Настоящее изобретение относится к промышленно изготавливаемому изделию, содержащему коробчатую конструкцию для корпуса транспортного средства, в частности для пола или стенки кабины для грузового автомобиля, но также и для пассажирского салона для легкового автомобиля, автобуса, пассажирского вагона поезда и т.д.
В конструкции автомашин, и в частности грузовых автомобилей, но также и легковых автомобилей, автобусов, пассажирских вагонов поездов и т.д., некоторые части кабины или пассажирского салона, в частности пол, а также стенки, в общем изготавливают с использованием металлических пластин подходящей толщины, в случае необходимости сформованных, а затем сваренных вместе; пластины сваривают по их краям, которые выполнены так, чтобы перекрывать друг друга на заданную ширину. Один метод сварки, который часто используется, представляет собой точечную сварку, которая имеет преимущество, будучи дешевой и быстрой, а также делает возможным легко отсоединять и снова соединять пластины в случае необходимости для обслуживания или замены частей. Однако можно использовать и другие методы сварки.
При заданной тонкости пластины полученные таким образом части могут нуждаться в некотором упрочнении; пол кабины или пассажирского салона должен быть укреплен, чтобы выдерживать вес людей и обеспечивать возможность закрепления к полу кресел и предохранительных ремней. Что касается стенок кабины или пассажирского салона, они должны главным образом выдерживать аэродинамические нагрузки без вибрации.
Один способ, который часто используется для выполнения упомянутого упрочнения, состоит в образовании коробчатой конструкции, где упрочнение (по существу, швеллеры) приваривают к одной лицевой поверхности пластины (например, к лицевой поверхности, которая образует обратную сторону пола) посредством створок на боковых краях сортового профиля и с вогнутой частью, направленной к пластине для образования с упомянутой пластиной, отчасти имеющую форму трубы или форму параллелепипеда, секцию, которая может также использоваться для несения кабелей или подобных элементов.
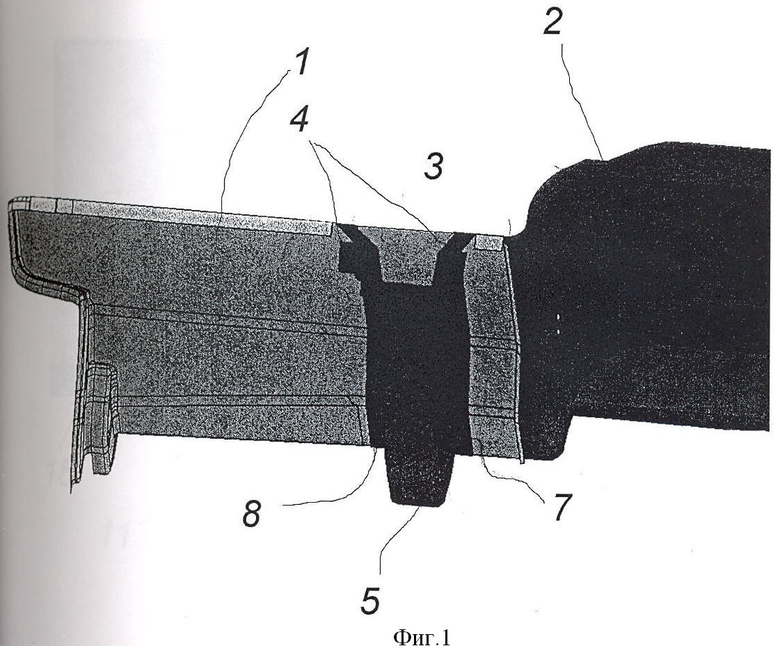
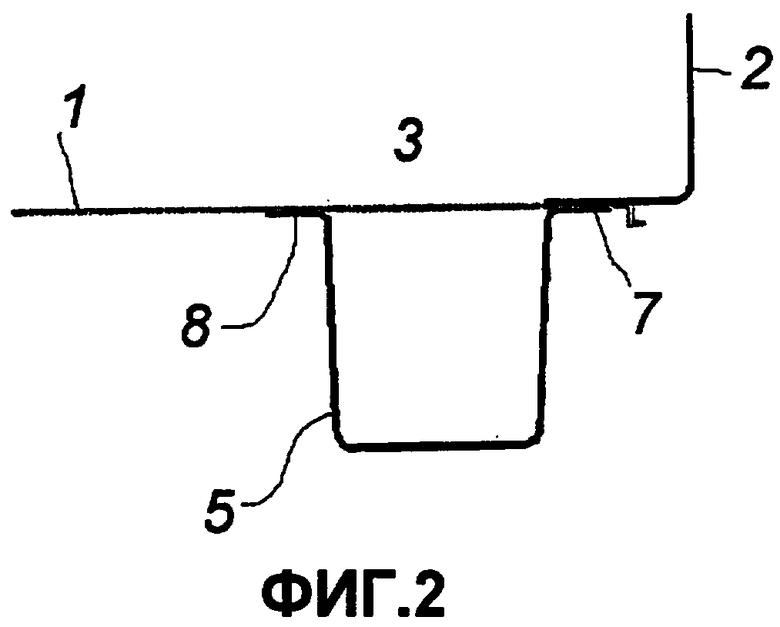
Упомянутое упрочнение часто требуется приваривать близко к соединению между этими двумя пластинами, расположенными параллельно упомянутому соединению. Типичный пример представляет собой пол кабины грузового автомобиля. Рассмотрим фиг.1, на которой показан вид снизу части пола, и фиг.2, на которой показан вид в поперечном сечении области соединения, которая часто содержит две формованные боковые пластины, одну на стороне водителя и одну на стороне пассажира, выполненные в продольном направлении в кабине, между точками крепления подвески кабины впереди и задней стенки позади, присоединенные к центральному капоту, также выполненному из сформированной пластины и расположенному в продольном направлении, который составляет выпуклый центральный участок, разделяющий кабину в продольном направлении, и на котором обычно расположены стояночный