Изобретение касается устройства глубокой вытяжки заготовок из листового материала, который покрыт лаком или пленочным материалом, для получения бесфланцевых фасонных изделий согласно пункту 1 формулы изобретения.
Крышки для емкостей обычно изготавливаются за счет того, что заготовки, которые вырубаются из стального листа, подвергаются глубокой вытяжке в штампе для глубокой вытяжки, в результате чего получаются имеющие приблизительно форму стакана фасонные изделия с покрывным участком или краевым участком. Естественно, при этом происходит деформация при сжатии материала в краевой области вследствие уменьшения диаметра. Поскольку используемый материал, в частности сталь или алюминий, имеет заданную текстуру, при такого рода процессе глубокой вытяжки происходит образование небольших выступов на свободном крае. Образуются так называемые фестоны (eariung).
В случае крышек для емкостей, в которые помещают чувствительный материал или которые заполняются усиливающим коррозию содержимым, известно лакирование такого рода крышек или снабжение их прочими покрытиями, например пленочным материалом. Слой наносится уже на листовой материал, то есть на стальную ленту соответственно подлежащий вырубке лист стали. При этом на цилиндрическом, соответственно, бесфланцевом крае прошедшей глубокую вытяжку крышки образуются тонкие ворсинки или похожие на волоски образования, которые рассматриваются как чрезвычайно вредные. Это обусловлено, с одной стороны, тем, что такого рода «ворсинки» в течение короткого времени значительно загрязняют инструмент. С другой стороны, они при последующем использовании крышки могут загрязнять содержимое емкости.
Типичный штамп для глубокой вытяжки плоских заготовок с целью формования крышек предусматривает вытяжной колпак и вытяжной сердечник, вокруг которого вытяжной колпак формует имеющее форму стакана фасонное изделие. Вследствие уже описанного уменьшения диаметра на крае могут образовываться складки. По этой причине такого рода штамп для глубокой вытяжки предусматривает так называемый складкодержатель, который под воздействием силы натяжения пружины прилегает к краевой области. При этом внутренняя сторона краевой области прилегает к складкодержателю и, таким образом, к слою лака или пленки. В кругу специалистов предполагалось, что, в частности, при более жестком листе неизбежная ломка материала к концу процесса вырубки является причиной осыпания слоя.
Из заявки EP 0595417 В1 известно пружинное устройство для складкодержателя штампа для глубокой вытяжки, с помощью которого сила, воздействующая со стороны складкодержателя на фланец фасонного изделия, уменьшается при продолжающемся процессе глубокой вытяжки. Как известно, удельное давление между складкодержателем и фасонной деталью возрастает по ходу процесса формовки при остающемся неизменным воздействии силы на складкодержатель, так как взаимодействующая со складкодержателем поверхность краевой области фасонной детали становится все меньше. За счет постепенного уменьшения воздействующей на складкодержатель силы в известном случае удельное давление будет поддерживаться приблизительно неизменным.
Из заявки US-A-5,433,099 известен способ глубокой вытяжки заготовок, которые вырубаются из лакированного или покрытого пленочным материалом листового материала, например стали или алюминия, при котором заготовки с помощью вытяжного колпака штампа для глубокой вытяжки формуются вокруг вытяжного сердечника в имеющую форму стакана деталь с бесфланцевым цилиндрическим краем, и во время формовки края заготовок с помощью складкодержателя к противоположной вытяжному колпаку стороне края прикладывается заранее заданное усилие натяжения пружины. Незадолго до завершения процесса вытяжки сила натяжения пружины на складкодержателе в основном спонтанно уменьшается по существу до нуля.
Из заявки ЕР-А-0595417 известен штамп для глубокой вытяжки заготовок с вытяжным колпаком, вытяжным сердечником, складкодержателем или пневматической пружиной, которая прикладывает усилие натяжения пружины к складкодержателю.
Задачей изобретения является создание устройства для глубокой вытяжки плоских заготовок с получением имеющих форму стакана, бесфланцевых фасонных изделий, причем заготовки вырубаются из лакированного или покрытого пленочным материалом листового материала, в котором предотвращается возникновение волосков лака и аналогичные явления.
Эта задача решается с помощью признаков пункта 1 формулы изобретения.
