХ УЧАСТКОВ | 1995 |
|
RU2077967C1 |
| DE 3805628 A, 22.09.1988 | |||
| US 5400633 A1, 28.03.1995. | |||

