Изобретение относится к области формообразования изделий и может быть использовано при изготовлении полимерных и композиционных изделий для создания модельной оснастки для процессов литья, изделий машиностроения и приборостроения, физических моделей изделий для научных исследований.
Известны способы послойного формообразования изделий путем последовательного формирования соединенных друг с другом слоев, соответствующих форме поперечных сечений изготавливаемого изделия, позволяющие получать объекты весьма сложной формы [Шишковский И.В. Лазерный синтез функционально-градиентных мезоструктур и объемных изделий. - М.: ФИЗМАТЛИТ, 2009. - с.25-47].
Известен способ точного изготовления неразъемных трехмерных изделий из последовательности слоев фотоотверждаемой жидкой композиции [пат. США №5002854. Solid imaging method using compositions containing core-shell polymers / R.N.Fan, M.Fryd], заключающийся в последовательном нанесении слоев жидкой фотоотверждаемой композиции и экспозиции участков каждого такого слоя актиничным излучением, под действием которого формируется слой изделия определенной формы, скрепленный с предыдущими слоями, если таковые уже были сформированы. Фотоотверждаемая композиция содержит преломляющие компоненты, включающие этиленовый ненасыщенный мономер, фотоинициатор и преломляющие излучение компоненты, включающие полимеры с ядром, сформированным из мономера.
Недостатками такого способа являются высокая стоимость и токсичность использующихся фотоотверждаемых жидкостей, необходимость в формировании вместе с изделием поддерживающих структур для предотвращения короблений и отслаиваний, высокие затраты времени на изготовление изделий, связанные с необходимостью формирования всего объема изделия.
Известен способ изготовления изделий селективным спеканием [пат. США №4863538 Method and apparatus for producing parts by selective sintering / C.R.Deckard], заключающийся в изготовлении объемных изделий из порошков, включающий последовательное послойное размещение слоев порошка, обработку каждого слоя энергетическим лучом (например, лучом лазера) по заданному контуру, в результате которой за счет спекания частиц порошка формируется слой изделия определенной формы, скрепленный с предыдущими слоями, если таковые уже были сформированы. Полученная таким способом совокупность скрепленных между собой слоев образует искомое изделие.
Недостатком такого способа являются высокие затраты времени на изготовление изделий, связанные с необходимостью формирования всего объема изделия.
Наиболее близким к рассматриваемому способу по технической сущности является способ изготовления объемных изделий из порошковой композиции [пат. РФ №2145269 Способ изготовления объемных изделий из порошковой композиции /И.В.Шишковский, Н.Л.Куприянов], заключающийся в изготовлении объемных изделий из порошковой композиции, включающий последовательное послойное размещение порошковой композиции в станке для селективного лазерного спекания, обработку каждого слоя лазерным излучением по заданному контуру и извлечение полученного изделия из станка с удалением порошковой композиции, не принявшей участия в формировании объемного изделия. В качестве порошковой композиции используют смеси металлических порошков с полимерными порошками поликарбоната или полиамида с характерными размерами частиц металла и полимера от 20 до 160 мкм при соотношении от 4 до 25 вес.ч. металлсодержащего порошка на 1 вес.ч. полимерного порошка.
Недостатком такого способа являются высокие затраты времени на изготовление изделий, связанные с необходимостью формирования всего объема изделия.
Задача изобретения - сокращение затрат времени при послойном изготовлении полимерных и композиционных изделий.
Решение поставленной задачи достигается последовательным послойным размещением исходного материала в емкости с последующей обработкой каждого слоя лазерным излучением по заданному контуру. Полученное изделие извлекают из емкости и удаляют исходный материал, не принявший участия в формировании изделия. Причем формируемые слои образуют лишь часть объема изделия, а остальную часть объема изделия образует заранее изготовленный объект (армирующий элемент), размещаемый в емкости перед началом процесса формирования и к которому посредством лазерного воздействия прикрепляют хотя бы часть формируемых слоев. В качестве исходного материала формируемых слоев используют суспензию с дисперсной фазой в виде порошка из термопластичного полимера. При размещении суспензия заполняет пространство между заранее изготовленным объектом и стенками емкости, а слои изделия формируют путем спекания частиц дисперсной фазы суспензии посредством лазерного воздействия.
Сущность изобретения поясняется чертежами.
На фиг.1 показана последовательность осуществления способа.