В соответствующем изобретению устройстве незадолго до завершения процесса вытяжки сила натяжения пружины, воздействующая на складкодержатель, спонтанно уменьшается по существу до нуля.
Было установлено, что образование волосков лака у бесфланцевых фасонных изделий устраняется, если ближе к завершению процесса вытяжки устраняется сила, действующая на складкодержатель, то есть край или кромка краевого участка прилегает к складкодержателю по существу без давления. Выполнение без фланца подразумевает в настоящей взаимосвязи, что край фасонного изделия на свободной кромке не содержит фланца, то есть край является цилиндрическим.
Соответствующее изобретению устройство базируется на знании того, что во время вырубки заготовки из листового материала происходит отслоение лака или пленки от базового материала в краевой области. Вырубка заготовок осуществляется либо заранее, либо одновременно с глубокой вытяжкой, при этом вытяжной колпак осуществляет процесс вырубки. При обычной глубокой вытяжке складкодержатель входит в соприкосновение с этой краевой областью отслаивания покрытия и не вызывает «жевательного» эффекта в момент, в который подлежащий вытяжке лист покидает складкодержатель. Это вызывает, таким образом, более или менее значительное разрушение этой краевой области отслоения, что ведет к уже многократно упомянутому возникновению волосков лака.
Решающим для соответствующего изобретению устройства является то, что сила натяжения пружины, действующая на складкодержатель, по существу сводится к нулю, а именно в течение очень короткого промежутка времени, например в течение миллисекунд. Момент времени, в который устраняется усилие натяжения пружины, действующее на складкодержатель, задается на основании позиции складкодержателя, соответственно, вытяжного колпака. Разумеется, что эта позиция зависит от геометрии подлежащего изготовлению фасонного изделия.
Как было указано выше, известна выработка усилия натяжения пружины на складкодержателе с помощью пневматической силы, например, газовой подушки, которая закрывается с помощью поршня, который, в свою очередь, прилегает к складкодержателю через соответствующие элементы для передачи силы. При таком выполнении газовая подушка деаэрируется в атмосферу, если усилие натяжения пружины должно быть устранено.
После деаэрации газовой подушки содержащее газовую подушку пространство может быть вновь заполнено газом, чтобы создать усилие натяжения пружины для следующего процесса вытяжки.
В известном устройстве усилие натяжения пружины постепенно уменьшается во время процесса вытяжки, чтобы добиться приблизительно неизменного удельного давления между складкодержателем и краем фасонного изделия. Заявителем было установлено, что уменьшение усилия натяжения пружины во время процесса вытяжки не создает никаких преимуществ. Напротив, согласно изобретению усилие натяжения пружины остается линейно возрастающим вплоть до спонтанного устранения. Это происходит автоматически, если объем газовой подушки в течение процесса вытяжки непрерывно уменьшается. За счет этого во время процесса вытяжки повышаются значения удельного давления, что, однако, частично компенсирует то явление, что с возрастанием деформации краевая область становится толще и, таким образом, для противодействия образованию складок необходимо более высокое усилие натяжения пружины.
В соответствующем изобретению инструменте для вытяжки пневматическая пружина образована объемом газа в камере, которая закрыта поршнем. Поршень, в свою очередь, воздействует через элементы передачи силы на складкодержатель, и камера снабжена деаэрационным клапаном, который приводится в действие, когда поршень достигает заранее заданной нижней позиции, в результате чего происходит мгновенная деаэрация камеры. Для приведения клапана в действие в соответствии с одним выполнением изобретения деаэрационный клапан может быть связан со штангой или рычагом, которая или который расположены в камере и приводятся в действие поршнем.
Так как после деаэрации камеры за счет аэрации вновь должно быть создано давление, в соответствии с одним выполнением изобретения предусмотрен источник давления, который через вентиляционный (аэрационный) клапан может быть соединен с камерой. Управляющее устройство приводит вентиляционный (аэрационный) клапан в действие после завершения процесса вытяжки. За счет этого поршень и складкодержатель автоматически устанавливаются в верхнюю позицию и готовы для следующего процесса вытяжки.
Пример выполнения изобретения описывается в последующем более подробно на основании чертежей.
