Устройство для деформации проволоки из стали, линия и способ производства высокопрочной проволоки из стали.
Изобретение относится к области производства высокопрочной термоупрочненной проволоки.
Известен способ производства термоупрочненной бунтовой проволоки, заключающийся в правке проволоки правильными роликами, трехступенчатом индукционном нагреве проволоки до температуры 1050°C, выдержке нагретой проволоки, закалке в закалочной ванне, индукционном нагреве до температуры 600°C для отпуска, выдержке нагретой проволоки, охлаждении до комнатной температуры, смотке в бунт.
Недостатком способа являются недостаточно высокие прочностные характеристики проволоки вследствие отсутствия формирования субструктуры в стали.
Известна линия для изготовления термоупрочненной проволоки, содержащая последовательно размещенные устройства размотки, правки, трехэтапного нагрева в индукторах - в первых до температуры 670-720°C и до 1050°C во вторых, с выдержкой для выравнивания температуры в третьих, ванну для закалки проволоки, индукторов нагрева для отпуска, ванны для замочки, отпущенной проволоки, роликов для протягивания проволоки и намоточного барабана.
Недостатком конструкции данной линии является то, что единственным средством управления дисперсностью структуры проволоки и, следовательно, прочностными характеристиками является индукционный нагрев, выполняемый в трех группах индукторов.
Известна установка для производства высокопрочной проволоки, по авторскому свидетельству СССР №622529 от 21.03.1977 г., включающая узел деформации, состоящий из волоки, установленной в корпусе волокодержателя, закалочное устройство, состоящее из трубы, соосной узлу деформации, установленной за ним и соединенной с подающим охлаждающую жидкость устройством, труба снабжена сменным штуцером, установленным в корпусе волокодержателя на расстоянии от выходного отверстия волоки, примерно равном диаметру обрабатываемой проволоки.
Недостатком установки является возможность обрыва проволоки при выходе ее из волоки вследствие того, что сила натяжения проволоки при волочении создает напряжение растяжения, в несколько раз превышающее предел прочности нагретой до температуры 900-1050°C проволоки, но приближение закалочного устройства к выходному устройству волоки исключает образование полигональной субструктуры, что снижает прочность деформированной и закаленной проволоки.
Задачей изобретения является исключение обрывности процесса высокотемпературного обжатия и повышение качества получаемой проволоки за счет повышения ее прочностных характеристик.
Технический результат достигается введением операции обжатия поперечного сечения проволоки, нагретой до температуры, обеспечивающей гомогенизацию высокотемпературной фазы, путем орбитальной обкатки и введением последеформационной выдержки перед закалкой.
Поставленная задача достигается тем, что устройство для деформации проволоки из стали содержит головку в виде корпуса с тремя роликами, при этом оно снабжено расположенным в корпусе хомутом, соединенным с роликами посредством тяг с грузами и рычагов, при этом хомут выполнен в виде равностороннего треугольника, в вершинах которого установлены оси тяг грузов и тяг роликов, причем рычаги связаны с регулируемыми упорами, ограничивающими сведение роликов к оси устройства, а корпус имеет привод вращения, обеспечивающий обкатку тремя роликами продольно перемещающейся проволоки.
Поставленная задача достигается также тем, что линия для производства высокопрочной проволоки из стали содержит разматывающее устройство, устройство правки, индуктор для нагрева под закалку, устройство для деформации проволоки, закалочное устройство, индуктор для нагрева проволоки под отпуск, устройство для охлаждения и волочильный стан, при этом она содержит устройство для деформации по п. 1, а закалочное устройство выполнено в виде спрейера, причем спрейер расположен на расстоянии от упомянутого устройства деформации в зависимости от скорости перемещения проволоки для создания последеформационной выдержки, обеспечивающей формирование полигонизированной структуры стали.
