Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипника скольжения.
Известен способ изготовления подшипника скольжения путем нанесения полимерной композиции на внутреннюю цилиндрическую часть и фланец в виде покрытия путем заполнения зазора между фланцем и шаблоном намоткой слоями пропитанного полимерной композицией жгута с последующими опрессовкой и отверждением полимерной композиции, удалением шаблона и механической обработкой покрытия (патент РФ №2243095, B29C 53/60, F16C 33/04, БИ №36 от 27.12.2004).
Указанный способ трудоемок и сложен из-за несовершенства технологической оснастки.
Ближайшим аналогом является способ изготовления подшипника скольжения путем нанесения полимерной композиции на внутреннюю цилиндрическую часть и фланец в виде покрытия путем заполнения зазора между фланцем и шаблоном намоткой слоями пропитанного полимерной композицией жгута с последующей опрессовкой и отверждением полимерной композиции, удалением шаблона и механической обработкой покрытия, при этом перед намоткой жгута подшипник скольжения и шаблон устанавливают по скользящей посадке на ось с образованием зазора между фланцем и шаблоном, а последующую намотку жгута производят непосредственно на эту ось, которую после отверждения полимерной композиции удаляют, кроме того, в качестве оси используют болт, при этом опрессовку полимерной композиции и жгута производят головкой болта посредством затягивания гайки через тарельчатую шайбу (патент РФ №2382248, B29C 53/60, F16C 33/04, БИ №5 от 20.02.2010).
Однако известный способ не позволяет получать необходимую прочность и износостойкость покрытия на фланце из-за того, что при опрессовке покрытия на фланце происходит радиальное выдавливание жгута. В связи с этим получается неоднородная структура покрытия, отрицательно проявляющаяся при работе подшипника скольжения (износ и отслаивание).
Технической задачей, на решение которой направлено изобретение, является повышение долговечности подшипника скольжения.
Указанная задача решается тем, что в способе, включающем нанесение полимерной композиции на внутреннюю цилиндрическую часть и фланец в виде покрытия путем заполнения зазора между фланцем и шаблоном намоткой слоями пропитанного полимерной композицией жгута с последующей опрессовкой и отверждением полимерной композиции, удалением шаблона и механической обработкой покрытия, при этом перед намоткой жгута подшипник скольжения и шаблон устанавливают по скользящей посадке на ось с образованием зазора между фланцем и шаблоном, а последующую намотку жгута производят непосредственно на эту ось, которую после отверждения полимерной композиции удаляют, кроме того, в качестве оси используют болт, при этом опрессовку полимерной композиции и жгута производят головкой болта посредством затягивания гайки через тарельчатую шайбу, которую располагают на противоположном торце подшипника скольжения, согласно изобретению нанесение жгута осуществляют в предварительно выполненные на торце фланца по спирали в радиальном направлении канавки. Кроме того, профиль канавок копирует сечение жгута. Кроме того, глубина и ширина канавок не превышает толщины жгута в сжатом состоянии.
Нанесение жгута в предварительно выполненные на торце фланца по спирали канавки позволяет выполнять опрессовку полимерной композиции и жгута головкой болта посредством затягивания гайки, обеспечивает равномерную передачу нагрузки на весь торец фланца подшипника скольжения и исключает разнотолщинность получаемого покрытия за счет крепления жгута на поверхности фланца. Это исключает неравномерный износ и отслаивание покрытия подшипника скольжения.
Копирование профилем канавок сечения жгута и выполнение глубины и ширины канавок, не превышающих толщины жгута в сжатом состоянии, обеспечивает работоспособность подшипникового узла и повышает долговечность.
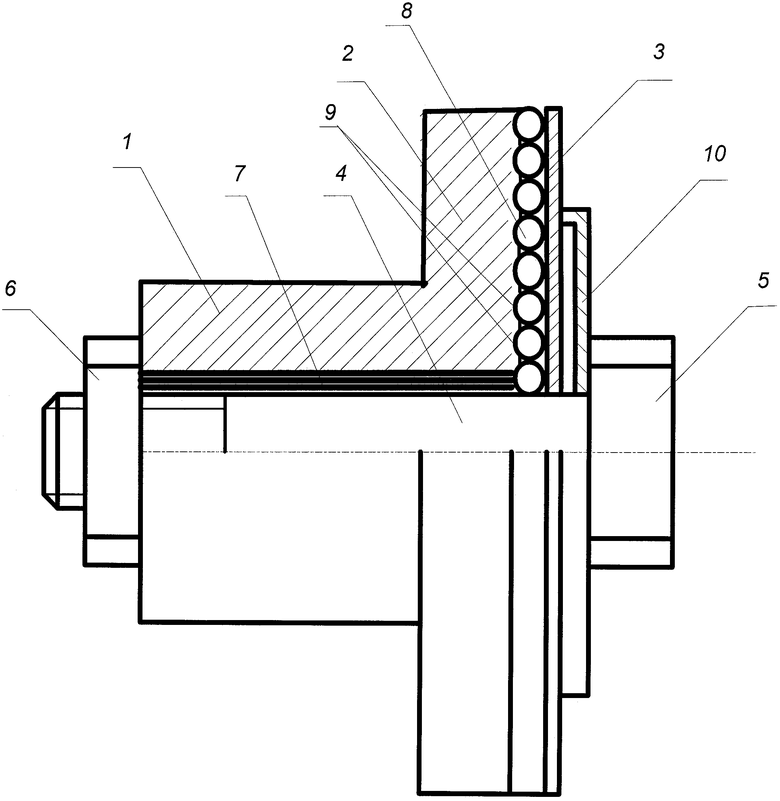
Сущность изобретения поясняется чертежом, где приведена схема намотки и опрессовки жгута.