тормоз и рычаг управления коробкой передач. На этих чертежах показано соединение между одной из боковых пластин 1 и центральным капотом 2, в области 3, в которой они накладываются, где участок капота накладывается на участок боковой пластины. В соответствии с соединением, боковину 5 приваривают к обратной стороне боковой пластины. Боковые створки 7 и 8 боковины, которые проходят по всей ее длине, помещают напротив боковой пластины, и на них выполняют сварку. Приваривание створки 7 к центральному капоту может быть выполнено с помощью сварки между капотом и боковой пластиной. Боковая пластина продолжается на соответствующую длину и может быть снабжена створками 4 на концах для ее крепления к другим частям кабины. Другие подобные упрочнения обычно приспосабливают к другим частям пола, как требуется.
Хотя описанный выше способ часто используют для производства коробчатой конструкции, он включает в себя много сложных технологических операций и соединение большого количества частей, которые сначала требуется заготавливать и обрабатывать. Поэтому желательно производить коробчатые конструкции в конкретных компонентах кабины или пассажирского салона для автомашины, и более конкретно, для грузового автомобиля, близко к соединениям между двумя пластинами, которые являются более дешевыми для производства и приводят к экономии в количественных показателях операций и материалов, которые требуются.
Задачей настоящего изобретения является создание промышленно изготавливаемого изделия, содержащего первую и вторую пластину, частично перекрывающиеся и соединенные вместе в области, в которой они перекрываются, отличающегося тем, что обеспечена по меньшей мере первая пластина в области наложения с участком, который образует, во взаимодействии со второй пластиной, коробчатую конструкции.
Частичное наложение означает, что каждая из этих двух пластин имеет участок своей поверхности, который превышает поверхность другой, или что обе лицевые поверхности каждой пластины частично открыты с каждой стороны промышленно изготавливаемого изделия. Упомянутый участок может иметь, по существу, вогнутое поперечное сечение, предпочтительно U-образное, с вогнутой частью, направленной ко второй пластине. Упомянутый участок предпочтительно выполнен так, что является, по существу, параллельным краям пластин в области, в которой они накладываются. Пластины предпочтительно соединены вместе посредством сварки, более предпочтительно точечной сварки. Упомянутые пластины предпочтительно соединены с обеих сторон от сформированного участка.
В соответствии с одним объектом изобретения обе пластины обеспечены участком, как описано выше.
Изобретение также относится к части кабины или пассажирского салона транспортного средства, такого как легковой автомобиль, автобус, пассажирский вагон поезда, и т.д., предпочтительно к кабине для грузового автомобиля, более предпочтительно к полу или стенке кабины для грузового автомобиля, содержащей промышленно изготавливаемое изделие, как описано выше.