Поставленная задача достигается также тем, что способ производства проволоки из стали, включающий разматывание бунтовой проволоки, правку, индукционный нагрев проволоки, обжатие, закалку, индукционный нагрев до температуры отпуска, охлаждение и смотку в бунт, при этом обжатие проволоки проводят с помощью устройства для деформации по п. 1, обеспечивающего орбитальную обкатку продольно перемещающейся проволоки, затем осуществляют последеформационную выдержку проволоки для формирования полигонизированной структуры стали с последующей закалкой.
Разделение устройств деформации и устройства закалки позволяет повысить прочностные свойства проволоки. Первоначально осуществляют обжатие поперечного сечения проволоки орбитальной обкаткой роликами, при которой сила натяжения проволоки минимальна и создаваемые напряжения растяжения не превышают предела прочности проволоки, нагретой до высокой температуры, и далее обеспечивают последеформационную паузу для формирования полигональной субструктуры перед началом охлаждения.
Устройство деформации проволоки, нагретой до температуры гомогенизации высокотемпературной фазы (950-1050°C), и ее закалки выполнено в виде двух отдельных узлов, установленных один от другого на расстоянии, обеспечивающем последеформационную выдержку, длительностью необходимой для формирования полигонизационной перестройки структуры стали.
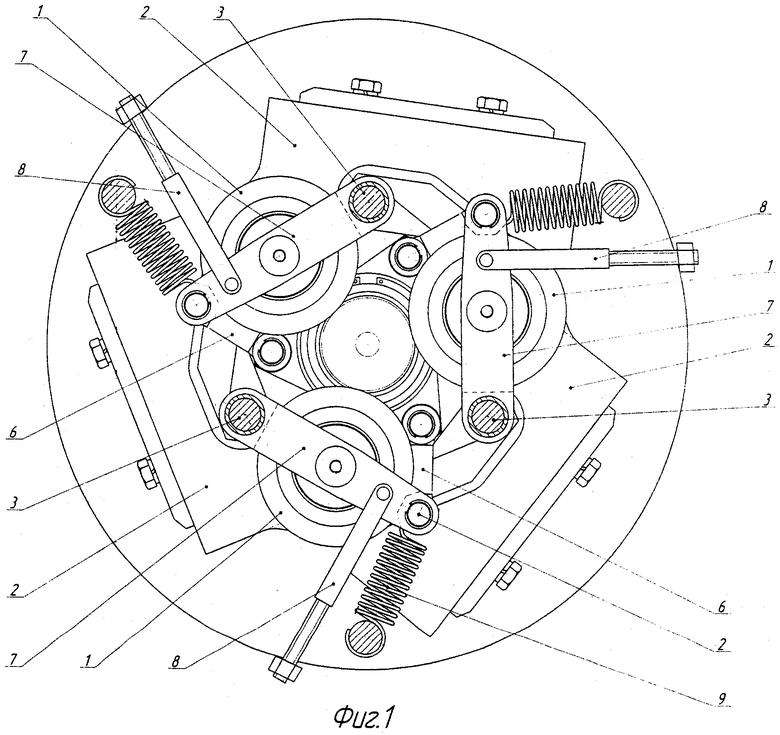
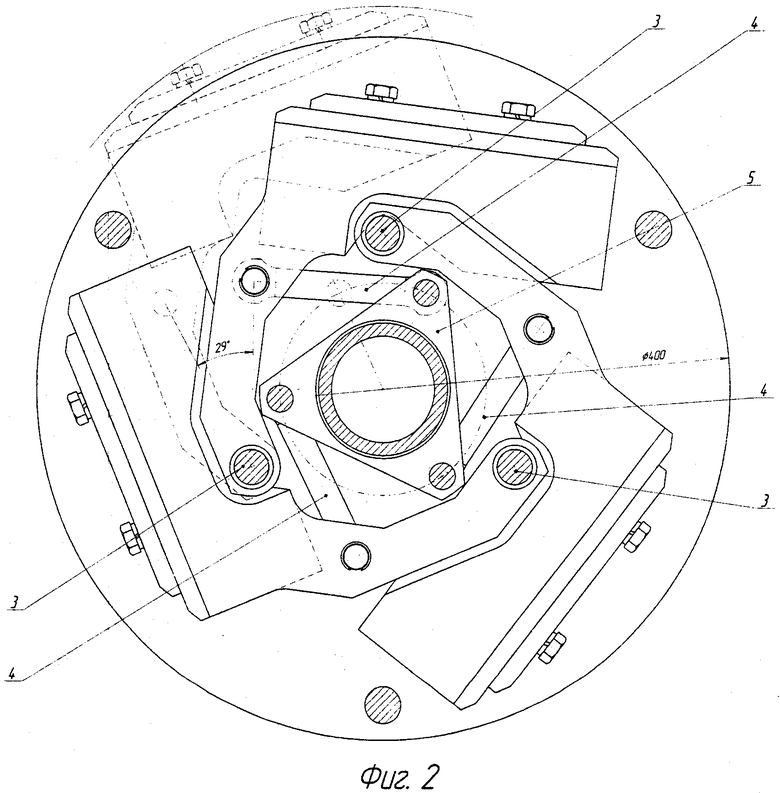
На фигурах 1 и 2 изображена конструкция устройства деформации, на фигуре 3 представлена схема линии для производства высокопрочной проволоки.