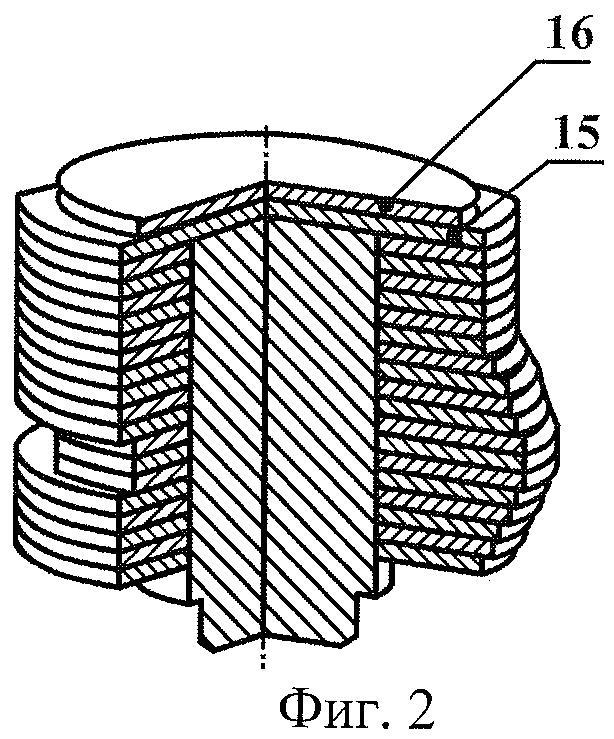
На фиг.2 показаны спеченные слои на верхней границе изделия.
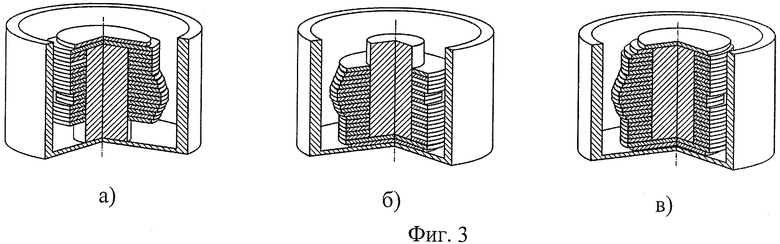
На фиг.3 представлены этапы формирования изделия с закрытым армирующим элементом.
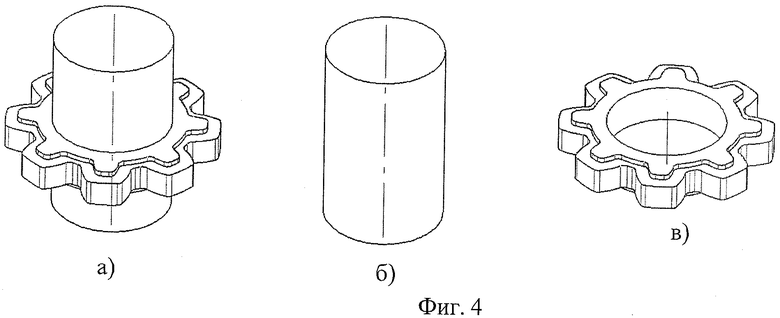
На фиг.4 представлена модель изготавливаемого изделия.
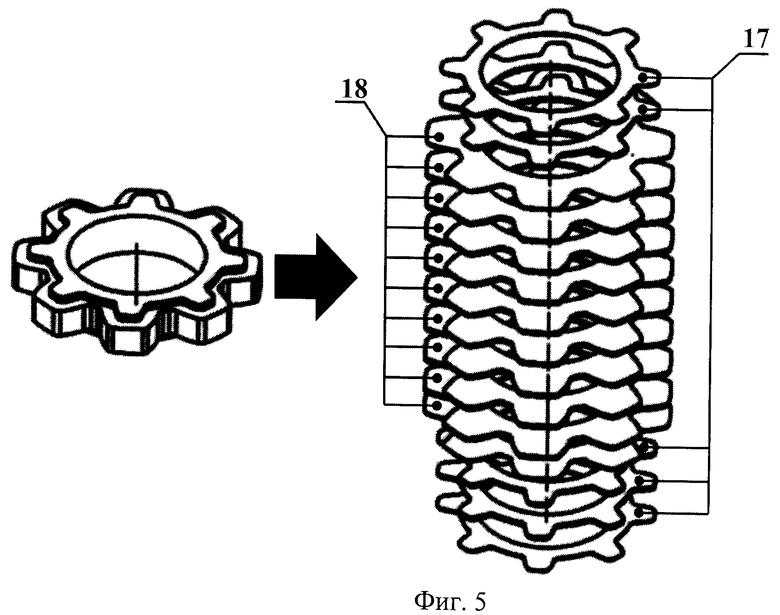
На фиг.5 показаны слои, полученные после рассечения модели послойно формируемого объема.
