Изобретение относится к области боеприпасов, а более конкретно к разборке артиллерийских снарядов на автоматических устройствах для механического снятия медного ведущего пояска и фрагментирования корпусов снарядов для раздельной утилизации.
Уровень данной области техники характеризует автоматическая линия утилизации корпусов снарядов, описанная в патенте RU №78302 U1, F42В 33/01, 2008 г., которая по технической сущности и числу совпадающих признаков выбрана в качестве наиболее близкого аналога предложенной автоматической линии.
Известная автоматическая линия представляет собой оснащенный подающим транспортером комплекс технологического оборудования для срезания медного ведущего пояска с корпусов снарядов и поперечной рубки обработанных корпусов, связанного между собой посредством общего портала, вдоль которого перемещается каретка, несущая два сблокированных манипулятора, синхронизированных автоматической путевой системой управления.
Особенностью известной линии является полная автоматизация технологической обработки утилизируемых биметаллических изделий, ориентировано подаваемых питающим транспортером под управляемую распределительную каретку последовательных взаимосвязанных перемещений и позиционирования сблокированных манипуляторов вдоль портала, структурированного устройством снятия медного ведущего пояска и рубки корпусов снарядов, оснащенных средствами раздельного накопления утилизируемых отходов.
Однако недостатком известной автоматической линии является высокая трудоемкость вспомогательных работ по ориентированной ручной загрузке питающего транспортера подлежащими утилизации корпусами снарядов, перегружаемыми из транспортного контейнера, что ограничивает практическое применение линии в серийном производстве.
Задачей, на решение которой направлено настоящее изобретение, является создание технологического потока полного цикла автоматической работы от загрузки навалом утилизируемых биметаллических изделий в бункер из транспортного контейнера до раздельного накопления срезанных медных поясков и поперек разрубленных в штампе частей корпусов, включая необходимые параллельно-последовательные манипуляции на участке технологической обработки, поперечное и продольное ориентирование снарядов, их кантование и выгрузку.
Требуемый технический результат достигается тем, что в известной автоматической линии утилизации снарядов, оснащенных медным ведущим пояском, содержащей путевую систему управления, подающий транспортер продольно ориентированных снарядов под каретку их перемещения вдоль портала, позиционирующую два сблокированных манипулятора над параллельно установленными устройством для срезания медного ведущего пояска и штампом рубки корпусов, согласно изобретению, подающий транспортер выполнен Г-образной формы, где на перегибе смонтированы ограничитель и кантователь, включающий два упора, размещенных ниже профиля головной части снаряда, и симметричный им поперечный толкатель, при этом она оснащена приемным бункером с наклонным дном, где продольно закреплена ориентирующая призма, а сужающийся выход бункера под поперечно размещаемые снаряды примыкает к подающему транспортеру
Отличительные признаки сформировали полный технологический цикл автоматически функционирующего оборудования от бункерной загрузки навалом снарядов, подлежащих раздельной утилизации биметаллических структурных элементов, включая их ориентирование для продольного перемещения на транспортере, разнонаправленное кантование при этом для подачи под манипуляторы позиционирующей каретки портала головной частью вперед, для последовательного перемещения по фронту в технологическое оборудование, где срезается медный ведущий поясок и поперечно рубится корпус.
При этом медные кольца сорванных ножом поясков и фрагменты разрубленных в штампе корпусов накапливаются в отдельных примыкающих к оборудованию емкостях.
Выполнение подающего транспортера Г-образной формы позволяет совместить вторичное ориентирование продольно перемещаемых снарядов на положение головной частью вперед с изменением направления подачи изделий под манипуляторы портала.
Жестко смонтированный над транспортером ограничитель позиционирует снаряды относительно двух упоров кантователя.
Размещение упоров кантователя ниже профиля головной части снаряда, лежащего на подающем транспортере, обеспечивает, при поперечном движении снаряда от толкателя, его разворот относительно одного из упоров, на котором, неизбежно упираясь, тормозится цилиндрическая донная часть корпуса, тогда как обтекаемой формы головная часть свободно проходит над другим упором.
Симметричное расположение поперечного толкателя относительно двух упоров кантователя равно обеспечивает вышеописанный разворот снаряда головной частью вперед на перегибе подающего транспортера независимо от ее ориентации при подаче на ограничитель.
Оснащение автоматической линии приемным бункером, имеющим наклонное дно, где закреплена продольно ориентированная призма, позволяет проводить загрузку снарядов из транспортного контейнера навалом, так как в бункере происходит их ворошение, перекатывание с автоматическим разворотом по наклонно расположенным бортам сужающегося выхода в поперечное положение для скатывания к подающему транспортеру.
