125.0348j
Изобретение относится к обработке ме-ребрами жесткости из полособульба № 12
таллов давлением, в частности к гибке наи расстоянием между ребрами 600 мм на
валковых листовых машинах сварных пане-листогибочных вальцах типа XZM 16Х
лей с ребрами жесткости.ХбООО. Приложением усилия нажимного
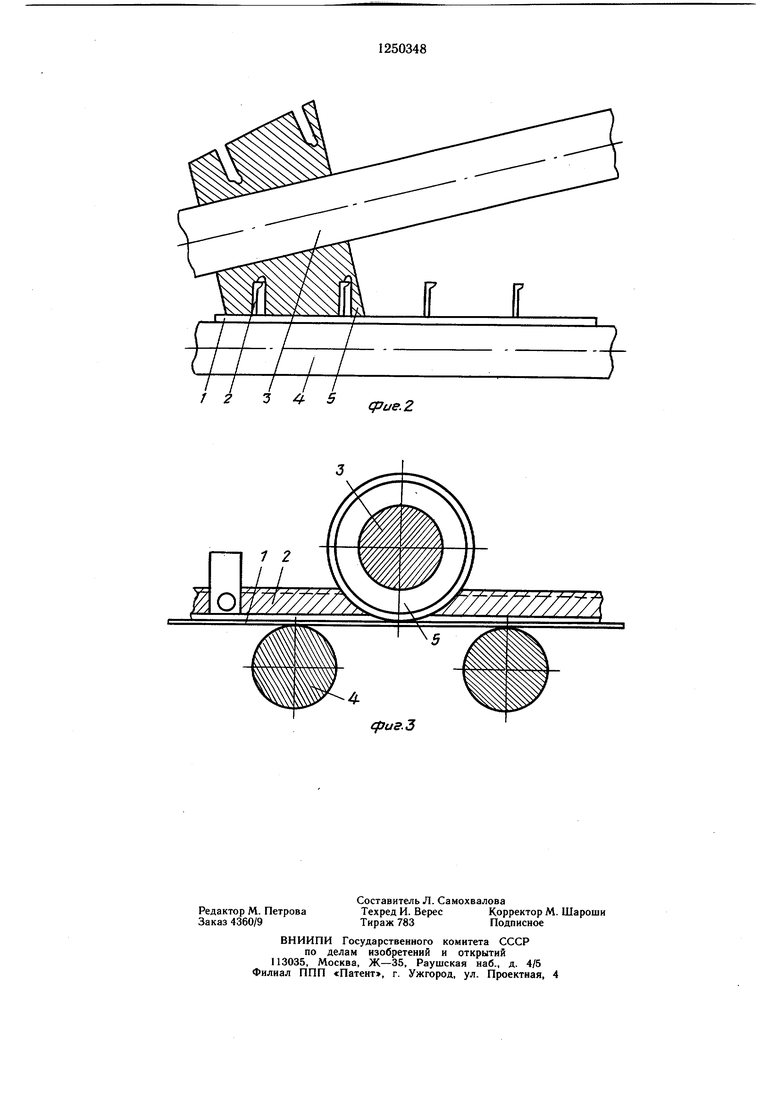
Цель изобретения - повышение качест-валка на все ребра жесткости одновременва за счет предупреждения отрыва ребра но гибку произвести оказалось невозможот обшивки панели.ным из-за недостаточной мощности машиНа фиг. 1 изображена схема гибки па-ны. Был использован способ силового воз- нели с поочередным прикладыванием уси-действия на ребра жесткости панели пере- лия на каждое ребро жесткости при помо-водом усилия на длине не менее полови- щи обоймы, надетой на верхний валокю ны расстояния между последним изгиба- листогибочной машины; на фиг. 2 - гибкаемым ребром и не более межреберного поочередно по двум ребрам жесткости срасстояния, в результате чего была получе- наклоном валка; на фиг. 3 - комбини-на гнутая панель заданной цилиндрической рованная гибка (вид сбоку) с нагревомформы. Была проведена гибка второй па- ребра (или части ребер).нели с ребрами жесткости из полособульПанель, состоящая из обшивки 1 и ре-15 ба № 14 на этих же вальцах, при этом
бер 2 жесткости, находится между верхнимпоследовательный перевод усилия на каждое
3 и нижним 4 валками. Силовое воздей-ребро осуществляется наклонным под углом
ствие на вершину ребра панели и обшив-к ним валком, что дало возможность снику панели вблизи листа приварки ребразить величину необходимого гибочного усипередается при помощи полуобойм 5, на- лия и получить гнутую панель с задандетых на верхний валок листогибочной ма-ной.кривизной правильной формы. Третью
шины.сварную стальную панель размером бОООХ
Гибку производят протяжкой панели 1, 2X1800X10 мм с тремя ребрами жесткости
между верхним 3 и нижним 4 валками,из полособульба № 16 б изгибали в лиспри этом обоймой 5 производят последо-тогибочных вальцах, гибку производили с
вательный нажим на ребро 2 панели и об-25 одновременным нагревом ребер жесткости
шивку с обеих сторон от ребра вблизипанели, в результате удалось получить
места приварки ребра. После изгиба одно-гнутую панель необходимой формы и заданго ребра обойму или саму панель переме-ной кривизны. При гибке панели на листощают вдоль валков и производят гибкугибочных вальцах последовательным перевоследующего ребра, а при необходимости па-дом усилия на каждое ребро поочередно