Другая задача настоящего изобретения заключается в создании способа производства промышленно изготавливаемого изделия, содержащего коробчатую конструкцию, включающего в себя:
образование на первой пластине участка, который формируют так, чтобы создать, во взаимодействии со второй пластиной, коробчатую конструкцию;
частичное наложение первой и второй пластин в соответствии с упомянутым участком;
соединение вместе первой и второй пластин предпочтительно посредством сварки, более предпочтительно посредством точечной сварки.
Упомянутый участок предпочтительно образуют во время процесса формования пластины.
Изобретение имеет отношение, в частности, к тому, что сформулировано в прилагаемой формуле изобретения.
Настоящее изобретение ниже будет подробно описано на примере предпочтительных, но не исключительных вариантов его осуществления, со ссылками на прилагаемые чертежи, на которых:
фиг.1 (описанная раньше) - схематичное изображение вида в перспективе части пола кабины для грузового автомобиля согласно предшествующему уровню техники;
фиг.2 (описанная раньше) - схематичное изображение поперечного сечения части пола кабины для грузового автомобиля согласно предшествующему уровню техники;
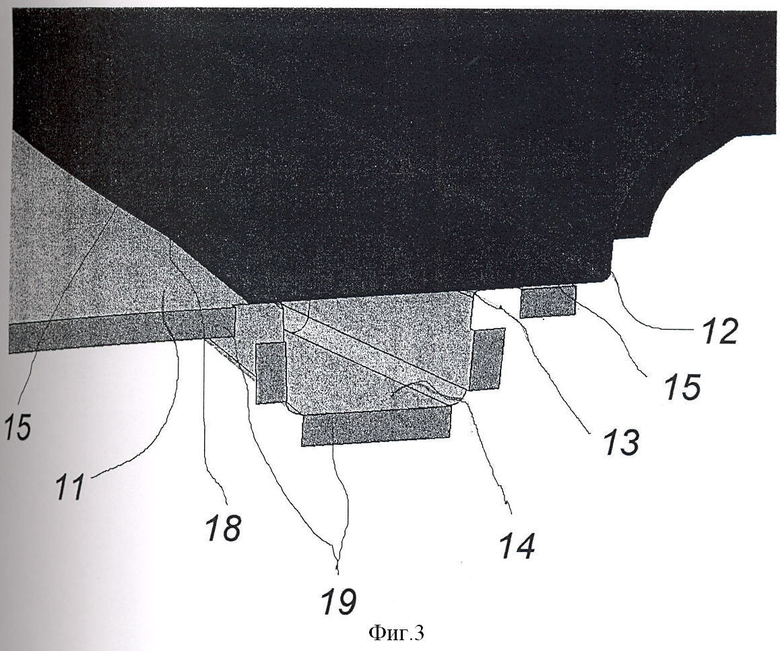
фиг.3 - схематичное изображение вида в перспективе части пола кабины для грузового автомобиля в соответствии с настоящим изобретением;
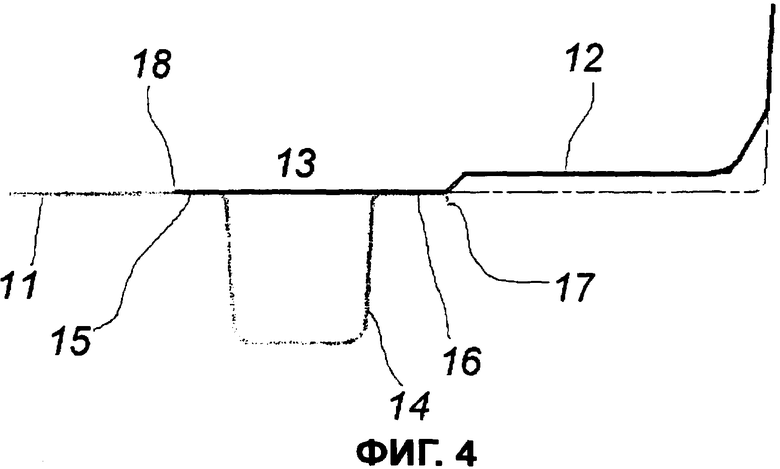
фиг.4 - схематичное изображение поперечного сечения части пола кабины для грузового автомобиля в соответствии с настоящим изобретением;
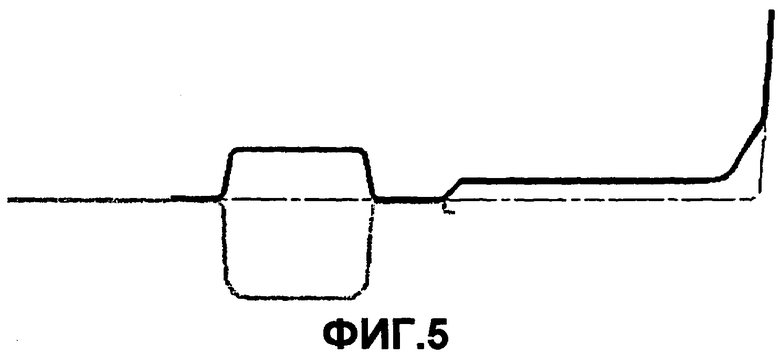
фиг.5 - схематичное изображение поперечного сечения части пола кабины для грузового автомобиля в соответствии с другим объектом настоящего изобретения;
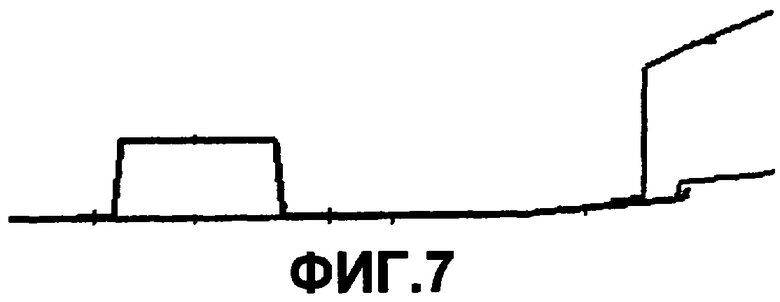
фиг.6 и 7 - схематичные изображения чертежа поперечного сечения части задней стенки кабины для грузового автомобиля в соответствии с предшествующим уровнем техники и настоящим изобретением, соответственно.
На фиг.3 и 4 показана часть пола грузового автомобиля в соответствии с настоящим изобретением, которая обеспечена коробчатой конструкцией и которая образована между первой 11 и второй 12 пластиной, соединенных вместе в области 13, в которой они перекрываются; первая пластина составляет одну из боковых пластин пола, вторая - выпуклый капот в центре кабины, таким же образом, как описано выше. Пластины соединены