Изобретение относится к области обработки металлов резанием, в частности к технологии чистовой обработки зубьев цилиндрических косозубых колес внутреннего зацепления.
Известен способ обработки зубьев цилиндрического косозубого колеса, включающий непрерывный обкат инструментом с двумя режущими кромками при его подаче параллельно оси обрабатываемого колеса с обработкой каждой из режущих кромок одной стороны зуба при повороте колеса на угловой шаг за один оборот инструмента, причем межосевой перпендикуляр между инструментом и колесом пересекал его режущие кромки в точках начала их резания, расположенных на одном диаметре и на одинаковом расстоянии от оси инструмента.
(SU 1202764, B23F 5/00, опубликовано 07.01.1986.)
Однако при осуществлении известного способа имеет место заметная деформация в системе инструмент - обрабатываемое колесо, снижающая точность чистовой обработки зуба колеса.
Техническим результатом изобретения является уменьшение деформаций в системе инструмент - обрабатываемое колесо, повышение точности обработки, а также уменьшение времени обработки.
Технический результат достигается тем, что способ чистовой обработки зубьев цилиндрических косозубых колес внутреннего зацепления включает использование головки вертикального зубофрезерного станка, обработку каждой стороны зубьев одной режущей кромкой инструмента при его одновременном взаимосвязанном вращении с обрабатываемым колесом и подаче инструмента вдоль оси колеса с расположением его режущих кромок по обе стороны от перпендикуляра между осями инструмента и колеса и расположением оси вращения инструмента по углом 90° к оси колеса, причем диаметр режущего инструмента dи определяют из соотношения
где m - модуль, мм;
β - угол наклона зубьев обрабатываемого колеса;
K - наиболее близкое число к числу К', определенному из соотношения
где dи ' - принятый первоначально диаметр режущего инструмента в соответствии с используемой головкой и обрабатываемым колесом, мм.
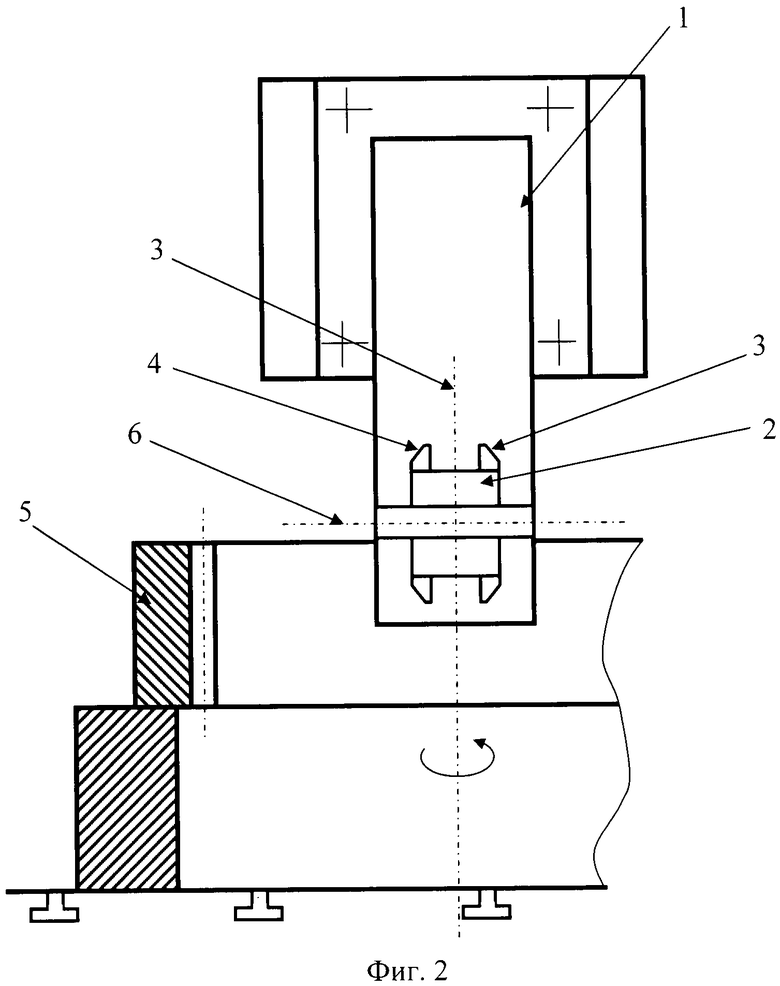
Для пояснения осуществления способа по изобретению на фиг.1 и 2 изображены головка 1 вертикального зубофрезерного станка, несущая инструмент 2 - стандартную фрезу, снабженную двумя рядами регулируемых резцов с режущими кромками 3 и 4. Обрабатываемое колесо 5 закреплено на основании зубофрезерного станка и при обработке взаимосвязанно с вращением инструмента 2 вращается вокруг своей оси. Режущие кромки 3 и 4 инструмента 2 располагают по обе стороны от перпендикуляра между осями инструмента 2 и обрабатываемого колеса 5. Ось вращения инструмента 2 располагают по углом 90° к оси колеса.
