При осуществлении известных способов вытяжки из нлоской заготовки с прижимом возникают напряжения, за счет которых уменьшается коэффициент вытяжки. Предлагаемый способ лишен описанного недостатка. Это достигается применением фасонной рабочей поверхности, которая используется в качестве пуансона, производяш,его предварительную вытяжку заготовки, взаимодействуя с вытяжной матрицей, форма которой соответствует прижиму. Такая вытяжка позволяет уменьшить напряжение, возникаюш,ее при основной операции и за счет этого увеличить коэффициент вытяжки.
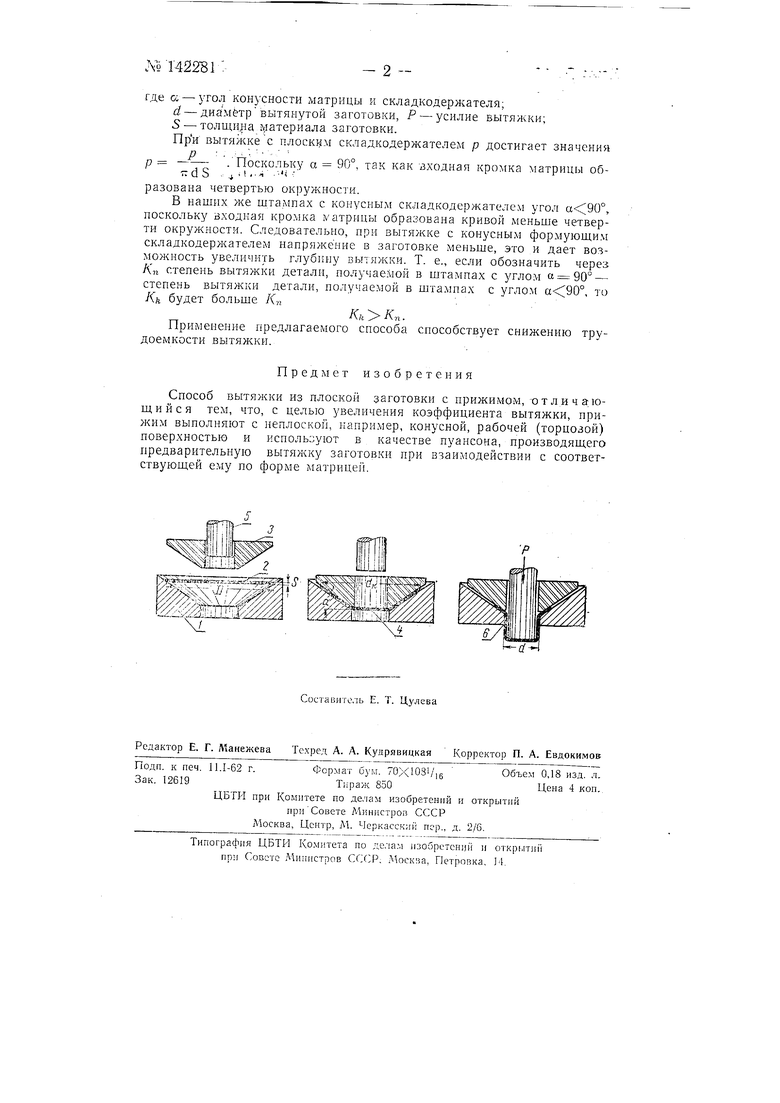
На чертеже изображена схе.ма осуш,ествления предлагаемого способа. В матрицу 1 укладывается заготовка 2, которую складкодержатель 3 преврашает в конусную чашку 4. Далее пуансон 5, действуя на эту чашку, превращает ее в цилиндрическую деталь 6, причем в процессе вытяжки фланцы заготовки 2 удерживаются складкодержателем 3, предупреждающим возникновение складок. Применяя предложенные нами штампы в производственных условиях, получают за один переход штамповки детали на 40Vo более глубокие, чем детали, изготовленные в штампах с плоским складкодержателем. Это позволяет во многих случаях вытягивать детали одним штампом предлагаемой конструкции вместо 2-3 обычных штампов. Теоретическое обоснование зозможности увеличения глубины вытяжки приводится ниже.
Р - усилие иуансона вызывает в стенке полого вытягиваемого листового цилиндра напряжения растяжения, которые разномерно распределены по окружности цилиндра и равны р-удельному давлению течения материала при вытяжке. Величина удельного давления течения Е любой момент вытяжки определяется из формулы
Psin а
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU852407A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1997 |
|
RU2157287C2 |
| Способ и штамп для изготовления гофрированных труб из металлической ленты | 1956 |
|
SU109839A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Прижим к штампу для глубокой вытяжки | 1975 |
|
SU733798A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