нель перемещают и производят гибку по30 после того, как кривизна, сообщенная покаждому ребру в обратном порядке до при-следнему из изгибаемых ребер, не вызовет
Дания каждому ребру требуемой кривизны.искривление обшивки панели на длине не
При гибке с использованием наклона верх-менее половины расстояния между последнего валка 3 силовое воздействие переда-ним изгибаемым и следующим ребром и не ют на часть ребер 2, при этом первоеболее межреберного расстояния, соблюдает- изгибаемое ребро подвергается большему35 ся симметричность изгиба. Изгибаемая часть изгибу, чем последующее из-за наклонапанели (ребро жесткости) и общивка образу- валка.ют симметричный составной профиль, который изгибается как балка на двух опорах.
Для обеспечения использования маломощ-нагруженная в каждый момент силой - усиных валковых листогибочных машин путем Q лием нажатия валка, - приложенной посреуменьшения требуемого усилия гибку произ-дине пролета. Причем сила направлена верводят с одновременным нагревом ребер жест-тикально, а линия ее действия совпадает
кости, причем нагрев производят газовымис осью симметрии составного профиля,
горелками или индуктором ТВЧ. НагревомПреимуществом предлагаемого способа
ребер производят нужное уменьшение ихпо сравнению с известным является повыжесткости и повышение пластичности, гибку45 шение качества гибки сварных панелей с
выполняют распределенным на необходимуюребрами жесткости, так как исключается
площадь ребра и обшивку панели уси-возможность отрыва ребра от обшивки палием. нели за счет трехточечного приложения
Примером применения предлагаемогоусилия: на вершину ребра и к полотну
способа является опытная гибка сварнойпанели в двух соседних точках с обеих
панели размером 6000X1800X10 мм с тремясторон от основания ребра.
П /Г
Т/ Г/7
12 Ъ 5
срие.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОГИБОЧНАЯ МАШИНА | 1971 |
|
SU292723A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| Валок листогибочной машины | 1989 |
|
SU1676711A1 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Трехслойная амортизационная оболочка | 1981 |
|
SU998687A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| Гибочно-правильная валковая машина | 1984 |
|
SU1212649A1 |

сриг.З
Редактор М. Петрова Заказ 4360/9
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5
Филиал ПОП «Патеит, г. Ужгород, ул. Проектная, 4
Составитель Л. Самохвалова Техред И. ВересКорректор М. Шароши
Тираж 783Подписное
| Устройство для предотвращения гофрообразования ребер при гибке панелей с ребрами в виде пластин | 1978 |
|
SU776704A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