вместе, например, посредством сварки в контактных поверхностях 15 и 16, участок 14 первой пластины или боковой пластины имеет U-образное поперечное сечение, закрытое участком второй пластины, которая наложена на первую. Это создает трубчатую конструкцию, которая образует коробчатую конструкцию. Она благоприятно заменяет боковину, которая была прежде приспособлена к одной из пластин для создания продольного упрочнения, параллельного соединению между этими двумя пластинами, и проходит параллельно краям 17 и 18 пластин в области, в которой они перекрываются. Могут быть выполнены конструкции, такие как створки 19 для присоединения пластин к другим конструкциям. Могут использоваться другие обычные способы, например край 17 может быть снабжен складкой, показанной на фиг.3 для предотвращения распространения трещин, вызываемых процессом перекрывания. Толщина пластин может быть выбрана соответствующим образом. Если считается необходимым, например, для усиления сформированного участка, пластины также могут иметь различную толщину, например они могут быть изготовлены в виде подогнанных заготовок, в которых пластины различной толщины сваривают по краям, перед формированием пластины. Как упомянуто выше, сформированный участок может быть получен посредством формования, например, во время формования всей пластины. Другие конструкции упрочнения также могут быть приспособлены к пластинам, используя обычные способы, где это необходимо. Размеры сформированного участка подобны размерам, используемым в предшествующем уровне техники.
Как предварительно было упомянуто, вторая пластина также может быть снабжена сформированным участком в соответствии первой пластиной, с вогнутой частью, направленной к первой пластине, чтобы взаимодействовать со сформированной частью первой пластины, для создания коробчатой конструкции и определения ее габаритов; на фиг.5 показано возможное решение этого типа, применяемое для пола грузового автомобиля. Согласно этому решению, вторая пластина 12' также обеспечена участком 20 с U-образным поперечным сечением, противоположным подобному участку первой пластины 11' и имеющим такую же ширину. С этим решением возможно снижать глубину сформированных участков, облегчать формование или решать конкретные проблемы относительно величины пространства, которое является доступным, не снижая при этом прочности на изгиб или устойчивости к напряжению кручения секции.