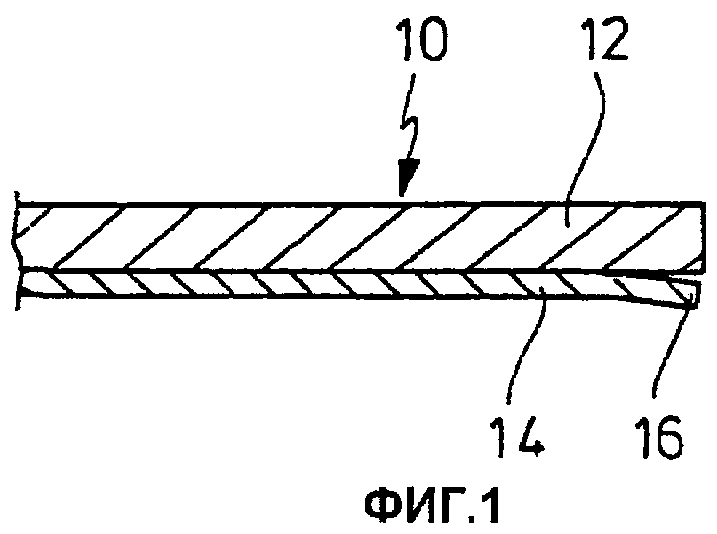
Фиг.1 - схематически показывает сечение через заготовку для изготовления цилиндрического фасонного изделия.
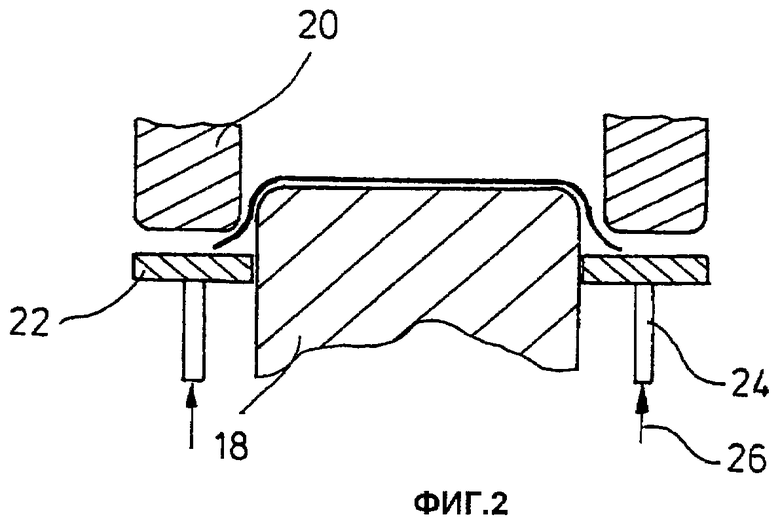
Фиг.2 - схематически показывает вытяжной штамп во время процесса вытяжки с заготовкой по фиг.1.
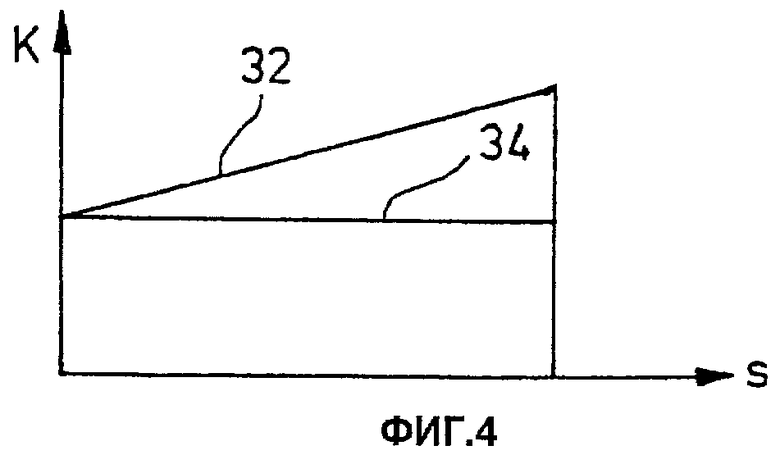
Фиг.3 - схематически показывает пружинное устройство для складкодержателя вытяжного штампа по фиг.2.
