Изобретение относится к области изготовления, монтажа и эксплуатации резервуаров для хранения и обработки жидкости, в частности, к комплексам очистных сооружений и резервуарам таких комплексов.
Резервуары для хранения и обработки жидкости, в подавляющем числе случаев, выполняются в форме параллелепипеда, и, кроме боковин и днища, содержат внутренние перегородки, устанавливаемые в различной взаимной конфигурации.
Наиболее распространенным материалом выполнения резервуаров для хранения и переработки жидкостей, в частности сточных вод, являются полимерные панели (панели из термопластичных полимеров PVC, РР, РЕ, PVDF).
Панели, после разметки и обрезки до необходимых размеров, термически свариваются, торцевой или угловой сваркой, друг с другом. Применяются различные типы сварки, в частности с помощью сварочного прутка (сварочной проволоки), обычно круглого профиля. Соединительными элементами таких резервуаров являются образующиеся в результате сварки сварочные швы, содержащие область с треугольным профилем, две стороны которой образованы границами шва с плоскостями панелей, третья, внешняя сторона является криволинейной, вогнутой или выпуклой относительно места соединения панелей [Справочник по сварке и склеиванию пластмасс, А.Н.Шестопал и др., издательство Техника, Киев, 1986; стр.8, рис.3з, 3и].
Недостатком таких соединительных элементов является их недостаточная, для длительной эксплуатации, прочность, что проявляется в появлении трещин и разломов сварочных швов. Появление таких трещин и разломов приводит к нарушению целостности конструкции, и, в конечном результате, к приведению в негодность резервуара для эксплуатации полностью.
Предлагаемое решение решает задачу по увеличению прочности соединительного элемента без значительного увеличения стоимости и сложности монтажа резервуара.
Для достижения данного технического результата соединение панелей резервуара осуществляется образованием сварочного шва термической сваркой с помощью трех сварочных прутков, свариваемых с панелями в определенной последовательности и при различных температурных режимах.
Соединительный элемент, соединяющий панели, формируется следующим образом.
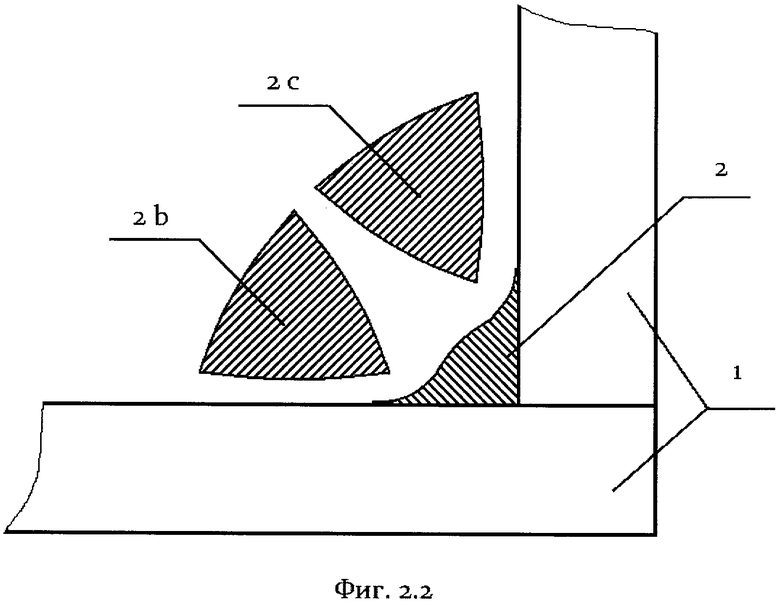
Первоначально в образованный плоскостями панелей [1] угол устанавливается сварочный пруток [2а] и приваривается известным способом при температуре сварки в диапазоне от 550 до 600°С. После приваривания первого термически деформированного прутка (после временной задержки в 4-8 секунд), к обеим сторонам зоны соединительного элемента [2а], образовавшейся после приваривания первого сварочного прутка, привариваются прутки [2b] и [2с], причем температура сварки находится в диапазоне от 590 до 610°С.