Изобретение особенно подходит для использования в области конструкции кабины транспортного средства, например кабины для грузовых автомобилей; на фиг.6 и 7 изображено поперечное сечение задней стенки кабины для грузового автомобиля, содержащей соединение между двумя пластинами, с применением секции укрепления, изготавливаемой согласно предшествующему уровню техники (фиг.6) и в соответствии с настоящим изобретением (фиг.7).
Таким образом, промышленно изготавливаемое изделие и способ в соответствии с настоящим изобретением обеспечивают возможность значительной экономии в отношении используемых материалов и упрощают операции, включенные в производство.
Как было упомянуто выше, пластины предпочтительно соединены вместе посредством точечной сварки, но может использоваться любой подходящий способ, такой как другие типы сварки или склеивание посредством соответствующих изделий для использования в производстве автомашин.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРОБЧАТАЯ СИСТЕМА ДЛЯ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕЕ ПРОИЗВОДСТВА, А ТАКЖЕ КАБИНА ДЛЯ ГРУЗОВОГО АВТОМОБИЛЯ | 2007 |
|
RU2441793C2 |
| АВТОБУС ДЛЯ ПЕРЕВОЗКИ ДЕТЕЙ | 2007 |
|
RU2333129C1 |
| КОНСТРУКЦИЯ ПОЛА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И ТРАНСПОРТНОЕ СРЕДСТВО, ЕЕ СОДЕРЖАЩЕЕ | 2015 |
|
RU2673208C2 |
| КОНСТРУКЦИЯ КУЗОВА АВТОМОБИЛЯ | 2010 |
|
RU2550401C2 |
| КУЗОВНОЙ УЗЕЛ ТРАНСПОРТНОГО СРЕДСТВА И КРОНШТЕЙН ДЛЯ ЗАЩИТЫ КРОМКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2666616C2 |
| ПЕРЕДНЯЯ ПОПЕРЕЧИНА КАБИНЫ ГРУЗОВИКА, КАБИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2435692C2 |
| УСИЛЕННЫЙ БАМПЕР АВТОМОБИЛЯ | 2015 |
|
RU2661301C1 |
| ТРЕНАЖЕР ДЛЯ ОТРАБОТКИ ДЕЙСТВИЙ ЛИКВИДАЦИИ ПОСЛЕДСТВИЙ ДОРОЖНО-ТРАНСПОРТНЫХ ПРОИСШЕСТВИЙ | 2021 |
|
RU2775323C1 |
| КОРОБ КУЗОВА И КУЗОВ, ВЫПОЛНЕННЫЙ С ПРИПЛЮСНУТЫМ И УДЛИНЕННЫМ КРИВОЛИНЕЙНЫМ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ С-ОБРАЗНЫМ ДНИЩЕМ | 2012 |
|
RU2612344C2 |
| АВТОМОБИЛЬ ТИПА ПИКАП, КАБИНА АВТОМОБИЛЯ ТИПА ПИКАП И СПОСОБ СВЯЗЫВАНИЯ ПАНЕЛИ КРЫШИ С БОКОВОЙ КУЗОВНОЙ КОНСТРУКЦИЕЙ КАБИНЫ АВТОМОБИЛЯ ТИПА ПИКАП | 2015 |
|
RU2686555C2 |

Изобретения относятся к промышленно изготавливаемому изделию, в частности к части кабины транспортного средства, а именно к полу или стенке кабины грузового автомобиля, и способу его производства. Изделие содержит первую (11, 11') и вторую (12, 12') пластины, частично перекрывающиеся и соединенные вместе в области (13), в которой они накладываются. Первая пластина выполнена с U-образным участком (14') в области наложения (13), который сформирован так, чтобы создавать во взаимодействии со второй пластиной коробчатую конструкцию. Вторая пластина (12') также обеспечена U-образным участком (20), при этом U-образный участок (20) второй пластины (12') имеет, по существу, такую же ширину, что и U-образный участок (14') первой пластины (11') и соединен с противоположной вогнутостью в области наложения точно над U-образным участком (14') первой пластины (11') для образования коробчатой конструкции. Достигается обеспечение упрочнения конструкции. 5 н. и 4 з.п. ф-лы, 7 ил.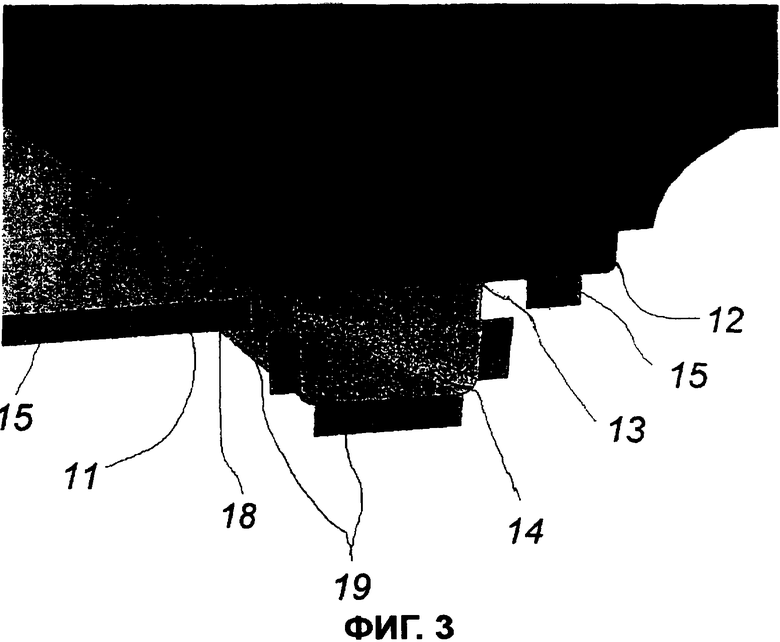