Устройство деформации проволоки (фиг. 1 и 2) состоит из вращающегося корпуса головки, в котором размещены три деформирующих ролика. Ролики 1 приводятся в действие (радиальное сведение до определенного диаметра) грузами 2.
Грузы 2 под действием центробежных сил поворачивается на осях 3. При повороте грузов, через тяги 4 поворачивается хомут 5. При этом хомут выполнен в виде равностороннего треугольника, в вершинах которого установлены оси тяг 6 и рычагов 7. Грузы 2 через тяги 4 соединены с хомутом 5. Хомут 5 через тяги 6 и рычаги 7 взаимодействуют с роликами 1. Рычаги 7 ограничиваются в своем перемещении упорами 8. Возврат роликов 1 в исходное положение осуществляется с помощью пружины 9. При повороте хомута через тяги 6 и рычаги 7 ролики 1 сводятся в радиальном направлении, формируя зону обжатия перемещающейся продольно проволоки. Для обеспечения стабильности получаемого при обжатии диаметра проволоки сведение роликов ограничивается регулируемыми упорами 8, связанными с рычагами 9.
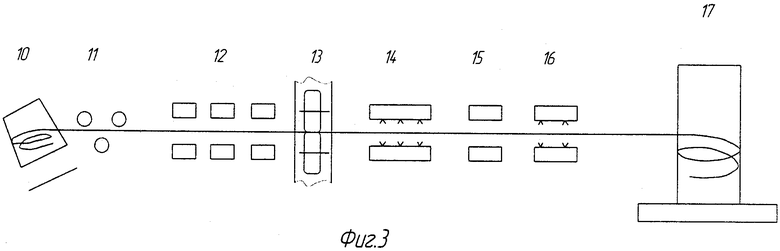
Линия для производства высокопрочной проволоки из стали (фиг. 3) содержит устройство размотки 10, устройство 11 правки, индукционный нагреватель 12, устройство 13 деформации проволоки, спрейер 14 для закалки деформированной проволоки, индукционный нагреватель 15 для отпуска, устройство 16 для охлаждения проволоки после отпуска и волочильный стан 17 для протягивания проволоки через все устройства и смотки в бунт.
Узел 14 выполнен в виде спрейера, расположенного соосно перемещающейся проволоке, в нем в качестве охладителя используется вода или полимерно-закалочная жидкость.
Способ получения высокопрочной проволоки с помощью линии реализуется следующим образом.
Бунт проволоки помещается на устройство 10 размотки, проволока проводится через устройство правки 11, узел нагрева 12, устройство деформации 13, закалочное устройство 14, узел нагрева 15, узел 16 для охлаждения после отпуска. Конец проволоки закрепляется в захвате волочильного стана 17 и далее сматывается в бунт.