В результате образуется соединительный элемент из основной зоны [2] и двух дополнительных зон [2b] и [2с], с выпукло-вогнутым профилем.
Сварочный пруток, применяемый в соединительном элементе, может иметь различные первоначальные формы: треугольную, овальную, круглую; в любом случае зона [2] после термической деформации имеет приблизительно одинаковую выпукло-вогнутую форму сечения.
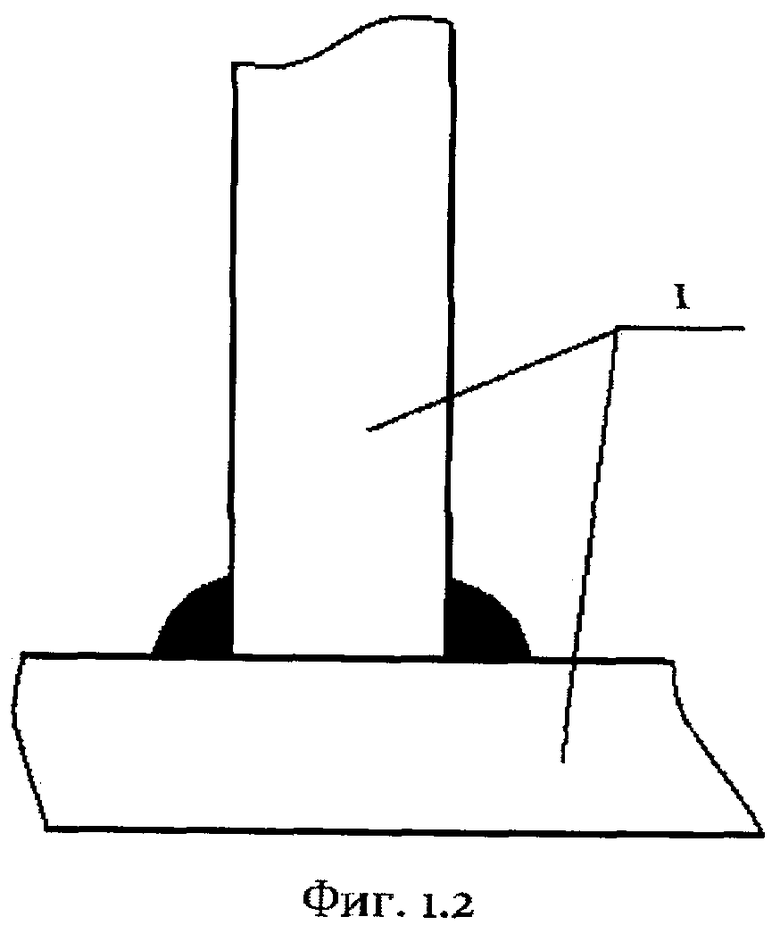
На Фиг.1.1. и Фиг.1.2. показан обычный, наиболее распространенный тип соединения панелей [1], при котором соединительный элемент образуется применением с каждой из сторон одного, круглого сечения, сварочного прутка [2]. На Фиг.1.1. показано взаимное расположение панелей и прутков до сварки. На Фиг.1.2. показан образованный сваркой соединительный элемент.
