Изобретение относится к технологии изготовления слоистых изделий центробежным литьем и может быть использовано для изготовления подшипника скольжения.
Известен способ изготовления подшипника скольжения путем центробежного литья из полимерных материалов с тканью (патент РФ №2173417, F16C 33/20, 10.09.2001).
Указанный способ трудоемок и сложен из-за несовершенства технологической оснастки.
Ближайшим аналогом является способ изготовления подшипника скольжения из полимерных материалов, армированных тканью, путем центробежного формирования цилиндрической части и фланца в изложнице с торцевыми крышками (патент РФ №2232927, B29D 31/02, F16C 33/26, БИ №20 от 20.07.2004).
Однако известный способ не позволяет получать необходимую прочность и износостойкость покрытия на фланце из-за того, что фланец изготавливают отдельно от цилиндрической части. В связи с этим получается неоднородная структура подшипника скольжения, отрицательно проявляющаяся при работе подшипника скольжения (износ и отслаивание).
Технической задачей, на решение которой направлено изобретение, является повышение долговечности подшипника скольжения.
Указанная задача решается тем, что в способе, включающем изготовление подшипника скольжения из полимерных материалов, армированных тканью, путем центробежного формирования цилиндрической части и фланца в изложнице с торцевыми крышками, согласно изобретению фланец формируют одновременно с цилиндрической частью за счет удлинения ткани в сторону торцевой поверхности фланца, при этом на удлиненную часть ткани перед центробежным формированием укладывают жгут таким образом, чтобы жгут одновременно касался и удлиненной части ткани и торца фланца изложницы. Кроме того, жгут укладывают на торец изложницы по винтовой линии при снятой торцевой крышке.
Формирование фланца одновременно с цилиндрической частью за счет удлинения ткани в сторону торцевой поверхности фланца позволяет повысить прочность подшипника скольжения за счет монолитности изделия. Размещение при этом на удлиненную часть ткани перед центробежным формированием жгута таким образом, чтобы жгут одновременно касался и удлиненной части ткани и торца фланца изложницы позволяет создавать единую структуру с прочным прикреплением фланца к цилиндрической части, что повышает долговечность изделия. Укладывание жгута на торец изложницы по винтовой линии при снятой торцевой крышке обеспечивает износостойкость и повышает технологичность процесса центробежного литья.
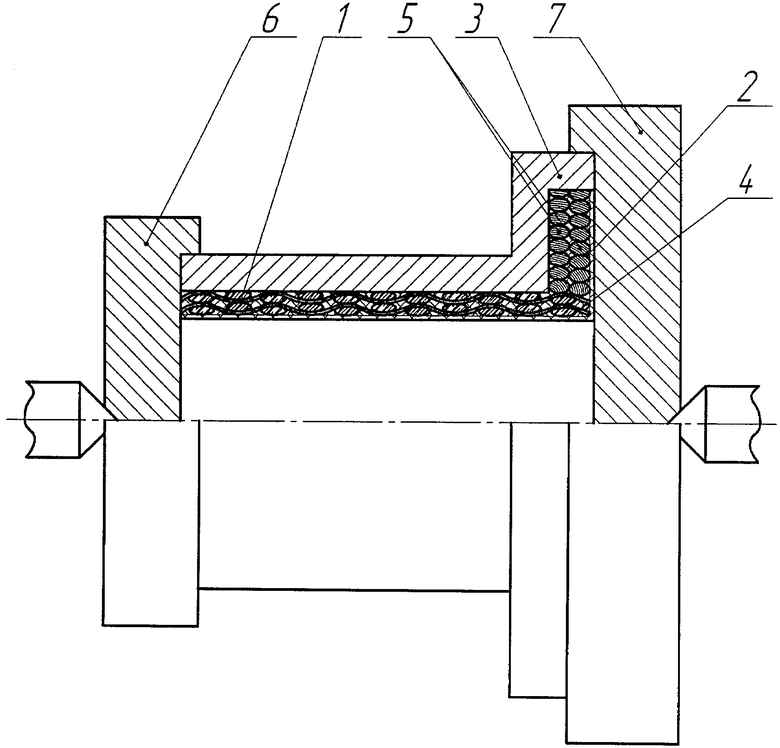
Сущность изобретения поясняется чертежом, где приведена схема центробежного формирования подшипника скольжения.