Для чистовой обработки зубьев цилиндрического косозубого колеса внутреннего зацепления с требуемыми модулем m=3,5 мм, числом зубьев z=100 и углом наклона зубьев β=15° использовали вертикальный зубофрезерный станок с применением стандартного суппорта для обработки внутренних зубьев колеса диаметром до 1200 мм. Ось 6 инструмента 2 с двумя рядами режущих зубьев устанавливали под углом к оси 3 обрабатываемого колеса, равным сумме или разности угла наклона зубьев колеса β и угла винтовой линии на диаметре инструмента dи. При этом режущие кромки одного ряда зубьев инструмента 2 обрабатывают сторону одного зуба колеса, а режущие кромки другого ряда зубьев инструмента - сторону другого зуба колеса.
При установке головки под углом, большим или меньшим угла β относительно торцевой плоскости колеса, при стандартной угловой скорости вращения колеса ωк=40-80 об/мин, увеличивается путь резания инструмента, нарушается уравновешивание параллельной оси инструмента составляющей силы резания на стадиях врезания и выхода режущих кромок 3 и 4 инструмента из зоны резания, что сильно снижает точность обработки, в первую очередь по показателям точности направления зуба, формы и расположения контактной линии.
Диаметр режущего инструмента dи определяют из соотношения
где m - модуль, мм;
β - угол наклона зубьев обрабатываемого колеса;
K - наиболее близкое число к числу K', определенному из соотношения
где dи ' - принятый первоначально диаметр режущего инструмента в соответствии с используемой головкой и обрабатываемым колесом, мм.
Принимая рекомендуемую величину dи ' для используемой головки 1 используемого зубофрезерного станка равной 90 мм, определяем величину по соотношению (2) K'=90 (мм) · 0,26794/3,5 (мм)=6,889. Наиболее близкое к полученному расчетом числу K является целое число K=7, которое принимаем для расчета требуемого диаметра режущего инструмента dи по соотношению (1) dи=3,5·7/0,26794=91,48 мм.
Для осуществления способа по изобретению также определяем угловую скорость вращения инструмента ωи (об/мин) из соотношения
где z - требуемое число зубьев колеса;
ωк - рекомендуемая для используемого зубофрезерного станка угловая скорость вращения колеса 40-80 об/мин.
Указанные расчетные величины используют при осуществлении способа по изобретению.
При чистовой обработке каждой стороны зуба колеса одной режущей кромкой инструмента при его одновременном взаимосвязанном вращении с колесом ось вращения инструмента располагают под углом 90° к оси обрабатываемого колеса. При подаче инструмента вдоль оси колеса его режущие кромки располагают по обе стороны от перпендикуляра между осями инструмента и колеса. В этом случае в резание одновременно вступают режущие зубья инструмента, обрабатывающие противоположные боковые поверхности зубьев обрабатываемого колеса.