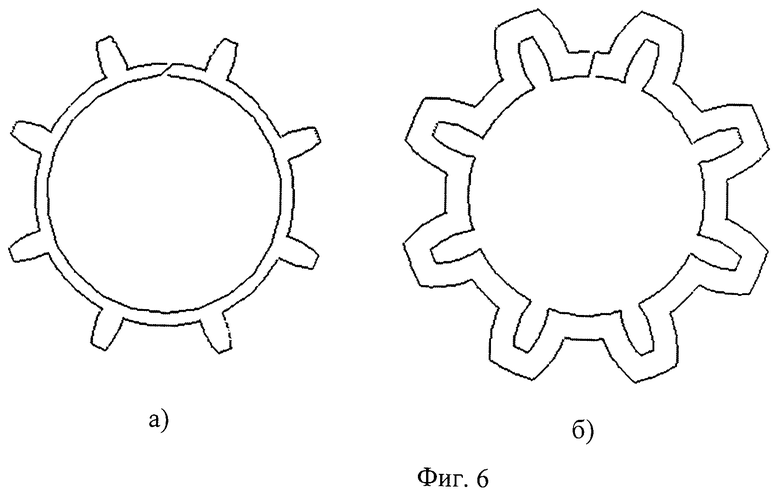
На фиг.6 показаны траектории движения пятна лазера для спекания слоев.
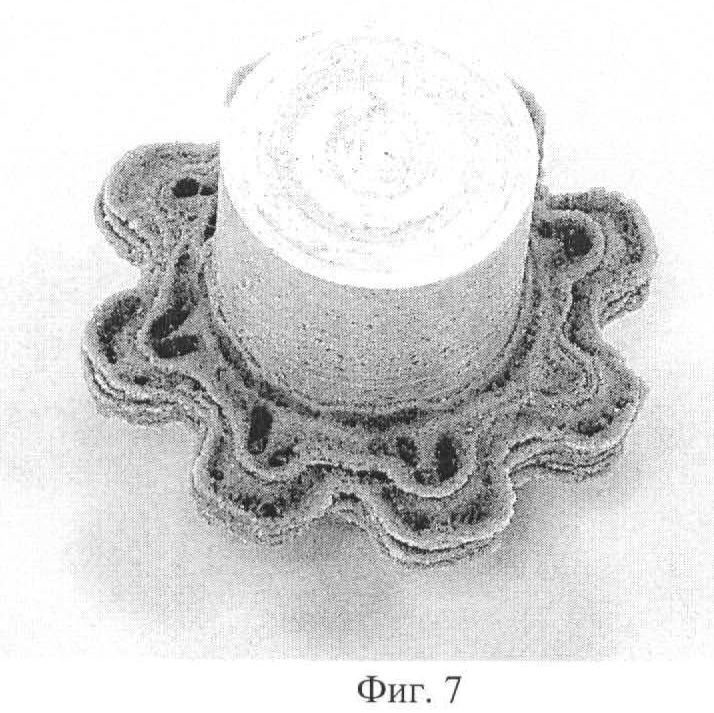
На фиг.7 представлена фотография изделия, полученного предложенным способом.
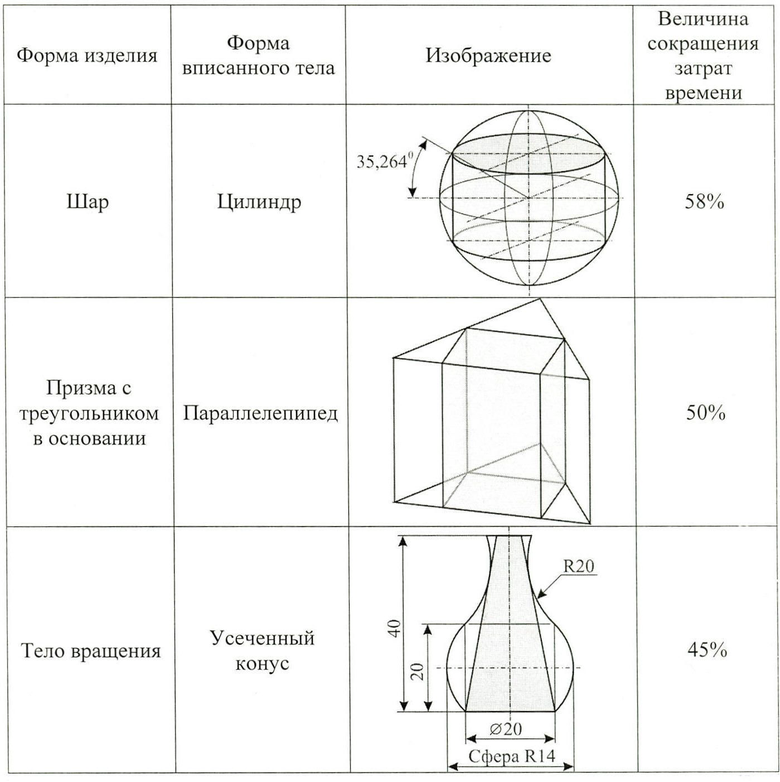
В таблице приведены величины сокращения затрат времени для некоторых форм изделий и армирующих элементов.