1. Промышленно изготавливаемое изделие, содержащее первую (11') и вторую (12') пластины, частично перекрывающиеся и соединенные вместе в области (13), в которой они перекрываются, по меньшей мере, первая пластина выполнена с U-образным участком (14') в области наложения (13), который сформирован так, чтобы создавать во взаимодействии со второй пластиной коробчатую конструкцию, отличающееся тем, что вторая пластина (12') также обеспечена U-образным участком (20), при этом U-образный участок (20) второй пластины (12') имеет, по существу, такую же ширину, что и U-образный участок (14') первой пластины (11'), и соединен с противоположной вогнутостью в области наложения точно над U-образным участком (14') первой пластины (11') для образования коробчатой конструкции.
2. Промышленно изготавливаемое изделие по п.1, отличающееся тем, что пластины соединены вместе посредством сварки, предпочтительно точечной сварки.
3. Промышленно изготавливаемое изделие по п.1 или 2, отличающееся тем, что пластины предпочтительно соединены с обеих сторон (15, 16) от сформированного участка.
4. Часть кабины транспортного средства, содержащая промышленно изготавливаемое изделие по любому из предыдущих пунктов.
5. Пол кабины для грузового автомобиля по п.4.
6. Стенка кабины для грузового автомобиля по п.4.
7. Способ производства промышленно изготавливаемого изделия, содержащего коробчатую конструкцию, при котором образуют на первой пластине U-образный участок, который формируют так, чтобы создавать во взаимодействии со второй пластиной коробчатую конструкцию, осуществляют частичное наложение первой и второй пластин в соответствии с упомянутым участком, соединяют вместе первую и вторую пластины, отличающийся тем, что на второй пластине также выполняют U-образный участок с вогнутой частью, размещаемой к первой пластине, для точного перекрывания указанного U-образного участка первой пластины.
8. Способ по п.7, отличающийся тем, что пластины соединяют вместе посредством сварки, предпочтительно посредством точечной сварки.
9. Способ по п.7 или 8, отличающийся тем, что упомянутый участок получают посредством формования.
| Способ переработки высококачественных и низкокачественных бокситов | 1980 |
|
SU931716A1 |
| Устройство для измерения длины движущейся ткани | 1988 |
|
SU1640252A1 |
| DE 4340445 А1, 01.06.1995 | |||
| Устройство индикации измерительного прибора | 1984 |
|
SU1262395A1 |
| Кабина транспортного средства | 1973 |
|
SU501919A1 |