Это позволяет обеспечить достижение поставленного технического результата: уменьшить деформацию в системе инструмент - обрабатываемое колесо, повысить точность обработки, а также уменьшить время обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ ВАЛОВ | 2012 |
|
RU2504459C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2392096C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1984 |
|
SU1349114A1 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
Способ включает использование головки вертикального зубофрезерного станка, обработку каждой стороны зубьев одной режущей кромкой инструмента при его одновременном взаимосвязанном вращении с обрабатываемым колесом, подаче инструмента вдоль оси колеса, расположении его режущих кромок по обе стороны от перпендикуляра между осями инструмента и колеса и расположении оси вращения инструмента под углом 90° к оси колеса, при этом диаметр режущего инструмента dи определяют из приведенного соотношения. Технический результат: повышение точности обработки за счет уменьшения деформации в системе инструмент - обрабатываемое колесо. 2 ил.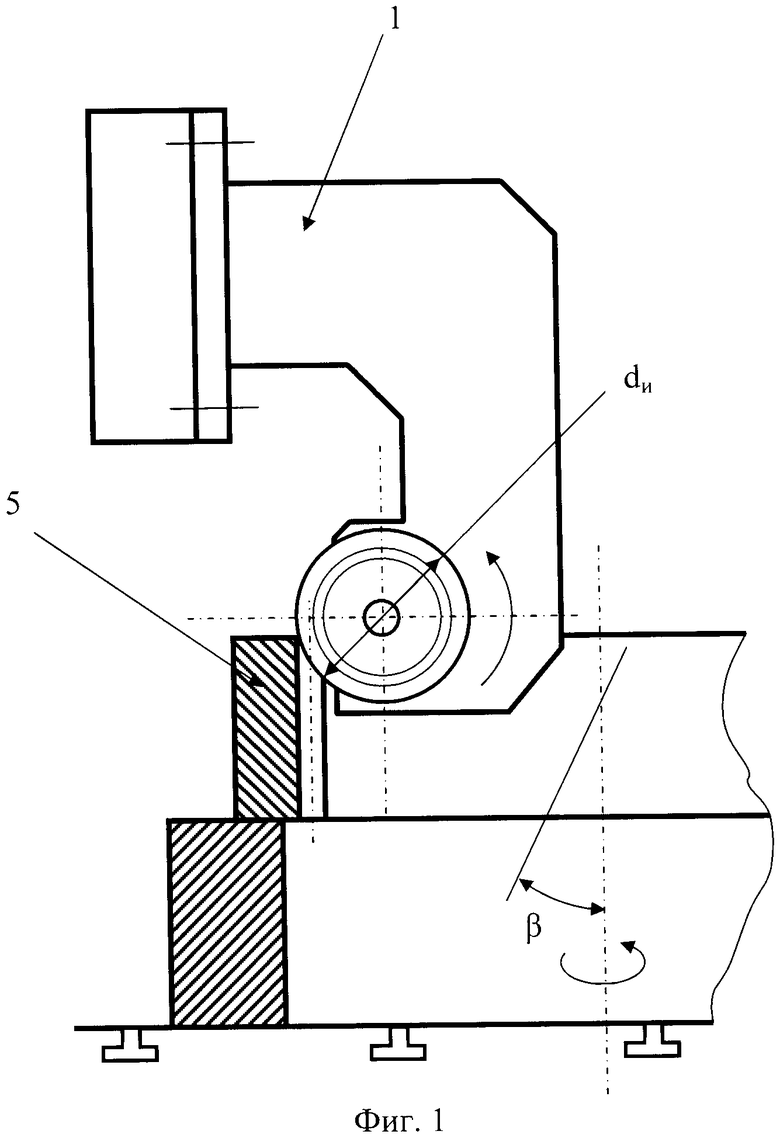
Способ чистовой обработки цилиндрических косозубых колес внутреннего зацепления, включающий использование головки вертикального зубофрезерного станка, обработку каждой стороны зубьев одной режущей кромкой инструмента при его одновременном взаимосвязанном вращении с обрабатываемым колесом, подаче инструмента вдоль оси колеса, расположении его режущих кромок по обе стороны от перпендикуляра между осями инструмента и колеса и расположении оси вращения инструмента под углом 90° к оси колеса, при этом диаметр режущего инструмента dи определяют из соотношения
,
где m - модуль, мм;
β - угол наклона зубьев обрабатываемого колеса;
K - наиболее близкое целое число к числу К', определенному из соотношения
где d'и - принятый первоначально диаметр режущего инструмента в соответствии с используемой головкой и обрабатываемым колесом, мм.
| Способ обработки зубьев косозубого цилиндрического колеса | 1984 |
|
SU1202764A1 |
| Способ обработки цилиндрических зубчатых колес | 1975 |
|
SU588079A1 |
| Способ чистовой обработки зубьев | 1977 |
|
SU654361A2 |
| Инструмент для чистовой обработки зубчатых колес | 1983 |
|
SU1073017A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