Существо способа заключается в выполнении следующей последовательности действий.
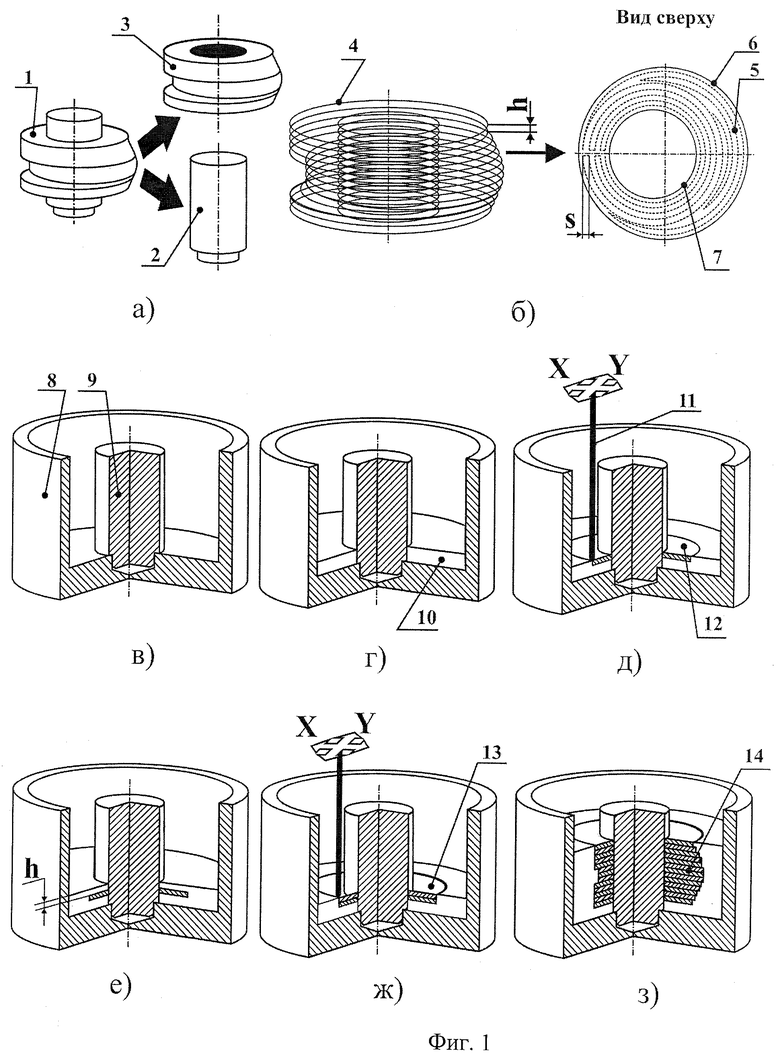
Модель получаемого изделия 1 разбивают на модель заранее изготовленного объекта (армирующего элемента) 2 и модель послойно формируемого объема изделия 3 (фиг.1,а).
Получают поперечные сечения 4 модели послойно формируемого объема изделия 3, отстоящие друг от друга на расстоянии h. Далее для каждого такого сечения рассчитывают траекторию 5, заполняющую площадь между границей текущего сечения формируемого изделия 6 и границей армирующего элемента 7 с шагом s между соседними линиями (фиг.1,б).
В емкость 8 устанавливают заранее изготовленный армирующий элемент 9 (фиг.1,в).
Вокруг армирующего элемента 9 в емкость 8 наносят слой суспензии 10 (фиг.1,г), в которой в качестве твердой дисперсной фазы используют порошок из термопластичного полимера. Под действием силы тяжести суспензия растекается между стенками емкости и армирующим элементом по дну емкости слоем с горизонтальной поверхностью.