При протягивании проволоки волочильным станом 17 осуществляется нагрев проволоки в индукционных нагревателях 12 до температуры t=950-1050°C в зависимости от марки стали, из которой изготовлена проволока. Нагретая до высокой температуры проволока непрерывно-последовательно поступает в деформирующее устройство 13, в котором обжимается и поступает в закалочное устройство 14, где производится закалка проволоки. Деформация проволоки производится обжатием поперечного сечения на 15-30% в устройстве 13 деформации.
Закалочное устройство 14 располагается от деформирующего устройства 13 на расстоянии, зависящем от скорости перемещения поволоки, для создания последеформационной паузы, во время которой происходит полигонизационная перестройка дислокационной субструктуры металла, возникающей в процессе обжатия диаметра проволоки при высокой температуре. Закаленная проволока непрерывно-последовательно перемещается через индуктор индукционного нагревателя 15, в котором проволока нагревается до температуры 400-550°C с целью отпуска-снижения твердости и повышения пластичности. После отпуска нагретая проволока проходит через узел охлаждения 16. Отпущенная и охлажденная проволока наматывается на барабан волочильного стана 17.
Устройство 13 деформации проволоки работает следующим образом. Конец проволоки без заострения вводится в деформирующую головку между роликами 1. При включении протягивания проволоки запускается привод вращения головки (не показан).
При вращении головки грузы 2 под действием центробежных сил поворачиваются на осях 3. Поворот грузов 2 через тягу 4 поворачивает хомут 5, который через тяги 6 и рычаги 7 прижимает ролики 1 к проволоке. Радиальное перемещение роликов 1 ограничивается регулируемыми тягами-упорами 8.
Регулируемые упоры 8 настраиваются на размер проволоки, который должен быть получен после требуемой (15-30%) степени обжатия исходного диаметра проволоки. Отсутствие регулируемого ограничителя сведения роликов приведет к нестабильности диаметра упрочняемой проволоки из-за возможного колебания температуры проволоки и числа оборотов головки.
После обработки всего бунта проволоки вращение деформирующей головки отключается, грузы 2 возвращаются в исходное состояние, а пружины 9 через рычаги 7 разводят ролики 1.
Связь грузов 2 с роликами 1 через хомут 5 создает замкнутую кинематически силовую схему, при которой хомут 5, поворачиваясь под действием трех грузов 2, создает усредненное действие трех роликов 1. При повороте хомута 5 через тяги 6 и рычаги 7 деформирующие ролики 1 прижимаются к поверхности проволоки с силой, пропорциональной массе грузов и квадрату числа оборотов деформирующей головки.
Устройство деформации выполнено в виде вращающейся головки, орбитально обкатывающей продольно перемещающуюся проволоку тремя роликами, установленными в ней. Головка состоит из корпуса с тремя роликами, установленными в расположенном в корпусе хомуте, поворачивающемся вокруг собственной оси под действием грузов, перемещающихся под действием центробежных сил, возникающих при вращении головки. Грузы и хомут соединены посредством тяг. При повороте хомута ролики прижимаются к поверхности проволоки, производя ее деформирование. Хомут выполнен в форме равностороннего треугольника, в вершинах которого установлены оси для тяг грузов и тяг роликов. Тяги роликов соединены с пружинами и регулирующими тягами-упорами, ограничивающими радиальное сведение роликов. Регулируемые тяги-упоры необходимы для обеспечения стабильного радиального положения роликов в процессе деформирования нагретой до высокой температуры (900-1100°C) проволоки. Отсутствие тяг-упоров приводит к нестабильности диаметра проволоки при возможном изменении температуры проволоки или числа оборотов вращающейся головки.