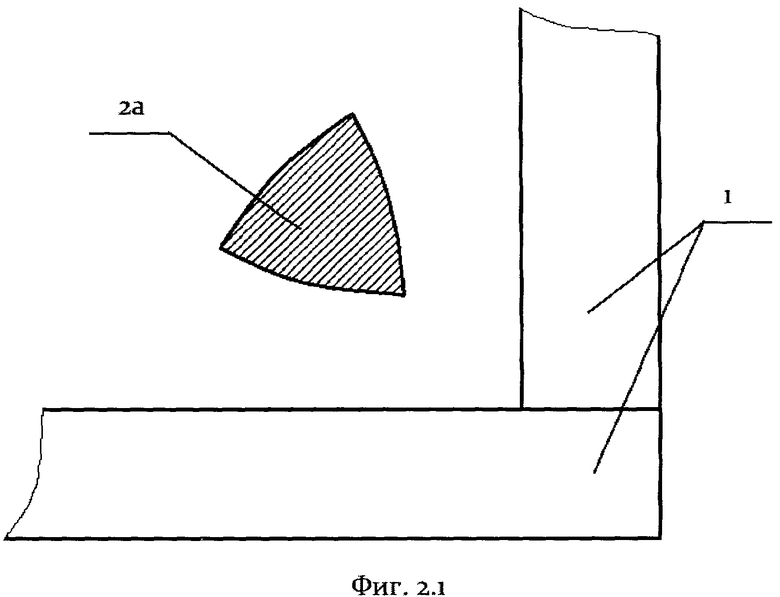
На Фиг.2.1 показано взаимное расположение (в разрезе) соединяемых панелей [1] и сварочного прутка треугольной формы [2а] до начала сварки.
На Фиг.2.2. показано взаимное расположение (в разрезе) соединяемых панелей [1] образованной сваркой зоны [2а] соединительного элемента и сварочных прутков треугольной формы [2b] и [2с].
На Фиг.2.3 показан вид в разрезе соединительного элемента.
Заявленный соединительный элемент в силу своей конструкции обладает намного лучшими, по сравнению с ближайшим аналогом, прочностными характеристиками, что подтверждается расчетными и экспериментальными данными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ С ОДНОВРЕМЕННОЙ ПРИВАРКОЙ УСИЛИВАЮЩИХ ПРУТКОВ | 2013 |
|
RU2542204C1 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР, ОСНАЩЕННЫЙ СКВОЗНЫМ ЭЛЕМЕНТОМ | 2016 |
|
RU2697015C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| СПОСОБ СВАРКИ КОНТЕЙНЕРА | 2005 |
|
RU2377127C2 |
| СПОСОБ И СВАРОЧНЫЙ СТАПЕЛЬ ДЛЯ СВАРКИ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2420381C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КРАНА ДЛЯ РЕГУЛИРОВАНИЯ ТЕКУЧЕЙ СРЕДЫ, ШАРОВОЙ КРАН И СВАРОЧНЫЙ ИНСТРУМЕНТ ДЛЯ УДЕРЖИВАНИЯ И МАНИПУЛИРОВАНИЯ ЧАСТЯМИ КРАНА | 2020 |
|
RU2815842C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2010 |
|
RU2453413C2 |

Изобретение относится к области изготовления, монтажа и эксплуатации резервуаров для хранения и обработки жидкости. Способ изготовления соединительного элемента посредством последовательной сварки трех сварочных прутков к углу, образованному плоскостями свариваемых панелей, заключается в том, что первоначально в образованный плоскостями панелей угол устанавливается сварочный пруток и приваривается при температуре сварки в диапазоне от 550 до 600°С. После временной задержки в 4-8 секунд к обеим сторонам образовавшейся после приваривания первого сварочного прутка зоны соединительного элемента последовательно привариваются два дополнительных прутка при температуре сварки от 590 до 610°С. В результате увеличивается прочность соединительного элемента. 5 ил.
Способ изготовления соединительного элемента посредством последовательной сварки трех сварочных прутков к углу, образованному плоскостями свариваемых панелей, отличающийся тем, что первоначально в образованный плоскостями панелей угол устанавливается сварочный пруток и приваривается при температуре сварки в диапазоне от 550 до 600°С, после временной задержки в 4-8 с к обеим сторонам образовавшейся после приваривания первого сварочного прутка зоны соединительного элемента последовательно привариваются два дополнительных прутка при температуре сварки от 590 до 610°С.
| Соединение листовых деталей | 1974 |
|
SU658027A1 |
| JP 2001071129 А, 21.03.2001 | |||
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ПРИ ПОМОЩИ ТЕНЕВОЙ ДЕФЕКТОСКОПИИ | 2005 |
|
RU2358259C2 |
| Рейсфедер для проведения пунктирных линий | 1930 |
|
SU21727A1 |

