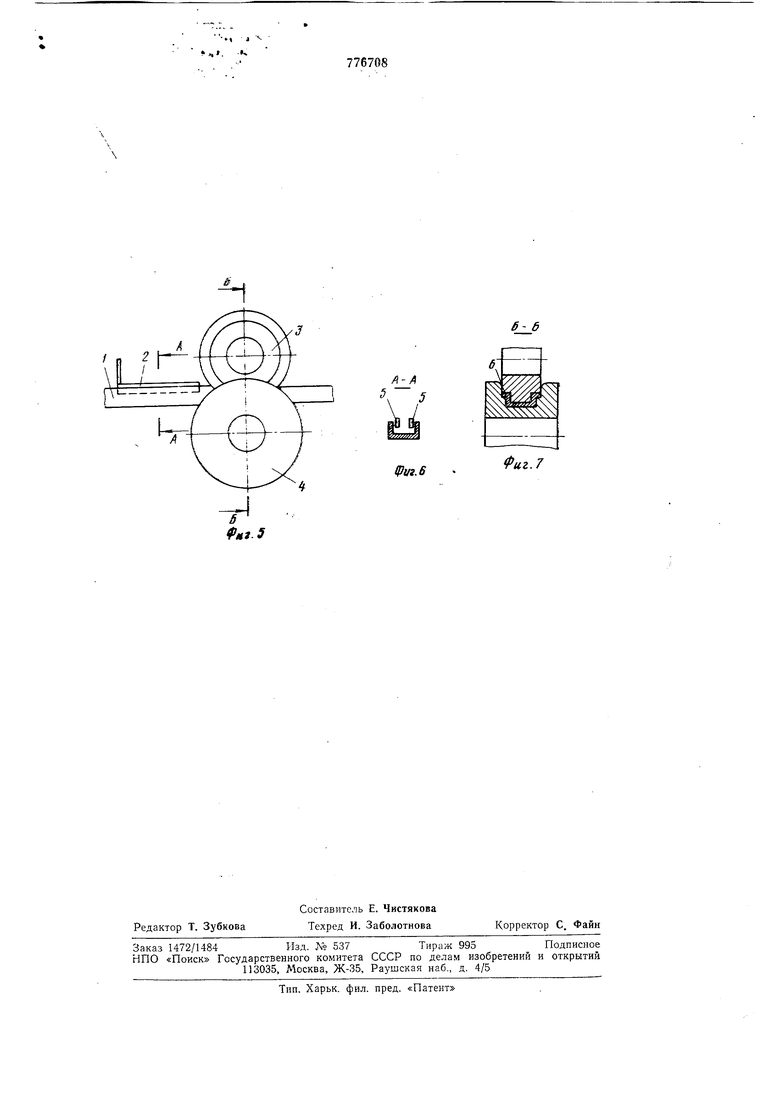
(р|/г. 5 .- схема компоновки оснастки при образовании наружных фланцев на торцах профиля, где / - окончательно согнутый профиль; 2 - высокочастотный индуктор; 3 - верхний формующий ролик; 4 - нижний формующий ролик; 5 - трубки индуктора; б - готовый нрофиль с фланцами на полках; на фиг. 6 - разрез Л-А на фиг. 5; на фиг. 7 - разрез Б-Б на фиг. 5.
Предлагаемый способ изготовления профиля из высокопрочных нолосовых заготовок заключается в следующем. Формообразование профиля осуществляют в роликах за несколько переходов. Б первом нереходе на полосе создают местные утолщения с локальным разупрочнением зон пластической деформации нагревом, нанримс); индукционным. Во втором и третьем переходах нолосу с местными утолщениями изгибают в профиль, располагая их в угловых зонах профиля. В последнем переходе образуют фланцы на торцах полок профиля, разупрочняя здесь металл местным нагревом и осаживая его. Это позволяет получить профнли с наружными фланцами на торцах полок и с заполненными угловыми зонами.
В отличие от известного способа в предлагаемом применен дополнительный технологический переход, заключающийся в образовании наружных фланцев на торцах полок профиля локальным разупрочнением и осаживанием металла.
Способ изготовления профиля с наружными фланцами на торцах полок из высокопрочных полосовых заготовок осуществляется следующим образом. Прокатывают профнли из листовых титановых сплавов ОТ 4-1, ОТ4, ВТ5-1 и ВТ20, жаропрочных сталей ЭИ962, ВЖ98, ВЖ102 и др.
В первом переходе скорость прокатки равна bs-3,0 м/мин, а во втором и третьем переходах от i5,0 до 30 м/мин, при образовании фланцев скорость прокатки такая же, как и в первом переходе. Заготовки нагревают для ОТ4-1 и ОТ4 до 950° С, дляВТб и ВТ20 - до 970° С, для ЭИ962, ВЖ88, до 1000-1020° С.
Для локального нагрева применяют индукционный нагрев, для общего нагрева нагрев в электропечи.
Формообразование осуществляют на консольных прокатных станах в роликах.
Размеры сечения профилей колеблются в следующих пределах; щирина 56-75 мм, высота 20-35 мм, толщина стенок и полок 8-12 мм, высота фланцев на торцах полог: профилей (без учета толщины полки) раз иялась одной исходной толщине полосы.
Использование предлагаемого способа изготовления профилей обеспечивает по сравнению с известными возможность;
1)получать профили с наружными фланцами и с заполненными углами из высокопрочных металлов, форма и размеры понеречного сечения которых весьма близки или полностью соответствуют форме и размерам сечения деталей. В результате этого резко (до 2 раз) повышается коэффициент использования дорогостоящих и дефицитных
металлов и снижается в 2-2,5 раза себестоимость деталей;
2)изготавливать профили относительно малыми партиями из-за мобильности способа, простоты применяемого оборудования и оснастки;
3)использовать для производства профилей менее мощного прокатного оборудования, так как предлагаемые схемы формообразования профилей не требуют больших усилий.
Производство профилей предлагаемым способом может осуществляться на имеющихся в промышленности прокатных станах СПЗОО-100 и СПЗОО-160.
Формула изобретения
Способ изготовления профилей из высокопрочных полосовых заготовок по авт. св.
N° 210806, отличающийся тем, что, с целью получения профилей с наружными фланцами, после окончательной гибки профиля торцы полок нагревают и осаживают, обеспечивая при этом перемещение металла в направлении от оси профиля.
Источник информации, принятый во внимание при экспертизе:
I. Авторское свидетельство СССР №210806, кл. В 21 D 11/20, 1966 (прототип) .
1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПОЛОС ДЛЯ ПРОКАТКИ РАЗНОТОЛЩИННЫХ В СЕЧЕНИИ КОРЫТООБРАЗНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2038884C1 |
| "Способ изготовления профилей из полосовых заготовок | 1978 |
|
SU774682A1 |
| Способ изготовления профилей из высокопрочных полосовых заготовок | 1983 |
|
SU1155322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ ИЗ ПОЛОСОВОЙ ЗАГОТОВКИ | 1992 |
|
RU2015774C1 |
| Способ изготовления листовых профилей с отбортовками | 1984 |
|
SU1248690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Устройство для образования утолщений на полосе | 1978 |
|
SU770629A1 |
| Способ изготовления тонкостенных профилей и устройство для его осуществления | 1984 |
|
SU1215792A2 |
| Способ формообразования фланцев на цилиндрических заготовках | 1979 |
|
SU948489A1 |
| Способ изготовления гнутых зетовых профилей с покрытиями в роликах | 2018 |
|
RU2700224C1 |

б- 6
Фиг.7
Фиг. 6