Предлагаемая конструкция устройства деформации уменьшает силу натяжения при протягивании проволоки, исключая обрывы в процессе деформирования обжатием поперечного сечения. Последнее обстоятельство позволяет исключить применение смазки графитом, делая ненужной последующую очистку от графитизированной пленки. Разведение роликов в невращающейся головке делает ненужным острение конца проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства высокопрочной проволоки из стали и линия для его осуществления | 2018 |
|
RU2705835C1 |
| Способ производства термоупрочненной проволоки из стали | 2015 |
|
RU2612104C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОУПРОЧНЕННОЙ СТАЛИ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2704426C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПРУЖИН ИЗ СТАЛИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2013 |
|
RU2547989C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН ИЗ СТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2411101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ СТВОЛОВ ОРУЖИЯ (ВАРИАНТЫ) | 2010 |
|
RU2449851C2 |
| Способ поверхностной термомеханической обработки цементованных изделий | 1980 |
|
SU954451A1 |
| УСТАНОВКА ДЛЯ ОТЖИГА И ЗАКАЛКИ КАЛИБРОВАННОЙ СТАЛИ | 1997 |
|
RU2126845C1 |
| Установка для производства высокопрочной проволоки | 1987 |
|
SU1447465A1 |
Изобретение относится к области металлургии. Для повышения качества проволоки, ее прочностных характеристик осуществляют разматывание бунтовой проволоки и ее правку, нагрев, обжатие, закалку, повторный нагрев, охлаждение и смотку в бунт. Обжатие проволоки ведут путем орбитальной обкатки с последеформационной выдержкой до момента образования полигонизированной структуры, а операции нагрева производят индукционным методом. Линия для осуществления способа содержит разматывающее устройство, устройство правки, узел нагрева, устройство деформации, закалочное устройство в виде спрейера, узлы нагрева и охлаждения и волочильный стан, при этом устройство деформации содержит головку в виде корпуса с тремя роликами, расположенный в корпусе хомут, соединенный с роликами посредством тяг с грузами и рычагов, хомут выполнен в виде равностороннего треугольника, в вершинах которого установлены оси тяг грузов и тяг роликов, причем рычаги связаны с регулируемыми упорами, ограничивающими сведение роликов к оси устройства, а корпус имеет привод вращения. 3 н.п. ф-лы, 3 ил.
1. Устройство для деформации высокопрочной проволоки из стали, содержащее головку в виде корпуса с тремя роликами, отличающееся тем, что оно снабжено расположенным в корпусе хомутом, соединенным с роликами посредством тяг с грузами и рычагов, при этом хомут выполнен в виде равностороннего треугольника, в вершинах которого установлены оси тяг грузов и тяг роликов, причем рычаги связаны с регулируемыми упорами, ограничивающими сведение роликов к оси устройства, а корпус имеет привод вращения, обеспечивающий орбитальную обкатку тремя роликами продольно перемещающейся проволоки.
2. Линия для производства высокопрочной проволоки из стали, отличающаяся тем, что она содержит разматывающее устройство, устройство для правки, индуктор для нагрева под закалку, устройство для деформации проволоки по п.1, закалочное устройство, индуктор для нагрева проволоки под отпуск, устройство для охлаждения и волочильный стан, при этом закалочное устройство выполнено в виде спрейера, расположенного на расстоянии от упомянутого устройства для деформации в зависимости от скорости перемещения проволоки для создания последеформационной выдержки, обеспечивающей формирование полигонизированной структуры стали.
3. Способ производства высокопрочной проволоки из стали, включающий разматывание бунтовой проволоки, правку, индукционный нагрев проволоки, обжатие, закалку, индукционный нагрев до температуры отпуска, охлаждение и смотку в бунт, отличающийся тем, что обжатие проволоки проводят с помощью устройства для деформации по п. 1, при этом обеспечивают орбитальную обкатку продольно перемещающейся проволоки, затем осуществляют последеформационную выдержку проволоки для формирования полигонизированной структуры стали с последующей закалкой.
| Установка для производства высокопрочной проволоки | 1987 |
|
SU1447465A1 |
| УСТРОЙСТВО ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2337146C2 |
| RU 2070582 C1, 20.12.1996 | |||
| Способ деформационно-термической обработки стали | 1987 |
|
SU1463775A1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ СТВОЛОВ ОРУЖИЯ (ВАРИАНТЫ) | 2010 |
|
RU2449851C2 |