Фиг.4 - показывает две характеристики пружины пружинного устройства для складкодержателя вытяжного штампа по фиг.2.
Заготовка 10 на фиг.1, имеющая необязательно круглое сечение, состоит из базового материала 12 и покрытия 14. Базовый материал представляет собой, например, стальной или алюминиевый лист. Покрытие 14 представляет собой лак, пластиковую пленку или т.п. Позицией 16 показано, как покрытие отслоилось от базового материала 12 на краю заготовки. Такой процесс происходит при вырубке заготовки 10 из снабженного покрытием листового материала.
Штамп для глубокой вытяжки по фиг.2 содержит, например, цилиндрический вытяжной сердечник 18, вытяжной колпак 20 в форме кольцевого цилиндра, а также имеющий форму кольцевого диска складкодержатель 22. Такая конструкция штампа для глубокой вытяжки является общеизвестной. Вытяжной сердечник 18 является, например, стационарным, в то время как вытяжной колпак 20 соединен с помощью соответствующего прессового механизма, например, толкателя эксцентрикового пресса. Складкодержатель 22 на нижней стороне находится в контакте с элементами 24 для передачи силы, которые являются частью пружинного устройства. Силы натяжения пружины, действующие на элементы 24 для передачи силы, показаны на фиг.2 позицией 26.
На фиг.2 показано, как заготовка 10 подвергается глубокой вытяжке, при этом краевая область с помощью вытяжного колпака 20 с нарастанием формуется вокруг вытяжного сердечника 18. Складкодержатель 22 прилегает к «внутренней стороне» фасонного изделия и препятствует возникновению складок в краевой области вследствие уменьшения толщины материала. Конструкция и функция такого рода вытяжного штампа являются общеизвестными.
На фиг.3 изображены элементы 24 для передачи силы по фиг.2, которые взаимодействуют с поршнем 28, который с уплотнением расположен в цилиндрической камере 30. Во время процесса глубокой вытяжки камера 30 заполняется газом, например воздухом, предпочтительно под заранее заданным давлением. Если складкодержатель 22 по фиг.2 в процессе вытяжки движется вниз, то поршень 28 перемещается внутрь камеры 30 и сжимает газовую подушку, в результате чего усилие пружины на складкодержателе 22 приблизительно линейно возрастает. Это обозначено на фиг.4 графической характеристикой 32, в которой показано усилие натяжения пружины в зависимости от хода поршня 28, соответственно, складкодержателя 22. Графическая характеристика 34 была бы получена в случае, если, как в упомянутом вначале уровне техники, усилие натяжения пружины непрерывно уменьшалось бы с прогрессирующим вытеснением объема в камере 30.
На фиг.3 показано, что дно камеры на участке 36 содержит отверстие, которое обычным образом закрывается головкой 38 клапана, которая находится под воздействием пружины 40 в состоянии предварительного натяжения в позиции запирания. Головка 38 клапана оснащена исполнительной штангой 42, которая входит в камеру 30 приблизительно перпендикулярно прохождению поршня 28. При достижении поршнем 28 штанги 42 клапан 38 открывается, и в камере может происходить резкое уменьшение давления воздуха, в результате чего в течение миллисекунд устраняется действие силы 26 пружины на складкодержатель 22. Штанга имеет такие размеры, что она приводится в действие поршнем 28, если вытяжной колпак, соответственно, складкодержатель 22 в процессе вытяжки находится непосредственно перед их концевой позицией.