На поверхность слоя суспензии 10 направляют луч лазера 11, перемещающийся по поверхности слоя суспензии 10 по ранее рассчитанной для нижнего сечения траектории. Под тепловым воздействием лазерного излучения частицы термопластичного полимера спекаются между собой и соединяются с армирующим элементом, образуя слой 12 (фиг.1,д).
Вокруг армирующего элемента 9 в емкость 8 наносят новый слой суспензии высотой h. Под действием силы тяжести суспензия растекается между стенками емкости и армирующим элементом по предыдущему слою суспензии слоем с горизонтальной поверхностью (фиг.1,е).
На поверхность слоя суспензии направляют луч лазера 11, перемещающийся по поверхности слоя суспензии по ранее рассчитанной для следующего сечения траектории. Под тепловым воздействием лазерного излучения частицы термопластичного полимера спекаются между собой и соединяются с предыдущим слоем и армирующим элементом, образуя слой 13 (фиг.1,ж).
Последовательно повторяют нанесение новых слоев суспензии высотой h и их обработку лазерным излучением по ранее рассчитанной для каждого слоя траектории до тех пор, пока не будет сформирован последний слой. После чего готовое изделие 14 (фиг.1,з) извлекают из емкости 8 и удаляют с его поверхности остатки суспензии.
В случае необходимости формирования поверхности или поверхностей, образованных спеченными слоями на верхней границе изделия (фиг.2), первый слой 15, лежащий выше армирующего элемента, выполняется по приведенной выше последовательности, а остальные слои 16 выполняются по приведенной выше последовательности, за исключением того, что под тепловым воздействием лазерного излучения частицы термопластичного полимера спекаются между собой и соединяются с предыдущим слоем, но не соединяются непосредственно с армирующим элементом.
В случае если необходимо, чтобы сформированные слои полностью закрывали армирующий элемент, то:
предварительно изготавливают изделие по приведенной выше последовательности (фиг.3,a);
предварительно изготовленное изделие извлекают из емкости, переворачивают на 180 градусов и вновь устанавливают его в ту же емкость (фиг.3,б);
далее продолжают изготовление изделия по приведенной выше последовательности, причем предварительно изготовленное изделие выступает в качестве заранее изготовленного объекта (фиг.3,в).
Армирующий элемент может быть изготовлен из полимера, металла, сплава или керамики. Прикрепление спеченных слоев к армирующему элементу осуществляется за счет образования механических связей между материалами спеченного слоя и армирующего элемента вследствие нагрева частиц полимера дисперсной фазы суспензии.
Сокращение затрат времени на изготовление изделия данным способом по сравнению с прототипом зависит от конкретных режимов формирования слоев изделия (мощности излучения Р, скорости движения пятна лазера V, шага между линиями траектории s и высоты слоев h).
Также в значительной степени сокращение затрат времени зависит от того, насколько послойно формируемый объем меньше, чем общий объем изделия, и зависит от формы изделия и формы выбранного армирующего элемента. Сокращение затрат времени можно оценить через соотношение объемов изделия и наибольшего вписанного в него тела стандартной формы: цилиндра, конуса, куба, параллелепипеда.
Величины сокращения затрат времени для некоторых форм изделий при условии, что производительность формирования слоев по предложенному способу и способу-прототипу равны, приведены в таблице.