Из магазинного накопителя поперечно ориентированных снарядов в выходном его канале подающий транспортер, примыкающий к выходному склизу, поштучно извлекает нижние снаряды, которые перемещаются в первично ориентированном положении продольно к кантователю на перегибе нормального направления подающего транспортера.
Следовательно, каждый существенный признак необходим, а их совокупность является достаточной для достижения новизны качества, неприсущей признакам в разобщенности, то есть поставленная техническая задача решается не суммой эффектов, а новым сверхэффектом суммы признаков.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалиста по утилизации снарядов, показал, что оно неизвестно, а с учетом возможности промышленного серийного изготовления автоматической линии утилизации снарядов можно сделать вывод о соответствии критериям патентоспособности.
Сущность изобретения поясняется чертежом, который имеет чисто иллюстративную цель и не ограничивает объема притязаний совокупности признаков формулы. На чертеже схематично изображено:
на фиг.1 - общий вид сверху на предложенную линию;
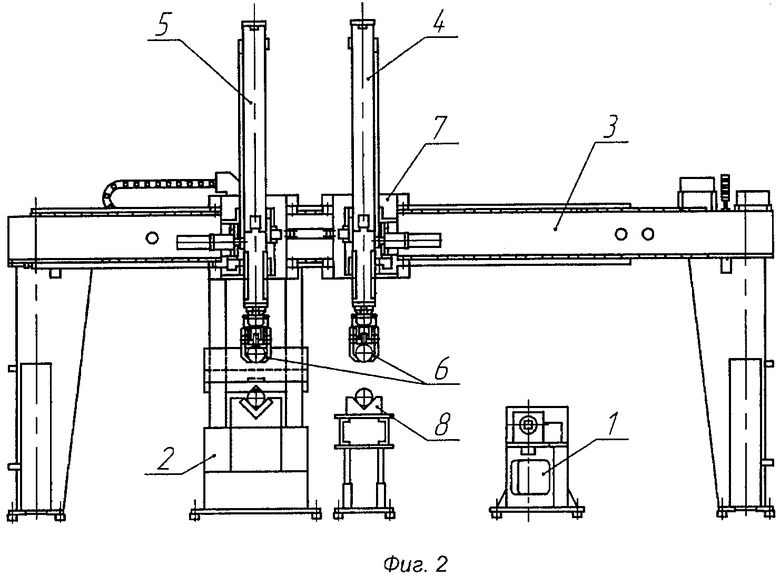
на фиг.2 - вид по стрелке А на фиг.1;
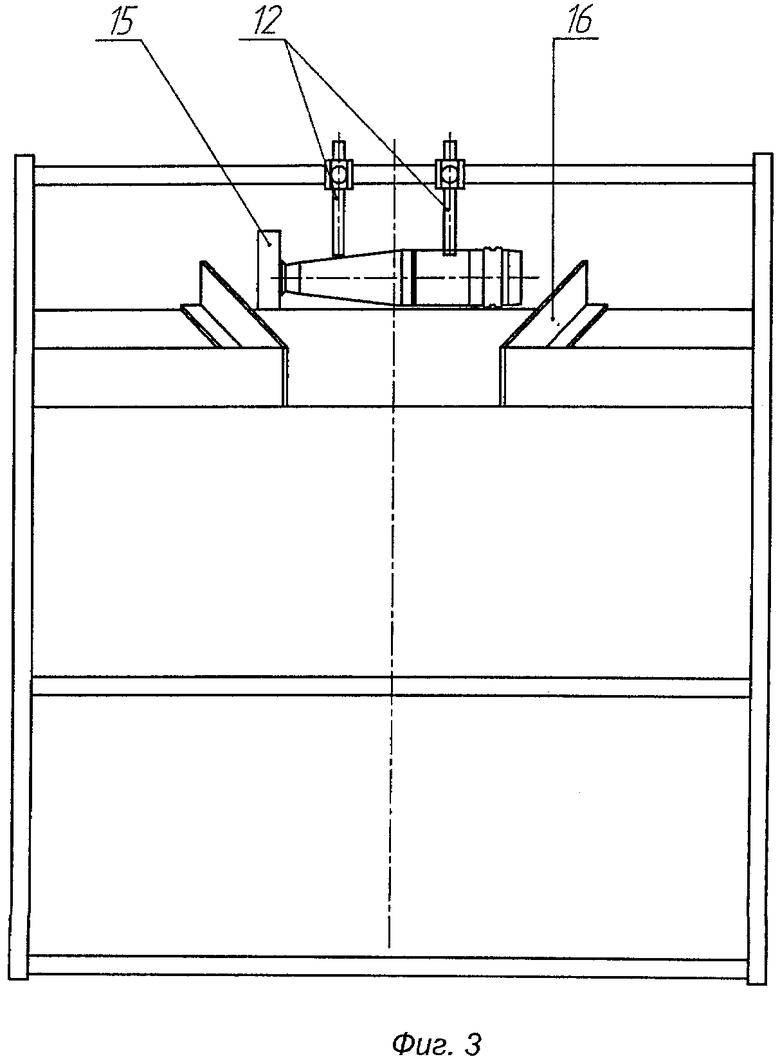
на фиг.3 - вид по стрелке Б на фиг.1, сбоку на бункер загрузки;
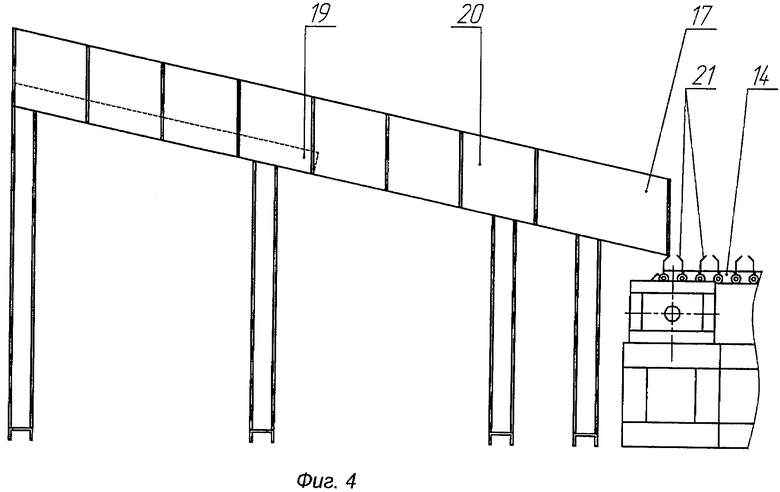
на фиг.4 - вид по стрелке В на фиг.1, на кантователь.
Автоматическая линия включает технологическое оборудование (фиг.1 и 2): устройство 1 для снятия медного ведущего пояска с корпуса снарядов срезанием и штамп 2 поперечной рубки обработанных корпусов, смонтированные параллельно под порталом 3, несущим связанные путевой системой управления (условно не показано) два сблокированных манипулятора 4 и 5 с клещевыми захватами 6.
Манипуляторы 4, 5 расположены на каретке 7 совместного продольного их перемещения вдоль портала 3 для последовательного позиционирования на технологических рабочих позициях и промежуточной позиции над подающим транспортером 8.