Пример реализации способа.
Ткань 1 (например, стеклоткань, углеграфитовая ткань, хлопчатобумажная, капроновая и т.д.) наматывают в виде втулки в несколько слоев. Процесс намотки втулки продолжают до достижения требуемой толщины подшипника скольжения с учетом припуска на механическую обработку. Затем втулку помещают в центрифугу с таким расчетом, чтобы образовывалась в сторону торцевой поверхности фланца 2 в изложнице 3 удлиненная часть 4 ткани 1. После этого укладывают (возможно в несколько слоев) жгут 5 (например, стеклонить, хлопчатобумажный, капроновый, углеграфитовый) по винтовой линии при снятых торцевых крышках 6, 7 на торцевую поверхность изложницы 3. При этом жгут 5 одновременно касается и удлиненной части 4 и торца фланца изложницы 3. Затем внутрь изложницы 3 загружают определенное количество антифрикционного композиционного материала (например, эпоксидной смолы и наполнителя порошков графита и фторопласта), закрывают изложницу 3 торцевыми крышками 6, 7 и центробежным способом распределяют с пропиткой втулки из ткани 1 и жгута 5 по всему объему.
После отверждения заготовки центрифугу разбирают и подшипник скольжения доводят до нужных размеров на токарном станке.
Перед изготовлением подшипника скольжения контактирующие поверхности изложницы и торцевых крышек с изделием обрабатываю известным антиадгезионным составом.
В отличие от аналогов предлагаемый способ обеспечивает повышение долговечности подшипника скольжения в процессе эксплуатации за счет повышения качества изготовления фланца, увеличения однородности по толщине подшипника, отсутствия отслоений. Кроме того, повышается износостойкость и ударная прочность подшипника скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2010 |
|
RU2445523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2008 |
|
RU2382248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2010 |
|
RU2445522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2540894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2485367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2243095C2 |
| Композитная мортира и устройство для ее формирования | 2023 |
|
RU2835044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2310776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО КОЛЬЦА ДЛЯ ГЕРМЕТИЗАЦИИ ОПОР ШАРОШЕК | 2012 |
|
RU2498037C2 |
| ШАРНИРНЫЙ НАКОНЕЧНИК ТЯГИ ТОРСИОННОГО СТАБИЛИЗАТОРА БОКОВОГО НАКЛОНА КУЗОВА ВАГОНА | 2022 |
|
RU2788958C1 |
Изобретение относится к технологии изготовления слоистых изделий центробежным литьем и может быть использовано для изготовления подшипника скольжения. Способ включает изготовление подшипника скольжения из полимерных материалов, армированных тканью, путем центробежного формирования цилиндрической части и фланца в изложнице с торцевыми крышками. Фланец формируют одновременно с цилиндрической частью за счет удлинения ткани в сторону торцевой поверхности фланца, при этом на удлиненную часть ткани перед центробежным формированием укладывают жгут таким образом, чтобы жгут одновременно касался и удлиненной части ткани и торца фланца изложницы. Жгут укладывают на торец изложницы по винтовой линии при снятой торцевой крышке. Технический результат: повышение долговечности подшипника скольжения. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления подшипника скольжения из полимерных материалов, армированных тканью, путем центробежного формирования цилиндрической части и фланца в изложнице с торцевыми крышками, отличающийся тем, что фланец формируют одновременно с цилиндрической частью за счет удлинения ткани в сторону торцевой поверхности фланца, при этом на удлиненную часть ткани перед центробежным формированием укладывают жгут таким образом, чтобы жгут одновременно касался и удлиненной части ткани и торца фланца изложницы.
2. Способ изготовления подшипника по п.1, отличающийся тем, что жгут укладывают на торец изложницы по винтовой линии при снятой торцевой крышке.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2310776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2232927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2243095C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2162172C1 |
| WO 9744181 A1, 27.11.1997. | |||