Пример. В системе автоматизированного проектирования создают трехмерную модель вал-шестерни (фиг.4,а), которую разбивают на модель армирующего элемента в виде вала (фиг.4,б) и модель послойно формируемого объема в виде венца шестерни (фиг.4,в). Далее в системе автоматизированного проектирования получают последовательность параллельных сечений послойно формируемого объема, отстоящих друг от друга на расстоянии h=0,4 мм (фиг.5). Крайние сечения 17 и средние сечения 18 имеют различные формы. Рассчитывают траектории для крайних сечений (фиг.6,а) и средних сечений (фиг.6,б), заполняющие площадь между границей текущего сечения формируемого изделия и границей армирующего элемента с шагом s≤2 мм между соседними линиями. На токарном станке изготавливают из алюминиевого сплава АМг6 ГОСТ 4784-97 армирующий элемент диаметром 19,5 мм и длиной 30 мм с шероховатостью цилиндрической поверхности RZ=32 мкм. Армирующий элемент помещают в емкость. Воздействием лазера с длиной волны λ=1075 нм и мощностью Р=43,9 Вт формируют слои из суспензии, жидкой дисперсионной средой которой является глицерин ПК-94 ГОСТ 6824-96 (объемная доля около 65%), а твердой дисперсной фазой - порошок полистирола ПСЭ-1 ГОСТ 20282-86 (объемная доля около 35%). В суспензию добавляют черный краситель (объемная доля менее 1%). Всего формируют 15 слоев. Скорость перемещения луча лазера относительно емкости составляет V=1200 мм/мин, высота слоев составляет h=0,4 мм. Полученное изделие изображено на фиг.7. Общий объем изделия составляет 11 см3, объем спеченных слоев 2,1 см3. Затраты времени на формирование изделия составили 6 мин. Согласно сведениям, приведенным в [Шишковский И.В. Лазерный синтез функционально-градиентных мезоструктур и объемных изделий. - М.: ФИЗМАТЛИТ, 2009. - с.35], производительность способа-аналога [пат. США №4863538 Method and apparatus for producing parts by selective sintering / C.R.Deckard] составляет около 1,5÷2,5 см по высоте в час, что при высоте изделия 30 мм дает значение затрат времени около 72÷120 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования антифрикционного покрытия с помощью автоматизированного устройства подачи порошкового материала в зону лазерной обработки | 2017 |
|
RU2652335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2014 |
|
RU2609911C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2497978C2 |
| СПОСОБ ЛАЗЕРНОГО СИНТЕЗА ОБЪЕМНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2212982C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ БИМЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1999 |
|
RU2217266C2 |
| Способ создания объемного изделия на основе гетерогенного материала с заданными физико-механическими характеристиками посредством управляемого лазерного воздействия | 2022 |
|
RU2795957C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЯ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2017 |
|
RU2659049C1 |
| Способ получения неиспаряемого геттера и композитный геттер для рентгеновской трубки | 2020 |
|
RU2754864C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2006 |
|
RU2333076C1 |
Изобретение относится к способу изготовления армированных объемных изделий. Способ включает последовательное послойное размещение исходного материала в емкости, обработку каждого слоя лазерным излучением по заданному контуру и извлечение полученного изделия из емкости с удалением исходного материала, не принявшего участия в формировании изделия. При этом формируемые слои образуют лишь часть объема изделия, а остальную часть объема изделия образует заранее изготовленный объект, размещаемый в емкости перед началом процесса формирования, к которому посредством лазерного воздействия прикрепляют хотя бы часть формируемых слоев. Причем в качестве исходного материала формируемых слоев используют суспензию с дисперсной фазой в виде порошка из термопластичного полимера, суспензия заполняет при размещении пространство между заранее изготовленным объектом и стенками емкости, а слои формируют путем спекания частиц дисперсной фазы суспензии посредством лазерного воздействия. Достигаемый при этом технический результат заключается в сокращении затрат времени при послойном изготовлении полимерных и композиционных ихделий. 1 з.п. ф-лы, 17 ил., 1 табл.
1. Способ изготовления изделий, включающий последовательное послойное размещение исходного материала в емкости, обработку каждого слоя лазерным излучением по заданному контуру и извлечение полученного изделия из емкости с удалением исходного материала, не принявшего участия в формировании изделия, отличающийся тем, что формируемые слои образуют лишь часть объема изделия, а остальную часть объема изделия образует заранее изготовленный объект, размещаемый в емкости перед началом процесса формирования, к которому посредством лазерного воздействия прикрепляют хотя бы часть формируемых слоев, причем в качестве исходного материала формируемых слоев используют суспензию с дисперсной фазой в виде порошка из термопластичного полимера, суспензия заполняет при размещении пространство между заранее изготовленным объектом и стенками емкости, а слои формируют путем спекания частиц дисперсной фазы суспензии посредством лазерного воздействия.
2. Способ по п.1, отличающийся тем, что далее предварительно изготовленное изделие извлекают из емкости, переворачивают на 180°, вновь помещают в ту же емкость и продолжают изготовление изделия по п.1, причем предварительно изготовленное изделие выступает в качестве заранее изготовленного объекта.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| Струйный датчик температуры | 1975 |
|
SU538244A1 |
| Заграждающее устройство | 1984 |
|
SU1284868A1 |
| RU 230367 C1, 20.10.2009 | |||
| US 5284695 A, 08.02.1994 | |||
| US 5284695 А, 08.02.1994 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХРАЗМЕРНОГО ОБЪЕКТА (ВАРИАНТЫ) | 2003 |
|
RU2302945C2 |
| CN 101138651 A, 12.03.2008. | |||