На выходе устройства 1 и штампа 2 закреплены склизы 9 и 10 соответственно для вывода в накопительные емкости срезанных медных поясков и разрубленных частей корпусов для их дальнейшей раздельной утилизации.
На линии центров штампа 2 с противоположной стороны транспортера 8 установлен соосный толкатель 11, синхронизированный с циклом подачи.
Подающий транспортер 8 выполнен Г-образной формы, на перегибе которого смонтирован кантователь, включающий два упора 12, симметрично которым установлен толкатель 13, поперечно горизонтальной (по чертежу) части 14 подающего транспортера 8.
Упоры 12 закреплены ниже профиля головной части снаряда (фиг.3), размещенного на транспортере 14 и зафиксированного ограничителем 15 на позиции кантования в склиз 16, сообщающийся с соосным подающим транспортером 8.
Транспортер 14 примыкает к магазинному накопителю 17, который расположен нормально и совмещен с наклонным бункером 18, на дне которого закреплена ориентирующая призма 19 (фиг.1 и 4).
Бункер 18 наклонно установленными бортами 20, образующими склиз, соединен с магазинным накопителем 16.
На транспортере 14 смонтированы равно распределенные спутники 21 для автономного размещения корпусов снарядов поперек движения.
Работает автоматическая линия следующим образом.
Корпусы снарядов, на которых закреплены медные ведущие пояски, из транспортного контейнера пересыпают в бункер 19, дно которого наклонено в сторону примыкающего к его накопителю 17 транспортера 14.
Корпусы снарядов, скатываясь по призме 19, ориентируются продольно и скользят к накопителю 17, при этом на сужающихся бортах 20 бункера 18, наклоненных к продольной оси, изделия разворачиваются и укладываются поперек накопителя 17. В магазинном накопителе 17 корпусы снарядов скатываются до транспортера 14, где первый из них устанавливается в спутнике 21.