Пример реализации способа
Для осуществления способа используют металлическую втулку 1 с фланцем 2, шаблон 3 и болт 4 с головкой 5 и гайкой 6. Шаблон 3 и металлическую втулку 1 (на которой на внутренней цилиндрической поверхности предварительно изготовлено антифрикционное покрытие 7) устанавливают по скользящей посадке на болт 4 и осуществляют нанесение покрытия путем заполнения зазора между фланцем 2 и шаблоном 3 намоткой слоями пропитанного полимерной композицией (например, эпоксидной смолой с наполнителями в виде графита и фторопласта) жгута 8 (например, из стекловолокна). При этом нанесение жгута осуществляют в предварительно выполненные на торце фланца по спирали в радиальном направлении канавки 9 (профиль канавок копирует сечение жгута и глубина и ширина канавок не превышает толщины жгута в сжатом состоянии. После полного заполнения зазора между фланцем 2 и шаблоном 3 производят опрессовку полученного покрытия шаблоном 3 через головку 5 посредством поворачивания гайки 6 по резьбе. При этом при передаче давления со стороны головки 5 на шаблон 3 применяют тарельчатую шайбу 10, которая своей кромкой задает равномерную нагрузку на всю поверхность шаблона 3 через его середину и исключает его перекос. Это исключает повреждение покрытия при изготовлении и повышает точность размеров покрытия.
Затем полимерную композицию отверждают, разбирают конструкцию путем отворачивания гайки 6 болта 4 и производят чистовую механическую обработку покрытия.
Перед каждым формированием покрытия на фланце 2 производят обработку контактирующей с полимерной композицией поверхности шаблона 3 и болта 4 известным антиадгезионным составом.
В отличие от аналогов предлагаемый способ обеспечивает повышение долговечности подшипника скольжения в процессе эксплуатации за счет повышения качества покрытия при опрессовке, увеличения однородности по толщине покрытия, отсутствия отслоений и выдавливаний. Кроме того, повышается износостойкость и ударная прочность подшипника скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2010 |
|
RU2445522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2540894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2008 |
|
RU2382248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2485367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2310776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2243095C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2492368C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипника скольжения. Способ включает нанесение полимерной композиции на внутреннюю цилиндрическую часть и фланец в виде покрытия путем заполнения зазора между фланцем и шаблоном намоткой слоями пропитанного полимерной композицией жгута с последующей опрессовкой и отверждением полимерной композиции, удалением шаблона и механической обработкой покрытия. Перед намоткой жгута подшипник скольжения и шаблон устанавливают по скользящей посадке на ось с образованием зазора между фланцем и шаблоном. Последующую намотку жгута производят непосредственно на эту ось, которую после отверждения полимерной композиции удаляют. В качестве оси используют болт. При этом опрессовку полимерной композиции и жгута производят головкой болта посредством затягивания гайки через тарельчатую шайбу, которую располагают на противоположном торце подшипника скольжения. Нанесение жгута осуществляют в предварительно выполненные на торце фланца по спирали в радиальном направлении канавки. Профиль канавок копирует сечение жгута. Глубина и ширина канавок не превышает толщины жгута в сжатом состоянии. Технический результат: повышение долговечности подшипника скольжения. 2 з.п. ф-лы, 1 ил.
1. Способ изготовления подшипника скольжения путем нанесения полимерной композиции на внутреннюю цилиндрическую часть и фланец в виде покрытия путем заполнения зазора между фланцем и шаблоном намоткой слоями пропитанного полимерной композицией жгута с последующей опрессовкой и отверждением полимерной композиции, удалением шаблона и механической обработкой покрытия, при этом перед намоткой жгута подшипник скольжения и шаблон устанавливают по скользящей посадке на ось с образованием зазора между фланцем и шаблоном, а последующую намотку жгута производят непосредственно на эту ось, которую после отверждения полимерной композиции удаляют, кроме того, в качестве оси используют болт, при этом опрессовку полимерной композиции и жгута производят головкой болта посредством затягивания гайки через тарельчатую шайбу, отличающийся тем, что нанесение жгута осуществляют в предварительно выполненные на торце фланца по спирали в радиальном направлении канавки.
2. Способ изготовления подшипника скольжения по п.1, отличающийся тем, что профиль канавок копирует сечение жгута.
3. Способ изготовления подшипника скольжения по п.1, отличающийся тем, что глубина и ширина канавок не превышает толщины жгута в сжатом состоянии.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2008 |
|
RU2382248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2243095C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2232927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2162172C1 |
| WO 9744181 A1, 27.11.1997. | |||