Камера 30 через вывод 44 соединена с источником 46 давления через вентиляционный клапан 48. Клапан 48 приводится в действие управляющим устройством 50, которое, с одной стороны, получает через манометр 52 сигнал о давлении, который соответствует давлению в камере 30, и, далее, получает следующий сигнал через элемент 54, который указывает, что процесс вытяжки завершен и вытяжной колпак 20 отведен назад в исходную позицию. К этому моменту времени вентиляционный клапан 48 открывается с тем, чтобы источник 46 давления вновь мог заполнить камеру 30 газом с заранее заданным давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| СПОСОБ ВЫТЯЖКИ ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2176572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки и вытяжкипОлыХ дЕТАлЕй | 1979 |
|
SU804103A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Способ вытяжки | 1954 |
|
SU142281A1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Комбинированный штамп | 1975 |
|
SU586950A1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
Изобретение относится к устройству для глубокой вытяжки заготовок из листового материала. Штамп содержит вытяжной колпак, вытяжной сердечник, складкодержатель и пневматическую пружину, с обеспечением приложения силы натяжения пружины к складкодержателю. Пневматическая пружина образована камерой (30) с газом, которая с уплотнением закрыта поршнем (28). Поршень (28) через элементы (24) для передачи силы прилегает к складкодержателю. Камера (30) снабжена деаэрационным клапаном (38). Упомянутый клапан (38) выполнен с возможностью срабатывания при достижении поршнем (28) заранее заданной нижней позиции и обеспечения мгновенной деаэрации камеры (30). В результате обеспечивается предотвращение возникновения волосков лака и аналогичных явлений в лакированном или покрытым пленочным материалом листовом материале. 2 з.п. ф-лы, 4 ил.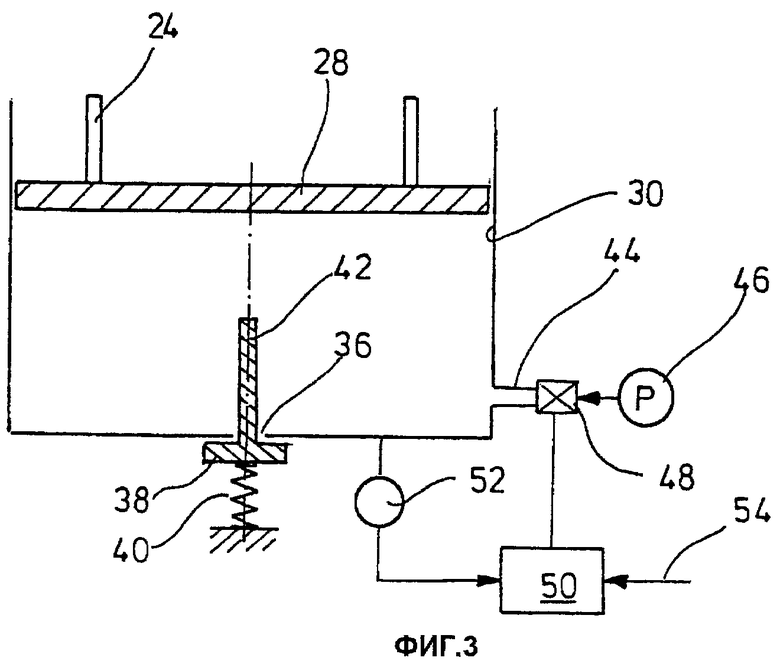
1. Вытяжной штамп для глубокой вытяжки заготовок, вырубаемых из лакированного или покрытого пленочным материалом листового материала, с получением бесфланцевых фасонных изделий, содержащий вытяжной колпак, вытяжной сердечник, складкодержатель и пневматическую пружину, с обеспечением приложения силы натяжения пружины к складкодержателю, отличающийся тем, что пневматическая пружина образована камерой (30) с газом, которая с уплотнением закрыта поршнем (28), который со своей стороны через элементы (24) для передачи силы прилегает к складкодержателю (22), причем камера (30) снабжена деаэрационным клапаном (38), который выполнен с возможностью срабатывания при достижении поршнем (28) заранее заданной нижней позиции и обеспечения мгновенной деаэрации камеры (30).
2. Вытяжной штамп по п.1, отличающийся тем, что деаэрационный клапан (38) установлен с возможностью соединения со штангой или рычагом, которые выступают в камеру (30) и приводятся в действие поршнем (28).
3. Вытяжной штамп по п.1 или 2, отличающийся тем, что предусмотрен источник (46) давления, который установлен с возможностью соединения с камерой (30) через вентиляционный клапан (48), и предусмотрено управляющее устройство (50) для приведения в действие вентиляционного клапана (48) после завершения процесса вытяжки.
| US 5433099 A, 18.07.1995 | |||
| Вытяжной штамп | 1949 |
|
SU80681A1 |
| RU 98113347 A, 27.04.2000 | |||
| US 5970775 A1, 26.10.1999. | |||