При движении транспортера 14 корпус снаряда, лежащий в спутнике 21, отсекается от столба изделий в накопителе 17 и перемещается в продольном направлении к ограничителю 15 кантователя.
Далее столб корпусов снарядов в накопителе 17 опускается на шаг и первый из них укладывается в следующий спутник 21 транспортера 14.
Корпусы снарядов на транспортере 14 перемещаются до упора в ограничитель 15, где толкателем 13 он подается к у порам 12.
На одном из упоров 12 корпус снаряда тормозится донной частью, а обтекаемой формы головная его часть свободно проходит над другим упором 12, в результате чего корпус снаряда поступает в склиз 16 продольно ориентированным головной частью вперед.
После этого толкатель 13 возвращается в исходное положение.
Из склиза 16 корпусы снарядов транспортером 8 подаются на технологическую обработку, под портал 3.
Клещевым захватом 6 манипулятора 4 корпус снаряда извлекается из транспортера 8 и перемещается в шпиндель устройства 1, где он фиксируется.
При этом захват 6 манипулятора 5 свободно размещается между транспортером 8 и устройством 1.
Далее манипуляторы 4 и 5 поднимаются и перемещаются кареткой 7 вправо (по чертежу) так, что манипулятор 5 располагается над шпинделем устройства 1.
В устройстве 1 происходит срезание медного ведущего пояска посредством тангенциальной подачи ножа на его толщину, в результате чего поясок подрезается и срывается с встречно вращающегося корпуса снаряда.
Отделенное медное кольцо по склизу 9 выводится из устройства 1 в накопительную емкость.
После этого манипулятор 5 захватом 6 извлекает обработанный корпус из устройства 1 и переносит его на позицию загрузки в штамп 2 поперечной рубки. Параллельно с этим захват 6 манипулятора 4 фиксирует корпус снаряда, позиционируемый на транспортере 8.
Толкателем 11 обработанный корпус перемещается в штамп 2, где разделяется поперек на две части, вскрывая для визуального контроля его камору, как предписано ТУ по утилизации специзделий.
Части разрубленного корпуса по склизу 10 выводятся из штампа 2 в накопительную емкость.
Затем кареткой 7 манипулятор 4 с очередным корпусом снаряда перемещается в устройство 1 и цикл обработки повторяется.
При этом происходят пошаговые действия во всех структурных элементах линии:
- транспортер 14 перемещается на шаг;
- из питателя 17 на примыкающий спутник 21 транспортера 14 устанавливается нижний корпус снаряда из столба в питателе 17;
- транспортером 14 очередной корпус снаряда подается до ограничителя 15 кантователя;
- столб изделий в подающем транспортере 8 перемещается на шаг и первый из них устанавливается под порталом 3;
- толкатель 11 возвращается в исходное положение.
Таким образом, в предложенной автоматической линии, оснащенной путевой системой управления, параллельно-последовательными действиями структурных элементов основного и вспомогательного оборудования реализуется полный технологический регламент по утилизации корпусов снарядов.
Рабочая документация на описанную автоматическую линию выполнена в полном объеме и в соответствии с техническим заданием заказчика.
Испытания опытных образцов обрабатывающего оборудования в автономном режиме работы выявили принципиальную пригодность их встраивания в технологический поток. Аналогичные путевые системы управления автоматического производства серийно изготавливаются и практически эксплуатируются по назначению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвесной транспортный робот | 1986 |
|
SU1333571A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1242307A1 |
| Автоматический манипулятор | 1981 |
|
SU963846A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
Изобретение относится к области разборки артиллерийских снарядов на автоматических устройствах для механического снятия медного ведущего пояска и фрагментирования корпусов снарядов для раздельной утилизации. Автоматическая линия утилизации снарядов, оснащенных медным ведущим пояском, содержит путевую систему управления, подающий транспортер продольно ориентированных снарядов под каретку их перемещения вдоль портала, позиционирующую два сблокированных манипулятора над параллельно установленными устройством для срезания медного ведущего пояска и штампом рубки корпусов. Подающий транспортер выполнен Г-образной формы, где на перегибе смонтированы ограничитель и кантователь, включающий два упора, размещенных ниже профиля головной части снаряда, и симметричный им поперечный толкатель. Линия оснащена приемным бункером с наклонным дном, где продольно закреплена ориентирующая призма. Сужающийся выход бункера под поперечно размещаемые снаряды примыкает к подающему транспортеру. Повышается производительность процесса утилизации снарядов. 1 з.п. ф-лы, 4 ил.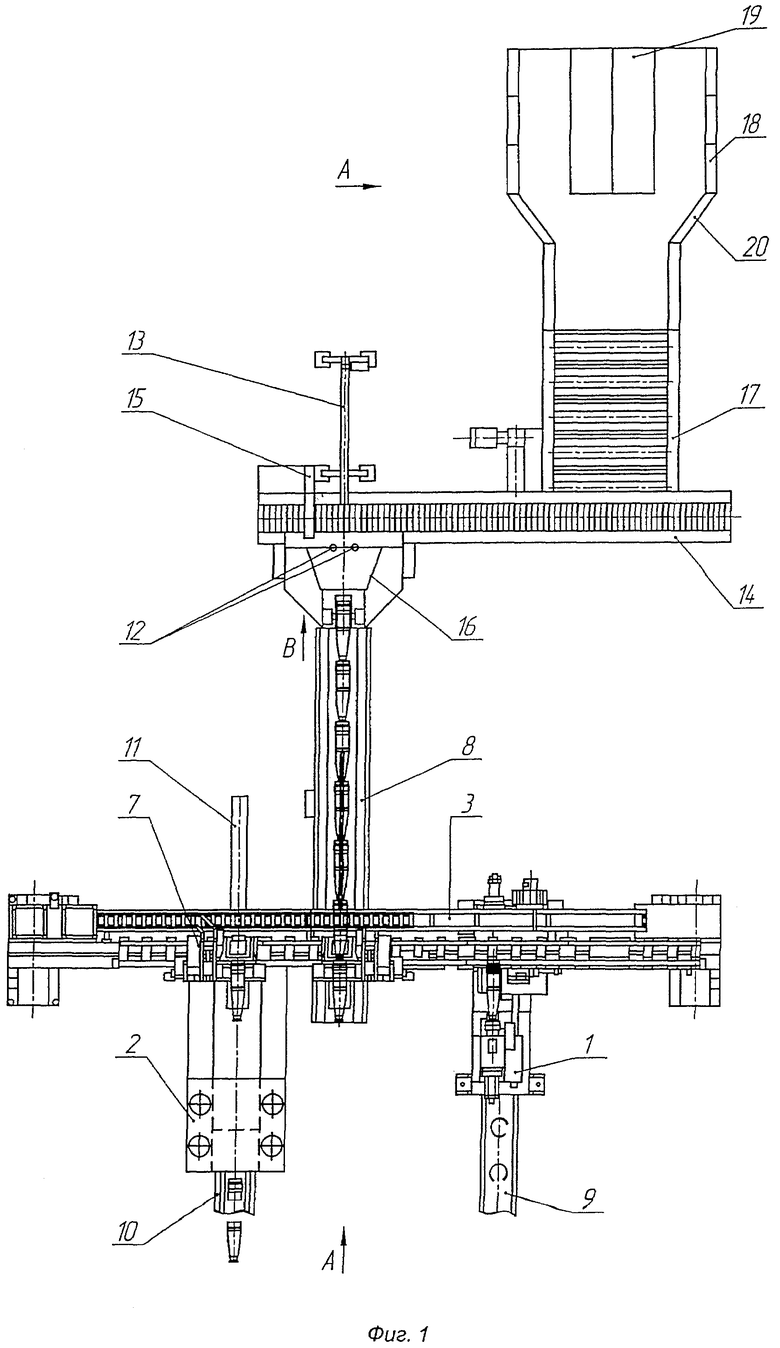
1. Автоматическая линия утилизации снарядов, оснащенных медным ведущим пояском, содержащая путевую систему управления, подающий транспортер продольно ориентированных снарядов под каретку их перемещения вдоль портала, позиционирующую два сблокированных манипулятора над параллельно установленными устройством для срезания медного ведущего пояска и штампом рубки корпусов, отличающаяся тем, что подающий транспортер выполнен Г-образной формы, где на перегибе смонтированы ограничитель и кантователь, включающий два упора, размещенных ниже профиля головной части снаряда, и симметричный им поперечный толкатель.
2. Линия по п.1, отличающаяся тем, что она оснащена приемным бункером с наклонным дном, где продольно закреплена ориентирующая призма, при этом сужающийся выход бункера под поперечно размещаемые снаряды примыкает к подающему транспортеру.
| Способ фиксации свободного состояния отвеса | 1949 |
|
SU85627A1 |
| Рольно-размольная машина | 1948 |
|
SU78302A1 |
| ЕР 0405373 А1, 02.01.1991 | |||
| Пневматическая водонапорная установка | 1939 |
|
SU59165A1 |
| JP 2003314998 А, 06.11.2003. | |||

